TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139007
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037702
出願日
2024-03-12
発明の名称
被覆切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/14 20060101AFI20250918BHJP(工作機械;他に分類されない金属加工)
要約
【課題】優れた耐摩耗性及び耐欠損性を有することによって、工具寿命を延長することができる被覆切削工具の提供。
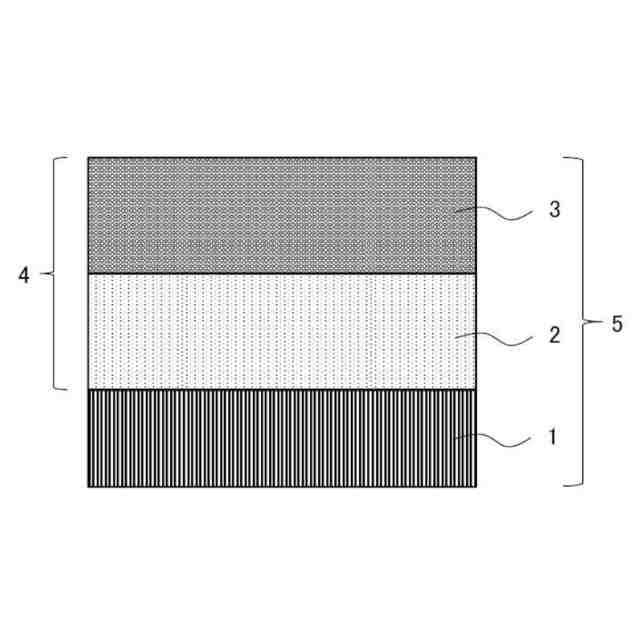
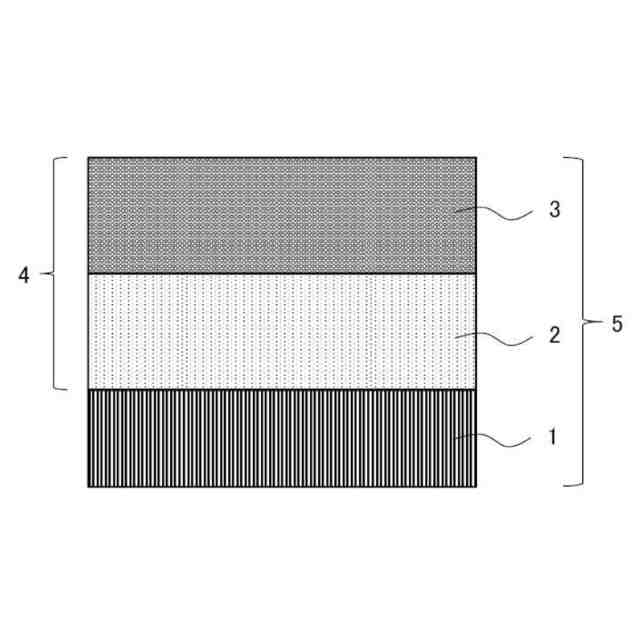
【解決手段】基材と、基材の表面に形成された被覆層とを備え、被覆層が、基材側から被覆層の表面側に向かって、下部層及び上部層をこの順で含み、上部層がα-Al
2
O
3
層を含み、上部層の平均厚さが1.5μm以上15.0μm以下であり、下部層がTi化合物層を1層又は2層以上含み、かつ、Ti化合物層の少なくとも1層がTiCN層であり、TiCN層の平均厚さが3.0μm以上15.0μm以下であり、TiCN層において、第1領域におけるKAM値の平均値をKAM1とし、第2領域におけるKAM値の平均値をKAM2としたとき、0.12°≦(KAM1-KAM2)≦0.50°の関係を満たす、被覆切削工具。
【選択図】 図1
特許請求の範囲
【請求項1】
基材と、前記基材の表面に形成された被覆層とを備え、
前記被覆層が、前記基材側から前記被覆層の表面側に向かって、下部層及び上部層をこの順で含み、
前記上部層が、α型の酸化アルミニウムからなるα-Al
2
O
3
層を含み、
前記上部層の平均厚さが1.5μm以上15.0μm以下であり、
前記下部層が、Tiと、C、N及びOからなる群より選ばれる少なくとも1種の元素とのTi化合物からなるTi化合物層を1層又は2層以上含み、かつ、前記Ti化合物層の少なくとも1層がTiの炭窒化物からなるTiCN層であり、
前記TiCN層の平均厚さが3.0μm以上15.0μm以下であり、
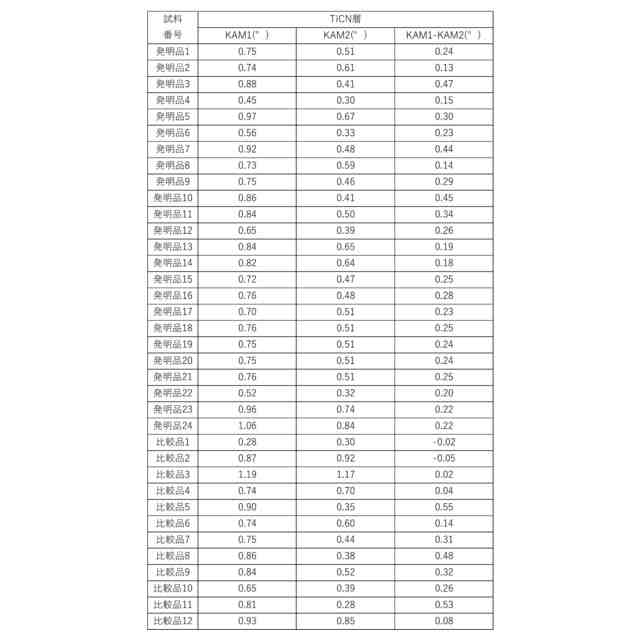
前記TiCN層において、前記基材側から前記基材とは反対側に向かって1μmまでの領域を第1領域とし、前記第1領域よりも前記基材とは反対側の領域を第2領域とし、前記第1領域におけるKAM値の平均値をKAM1とし、前記第2領域におけるKAM値の平均値をKAM2としたとき、下記式(i)の関係を満たす、被覆切削工具。
0.12°≦(KAM1-KAM2)≦0.50° (i)
続きを表示(約 400 文字)
【請求項2】
前記KAM1が0.40°以上1.00°以下である、請求項1に記載の被覆切削工具。
【請求項3】
前記KAM2が0.30°以上0.70°以下である、請求項1又は2に記載の被覆切削工具。
【請求項4】
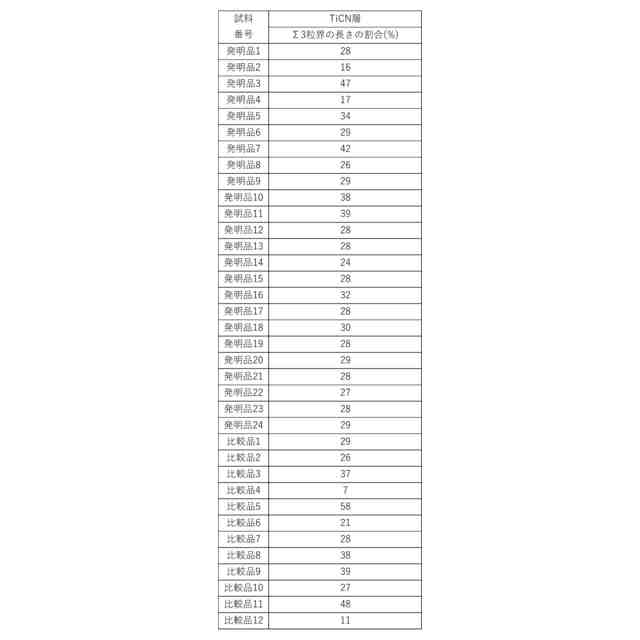
前記TiCN層において、全粒界の合計長さ100%に対するΣ3粒界の長さの割合が、15%以上50%以下である、請求項1又は2に記載の被覆切削工具。
【請求項5】
前記下部層の平均厚さが3.0μm以上15.0μm以下である、請求項1又は2に記載の被覆切削工具。
【請求項6】
前記被覆層全体の平均厚さが、5.0μm以上30.0μm以下である、請求項1又は2に記載の被覆切削工具。
【請求項7】
前記基材が、超硬合金、サーメット、セラミックス又は立方晶窒化硼素焼結体である、請求項1又は2に記載の被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆切削工具に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、超硬合金からなる基材の表面に化学蒸着法により、Tiの炭化物、窒化物、炭窒化物、炭酸化物及び炭窒酸化物並びに酸化アルミニウム(Al
2
O
3
)からなる群より選ばれる1種の単層又は2種以上の複層からなる被覆層が蒸着形成された被覆切削工具が、鋼や鋳鉄等の切削加工に用いられていることは、よく知られている。
【0003】
特許文献1では、炭化タングステン基超硬合金又は炭窒化チタン基サーメットで構成された工具基体の表面に、
(a)下部層が、3~20μmの合計平均層厚を有するTiの炭化物層、窒化物層、炭窒化物層、炭酸化物層及び炭窒酸化物層のうちの1層又は2層以上からなり、かつ、その内の少なくとも1層は2~20μmの平均層厚を有する改質Ti炭窒化物層からなるTi化合物層、
(b)上部層が、1~15μmの平均層厚を有する酸化アルミニウム層、
以上(a)及び(b)で構成された硬質被覆層を形成してなる表面被覆切削工具において、
(c)上記(a)の改質Ti炭窒化物層について、電界放出型走査電子顕微鏡と電子後方散乱回折像装置を用い、縦断面研磨面の測定範囲内に存在する立方晶結晶格子を有する結晶粒個々に電子線を照射して、基体表面の法線に対して、前記結晶粒の結晶面である(112)面の法線がなす傾斜角を測定し、前記測定傾斜角のうち、0~45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分すると共に、各区分内に存在する度数を集計してなる傾斜角度数分布グラフを作成した場合、0~10度の範囲内に存在する度数の合計が、傾斜角度数分布グラフにおける度数全体の20~80%の割合を占める傾斜角度数分布グラフを示し、
(d)上記(a)の改質Ti炭窒化物層について、電界放出型走査電子顕微鏡と電子後方散乱回折像装置を用い、縦断面研磨面の測定範囲内に存在する立方晶結晶格子を有する結晶粒個々に電子線を照射して、個々の結晶格子間の方位差(回転角)を測定し、隣接する測定点の結晶格子間の方位差(回転角)が5度以上である場合に、相互に隣接する測定点の境界は結晶粒界であるとし、結晶粒界に囲まれ、他の結晶粒界に分断されていない範囲を同一の結晶粒として特定し、さらに、結晶粒個々の結晶粒内平均方位差を求めた場合、結晶粒の結晶粒内平均方位差が5度未満を示す結晶粒の面積割合が20~80%を占め、一方、結晶粒の結晶粒内平均方位差が5度以上を示す結晶粒の面積割合が20~80%を占めることを特徴とする表面被覆切削工具が記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第6139057号
【発明の概要】
【発明が解決しようとする課題】
【0005】
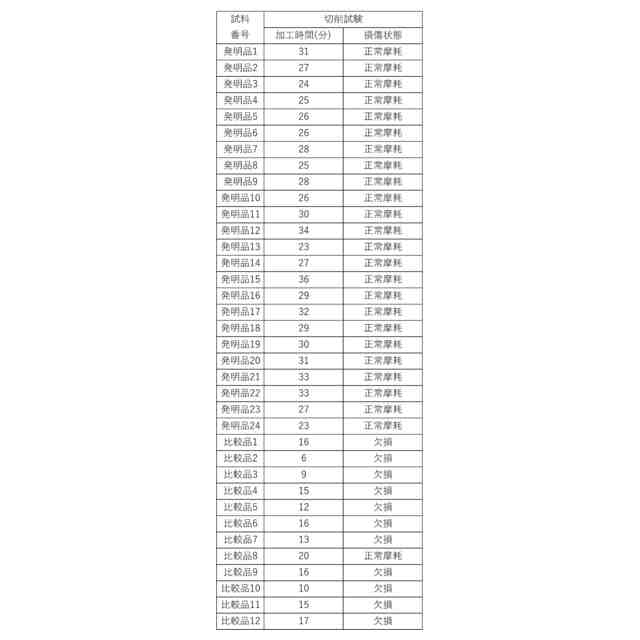
近年の切削加工における省力化及び省エネ化の要求は強く、これに伴い、切削加工は一段と高速化、高送り化及び深切り込み化がより顕著となり、従来よりも工具の耐摩耗性及び耐欠損性を向上させることが求められている。特に、衝撃的な負荷が作用する高速断続切削においては、従来の工具では被覆層の表面で発生した亀裂が基材まで進展しやすく、これに起因した切れ刃部のチッピングや欠損が生じるため、工具寿命を長くし難くなる。
【0006】
特許文献1の被覆切削工具は、改質Ti炭窒化物層において、被覆層の厚さ方向における局所的な歪の分布が検討されていない。このため、亀裂の基材への進展を抑制する効果が不十分であり、耐欠損性に改善の余地がある。
【0007】
本発明は上記事情に鑑みてなされたものであり、優れた耐摩耗性及び耐欠損性を有し、工具寿命を延長することができる被覆切削工具を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意研究を重ねた結果、被覆切削工具における被覆層を特定の構成とすることにより、被覆切削工具が優れた耐摩耗性及び耐欠損性を有することを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は下記のとおりである。
[1]
基材と、前記基材の表面に形成された被覆層とを備え、
前記被覆層が、前記基材側から前記被覆層の表面側に向かって、下部層及び上部層をこの順で含み、
前記上部層が、α型の酸化アルミニウムからなるα-Al
2
O
3
層を含み、
前記上部層の平均厚さが1.5μm以上15.0μm以下であり、
前記下部層が、Tiと、C、N及びOからなる群より選ばれる少なくとも1種の元素とのTi化合物からなるTi化合物層を1層又は2層以上含み、かつ、前記Ti化合物層の少なくとも1層がTiの炭窒化物からなるTiCN層であり、
前記TiCN層の平均厚さが3.0μm以上15.0μm以下であり、
前記TiCN層において、前記基材側から前記基材とは反対側に向かって1μmまでの領域を第1領域とし、前記第1領域よりも前記基材とは反対側の領域を第2領域とし、前記第1領域におけるKAM値の平均値をKAM1とし、前記第2領域におけるKAM値の平均値をKAM2としたとき、下記式(i)の関係を満たす、被覆切削工具。
0.12°≦(KAM1-KAM2)≦0.50° (i)
[2]
前記KAM1が0.40°以上1.00°以下である、[1]に記載の被覆切削工具。
[3]
前記KAM2が0.30°以上0.70°以下である、[1]又は[2]に記載の被覆切削工具。
[4]
前記TiCN層において、全粒界の合計長さ100%に対するΣ3粒界の長さの割合が、15%以上50%以下である、[1]~[3]のいずれかに記載の被覆切削工具。
[5]
前記下部層の平均厚さが3.0μm以上15.0μm以下である、[1]~[4]のいずれかに記載の被覆切削工具。
[6]
前記被覆層全体の平均厚さが、5.0μm以上30.0μm以下である、[1]~[5]のいずれかに記載の被覆切削工具。
[7]
前記基材が、超硬合金、サーメット、セラミックス又は立方晶窒化硼素焼結体である、[1]~[6]のいずれかに記載の被覆切削工具。
【発明の効果】
【0010】
本発明によれば、優れた耐摩耗性及び耐欠損性を有することによって、工具寿命を延長することができる被覆切削工具を提供することが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
19日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
10日前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
5か月前
有限会社 ナプラ
金属粒子
6か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
5か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
個人
型枠製造装置のフレーム
今日
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
21日前
大見工業株式会社
ドリル
2か月前
株式会社FUJI
チャック装置
6か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ツガミ
工作機械
27日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































