TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144779
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044623
出願日
2024-03-21
発明の名称
冷間圧延スラッジの処理方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
主分類
C22B
7/00 20060101AFI20250926BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】冷間圧延スラッジに含まれる塩素および油分を除去できる新規な冷間圧延スラッジの処理方法を提供する。
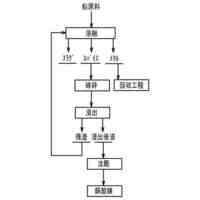
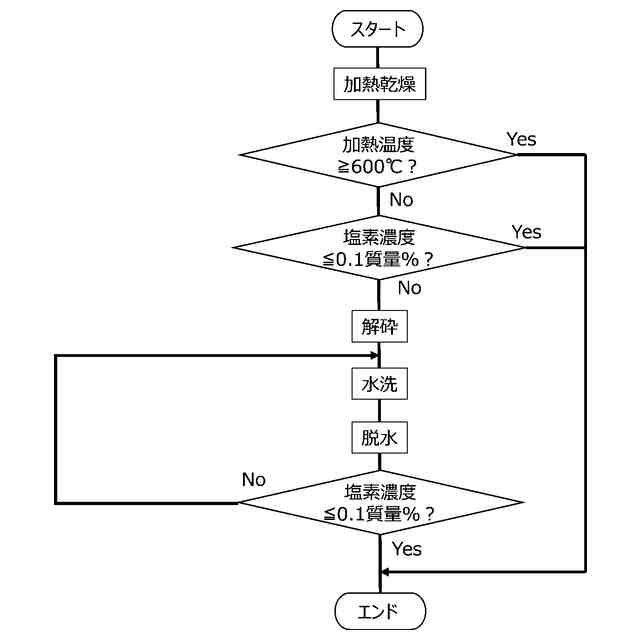
【解決手段】冷間圧延スラッジを加熱乾燥して、乾燥スラッジを得る。冷間圧延スラッジを加熱乾燥する際の温度が600℃未満であって、かつ、乾燥スラッジの塩素濃度が0.1質量%超である場合は、乾燥スラッジを解砕して、解砕スラッジを得て、解砕スラッジを水洗して、スラリーを得て、スラリーを脱水して脱水ケーキを得る。
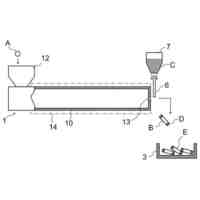
【選択図】図1
特許請求の範囲
【請求項1】
冷間圧延スラッジを加熱乾燥して、乾燥スラッジを得て、
前記冷間圧延スラッジを加熱乾燥する際の温度が600℃未満であって、かつ、前記乾燥スラッジの塩素濃度が0.1質量%超である場合は、前記乾燥スラッジを解砕して、解砕スラッジを得て、
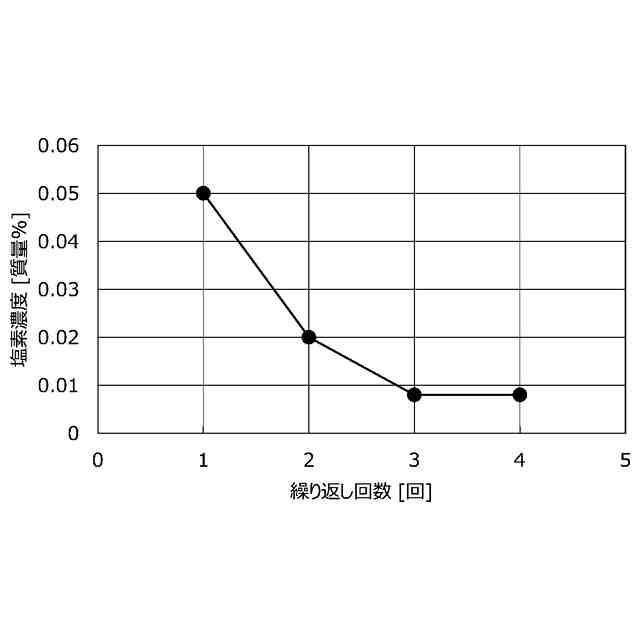
前記解砕スラッジを水洗して、スラリーを得て、
前記スラリーを脱水して脱水ケーキを得る、冷間圧延スラッジの処理方法。
続きを表示(約 450 文字)
【請求項2】
前記冷間圧延スラッジを加熱乾燥する際の雰囲気が、大気または酸化性雰囲気であり、
前記冷間圧延スラッジを加熱乾燥する際の温度が、300℃以上1500℃以下である、請求項1に記載の冷間圧延スラッジの処理方法。
【請求項3】
前記スラリーの濃度が5質量%以上40質量%以下である、請求項1または2に記載の冷間圧延スラッジの処理方法。
【請求項4】
前記解砕スラッジを水洗する際に用いる水が、製鋼ダストスラリーの脱水ろ液またはスラグヤードの排水である、請求項1または2に記載の冷間圧延スラッジの処理方法。
【請求項5】
前記脱水ケーキの含水率が30質量%以下である、請求項1または2に記載の冷間圧延スラッジの処理方法。
【請求項6】
前記脱水ケーキを焼結機、回転炉床炉またはロータリーキルンに装入することにより、前記冷間圧延スラッジを製鉄原料として再利用する、請求項1または2に記載の冷間圧延スラッジの処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷間圧延スラッジの処理方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
高炉法では、高炉に焼結鉱およびコークスを装入し、銑鉄を製造する。次いで、銑鉄を、転炉で精錬してから、鋳型に流し込み、鋼片を生産する。その後、鋼片に、熱間圧延および冷間圧延を含む圧延を施し、各種の鉄鋼製品を得る。
【0003】
このとき、例えば、冷間圧延においては、鋼材の表面に生じたスケール(酸化鉄)を除去するため、塩酸等の酸が使用されることから、廃水(以下、「冷間圧延廃水」ともいう)が生じる。冷間圧延廃水には、スケール以外に、圧延油などに由来する油分;鋼材の摩擦により生じる鉄粉;等も含まれる。
【0004】
冷間圧延廃水は、通常、製鉄所の廃水処理場において、中和された後に、沈降分離およびろ過等が施されて、固形分と液体分(上澄液)とに分離(固液分離)される。
上澄水については、一般的には、凝集剤や油分除去剤などを用いて、懸濁物質や油分が除去されてから、製鉄所内で再利用される。
【先行技術文献】
【特許文献】
【0005】
特開2000-199018号公報
特開2016-141832号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
冷間圧延廃水から分離された固形分(以下、「冷間圧延スラッジ」ともいう)についても、鉄が含まれるため、製鉄原料として再利用したいというニーズがある。
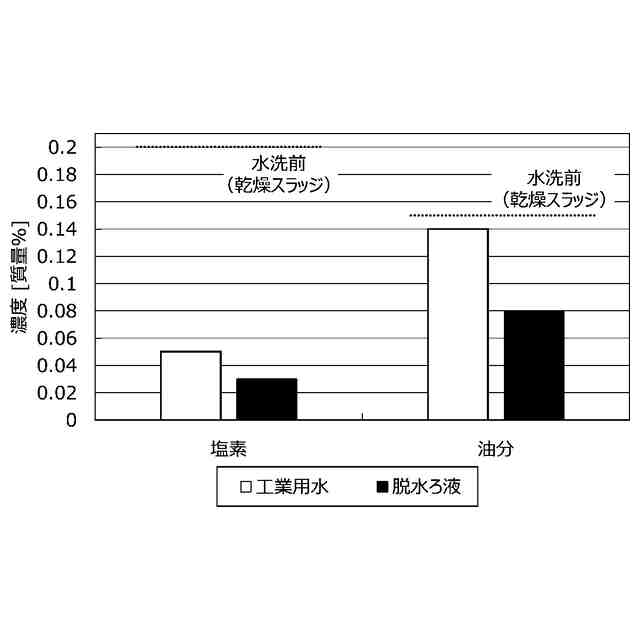
しかし、冷間圧延スラッジには、鉄のほかに、スケール除去の際に用いた塩酸に由来する塩素、および、圧延油など由来する油分が含まれる。
塩素は、高炉設備の腐食の原因となるため忌避される。また、油分も、焼結機内でくすぶり発生の原因となるため同様に忌避される。
すなわち、冷間圧延スラッジは、そのまま製鉄原料として再利用できない。
【0007】
ところで、従来、スラッジに含まれる塩素を除去する方法(特許文献1)、スラッジに含まれる油分を除去する方法(特許文献2)が提案されている。
【0008】
より詳細には、特許文献1に記載された方法は、スラッジに、水とともに、水酸化ナトリウム等のアルカリ剤を添加する方法である。
しかし、ナトリウム等のアルカリ金属は、高炉内で付着物を形成して通気性を悪化させる元素であるため、塩素と同様に、忌避される。
このため、本方法によって、塩素が除去できたとしても、ナトリウム等のアルカリ金属を除去しない限り、製鉄原料としては再利用できない。
また、本方法においては、スラッジに含まれる油分の一部がアルカリ剤に移行する。このため、アルカリ剤を処理する設備を追加で敷設する必要があり、煩雑である。
【0009】
特許文献2に記載された方法は、スラッジに転炉ダストなどの助剤を添加したうえで、加熱処理を実施する方法であるが、加熱処理前にスラッジと助剤とを十分に混合する必要があること、助剤の含水率を極力下げる必要があること等を要し、やはり煩雑である。
【0010】
本発明は、以上の点を鑑みてなされたものであり、冷間圧延スラッジに含まれる塩素および油分を除去できる新規な冷間圧延スラッジの処理方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
デスケーリング装置
5日前
JFEスチール株式会社
診断システム及び診断方法
10日前
JFEスチール株式会社
構造材及び構造材の製造方法
5日前
JFEスチール株式会社
金物投入設備及び金物投入方法
4日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
10日前
JFEスチール株式会社
熱延鋼材の製造方法
12日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
4日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
4日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
4日前
個人
銅鉄合金の製造
3か月前
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
19日前
古河電気工業株式会社
銅線
1か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
7か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
鋼材
8か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ