TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025143797
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043236
出願日
2024-03-19
発明の名称
時計用部品の製造方法、時計部品用素材の製造方法、時計用部品および時計部品用素材
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
G04B
37/22 20060101AFI20250925BHJP(時計)
要約
【課題】時計用部品の鏡面仕上げの品質を向上できる時計用部品の製造方法、時計部品用素材の製造方法、時計用部品および時計部品用素材の提供。
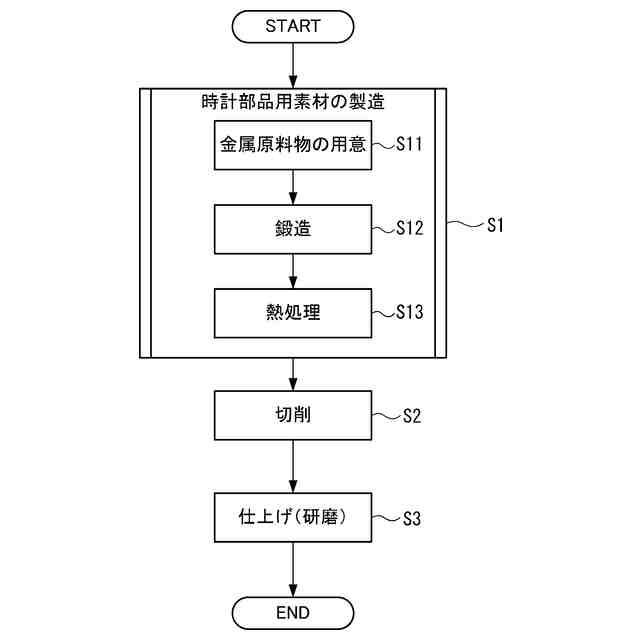
【解決手段】時計用部品の製造方法は、金属原料物を用意する工程と、金属原料物に対して鍛造および熱処理を行い、切削加工の対象となる加工対象部位を有する時計部品用素材を製造する工程と、時計部品用素材の加工対象部位から切削により時計用部品を削り出し、研磨する工程と、を有し、鍛造は、時計部品用素材における加工対象部位の歪みの大きさが所定範囲内となるように設計された金型を用いて金属原料物を成形し、熱処理は、鍛造により成形された時計部品用素材における加工対象部位の歪みの大きさに合わせて設定された熱処理条件で実行することで、加工対象部位の結晶粒サイズを均一化し、かつ、結晶方位を等方化する。
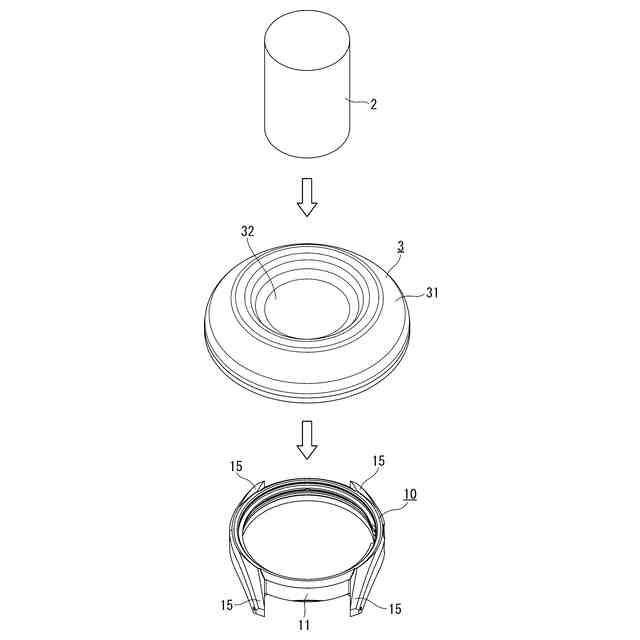
【選択図】図2
特許請求の範囲
【請求項1】
時計用部品の製造方法であって、
金属原料物を用意する工程と、
前記金属原料物に対して鍛造および熱処理を行い、切削加工の対象となる加工対象部位を有する時計部品用素材を製造する工程と、
前記時計部品用素材の前記加工対象部位から切削により時計用部品を削り出し、研磨する工程と、を有し、
前記鍛造は、前記時計部品用素材における前記加工対象部位の歪みの大きさが所定範囲内となるように設計された金型を用いて前記金属原料物を成形し、
前記熱処理は、前記鍛造により成形された前記時計部品用素材における前記加工対象部位の歪みの大きさに合わせて設定された熱処理条件で実行することで、前記加工対象部位の結晶粒サイズを均一化し、かつ、結晶方位を等方化する
ことを特徴とする時計用部品の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の時計用部品の製造方法において、
前記熱処理による前記加工対象部位の前記結晶粒サイズの均一化は、
前記加工対象部位の前記結晶粒サイズを、10μm以上、500μm以下とし、
前記加工対象部位の前記結晶粒サイズの標準偏差を、50μm以下とする
ことを特徴とする時計用部品の製造方法。
【請求項3】
請求項1に記載の時計用部品の製造方法において、
前記熱処理による前記加工対象部位の結晶方位の等方化は、
前記加工対象部位のX線回折法による回折線の相対強度を、理論値に対して±30%以下とする
ことを特徴とする時計用部品の製造方法。
【請求項4】
請求項1に記載の時計用部品の製造方法において、
前記鍛造は、熱間鍛造である
ことを特徴とする時計用部品の製造方法。
【請求項5】
請求項1に記載の時計用部品の製造方法において、
前記金属原料物は、円柱状に形成され、
前記時計部品用素材は、
円板状の中央部と、前記中央部の外周に沿って円環状に形成され、かつ、厚さ寸法が前記中央部よりも大きい外周部とを備え、
前記加工対象部位は前記外周部で構成されている
ことを特徴とする時計用部品の製造方法。
【請求項6】
時計用部品を切削加工する対象物である時計部品用素材の製造方法であって、
金属原料物を用意する工程と、
前記金属原料物に対して鍛造および熱処理を行い、切削加工の対象となる加工対象部位を有する時計部品用素材を製造する工程と、を有し、
前記鍛造は、前記時計部品用素材における前記加工対象部位の歪みの大きさが所定範囲内となるように設計された金型を用いて前記金属原料物を成形し、
前記熱処理は、前記鍛造により成形された前記時計部品用素材における前記加工対象部位の歪みの大きさに合わせて設定された熱処理条件で実行することで、前記加工対象部位の結晶粒サイズを均一化し、かつ、結晶方位を等方化する
ことを特徴とする時計部品用素材の製造方法。
【請求項7】
金属原料物に対して鍛造および熱処理を行うことで製造されて、切削加工の対象となる加工対象部位を有する時計部品用素材を製造した後、前記加工対象部位から切削により削り出され、研磨されることで製造される時計用部品であって、
時計用部品の結晶粒サイズは均一化され、かつ、結晶方位は等方化されている
ことを特徴とする時計用部品。
【請求項8】
請求項7に記載の時計用部品において、
前記時計用部品の前記結晶粒サイズは、10μm以上、500μm以下であり、
前記時計用部品の前記結晶粒サイズの標準偏差は、50μm以下である
ことを特徴とする時計用部品。
【請求項9】
請求項7に記載の時計用部品において、
前記時計用部品は、X線回折法による回折線の相対強度が、理論値に対して±30%以下である
ことを特徴とする時計用部品。
【請求項10】
請求項7に記載の時計用部品において、
前記時計用部品の材質は、ステンレス、チタン、プラチナ合金、金合金のいずれかである
ことを特徴とする時計用部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、時計用部品の製造方法、時計部品用素材の製造方法、時計用部品および時計部品用素材に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、時計用ケース等の時計用部品を製造する方法として、Feを主成分とするインゴットを鍛造により略円柱状の金属組成物とし、溶体化処理を施した後、切削、研削、研磨等の機械加工(荒加工)を施すことにより、腕時計用ケースに対応する形状に加工し、その後、時効処理を施した後、バフ研磨、梨地加工、スジ目加工を施し、鏡面部と、梨地部と、スジ目部とを、所定のパターンに形成する仕上げ加工を行うことにより、腕時計用ケースを製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-70331号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の製造方法では、時計用部品の鏡面仕上げ品質を向上することに限界があった。例えば、特許文献1のように、円柱状の金属組成物から切削加工等によって時計用部品を製造する場合、圧延、鍛造、引き抜き加工などでインゴットを円柱状の金属組成物に加工する際に、結晶粒形状に方向性が生じ、結晶方位に異方性を有する。このため、円柱状の金属組成物から切削加工などによって製造された時計用部品においても結晶方位に異方性が生じる。また、金属組成物を鍛造によってケース形状に塑性加工する方法もあるが、この場合、部分的に加工率が変わり、結晶粒サイズが不均一となり、結晶方位にも異方性が生じる。
鏡面仕上げを行うための研磨加工は、金属組織の影響を受けるため、結晶粒サイズが不均一である状態や、結晶方位に異方性が生じた状態で研磨を行っても、時計用部品の表面を均一に研磨できず、鏡面仕上げの品質に限界が生じる。このため、時計用部品の鏡面仕上げ品質を更に向上させて、高級感がより高い時計を提供したいという要望に対応できなかった。
【課題を解決するための手段】
【0005】
本開示の時計用部品の製造方法は、金属原料物を用意する工程と、前記金属原料物に対して鍛造および熱処理を行い、切削加工の対象となる加工対象部位を有する時計部品用素材を製造する工程と、前記時計部品用素材の前記加工対象部位から切削により時計用部品を削り出し、研磨する工程と、を有し、前記鍛造は、前記時計部品用素材における前記加工対象部位の歪みの大きさが所定範囲内となるように設計された金型を用いて前記金属原料物を成形し、前記熱処理は、前記鍛造により成形された前記時計部品用素材における前記加工対象部位の歪みの大きさに合わせて設定された熱処理条件で実行することで、前記加工対象部位の結晶粒サイズを均一化し、かつ、結晶方位を等方化することを特徴とする。
【0006】
本開示の時計部品用素材の製造方法は、時計用部品を切削加工する対象物である時計部品用素材の製造方法であって、金属原料物を用意する工程と、前記金属原料物に対して鍛造および熱処理を行い、切削加工の対象となる加工対象部位を有する時計部品用素材を製造する工程と、を有し、前記鍛造は、前記時計部品用素材における前記加工対象部位の歪みの大きさが所定範囲内となるように設計された金型を用いて前記金属原料物を成形し、前記熱処理は、前記鍛造により成形された前記時計部品用素材における前記加工対象部位の歪みの大きさに合わせて設定された熱処理条件で実行することで、前記加工対象部位の結晶粒サイズを均一化し、かつ、結晶方位を等方化することを特徴とする。
【0007】
本開示の時計用部品は、金属原料物に対して鍛造および熱処理を行うことで製造されて、切削加工の対象となる加工対象部位を有する時計部品用素材を製造した後、前記加工対象部位から切削により削り出され、研磨されることで製造される時計用部品であって、時計用部品の結晶粒サイズは均一化され、かつ、結晶方位は等方化されていることを特徴とする。
【0008】
本開示の時計部品用素材は、時計用部品を切削加工する対象物である時計部品用素材であって、金属原料物に対して鍛造および熱処理を行うことで製造されて、切削加工の対象となる加工対象部位を有し、前記加工対象部位の結晶粒サイズは均一化され、かつ、結晶方位は等方化されていることを特徴とする。
【図面の簡単な説明】
【0009】
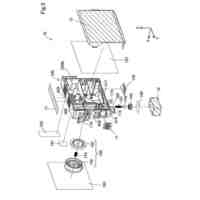
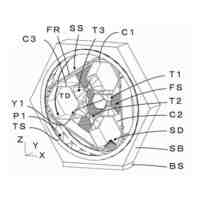
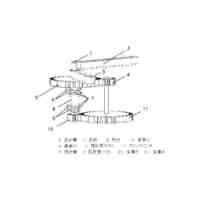
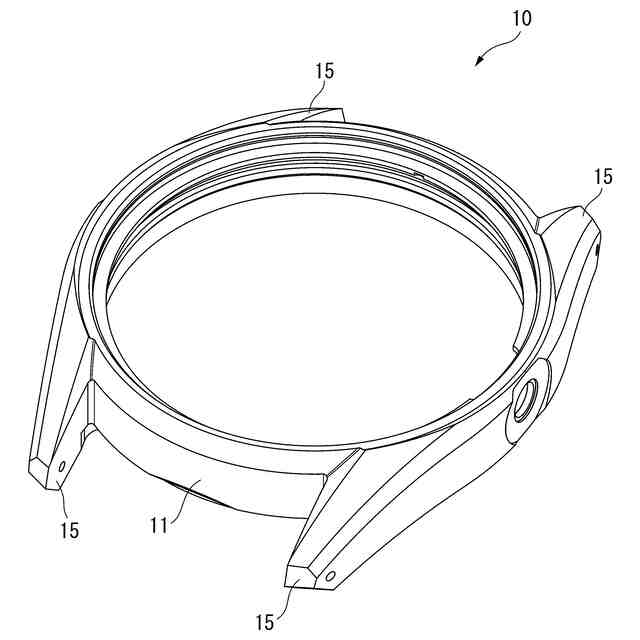
実施形態の時計用部品を示す斜視図である。
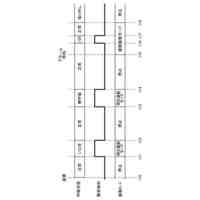
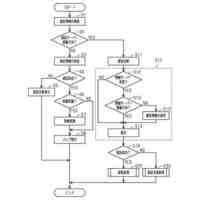
実施形態の時計用部品の製造工程を示すフローチャートである。
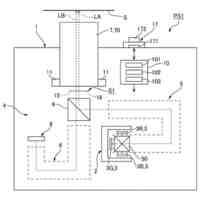
実施形態の時計用部品の製造工程を説明する概略図である。
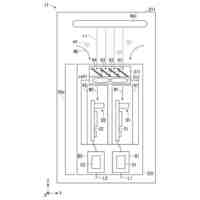
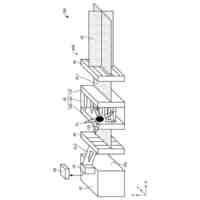
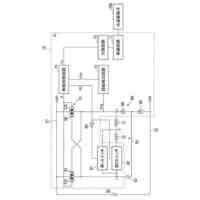
実施形態の鍛造工程を説明する図である。
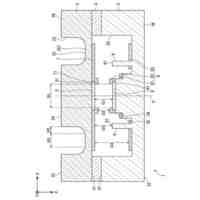
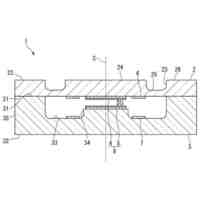
実施形態の切削工程を説明する図である。
実施形態の切削工程を説明する図である。
実施形態の切削工程を説明する図である。
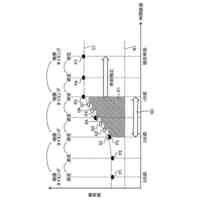
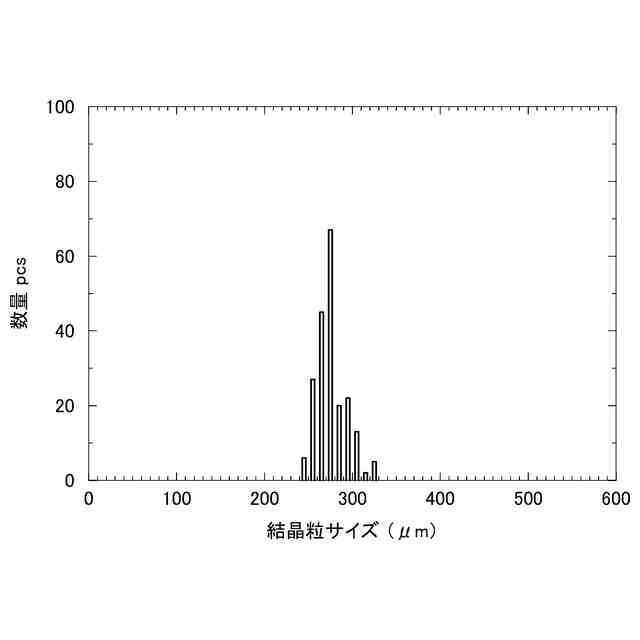
実施例における結晶粒サイズ毎の数量を示すグラフである。
比較例における結晶粒サイズ毎の数量を示すグラフである。
実施例における回折角度と回折X線強度との関係を示すグラフである。
比較例における回折角度と回折X線強度との関係を示すグラフである。
実施例および比較例の評価結果を示す図である。
【発明を実施するための形態】
【0010】
図1は、時計用部品の一例である時計用ケース10を示す斜視図である。時計用ケース10は、胴11と、カン15とを備える。胴11は、金属で形成された円筒状の部材であり、内部に図示略の文字板やムーブメント等が配置される。カン15は、バンドが取り付けられる部分であり、胴11の6時方向および12時方向にそれぞれ設けられている。それぞれのカン15は、胴11の側面から突出して一対設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セイコーエプソン株式会社
菌糸複合材料
1日前
セイコーエプソン株式会社
液体収容容器
1日前
セイコーエプソン株式会社
液体吐出装置
1日前
セイコーエプソン株式会社
液体吐出装置
1日前
セイコーエプソン株式会社
波長可変干渉フィルター
1日前
セイコーエプソン株式会社
画像読取装置、診断方法
1日前
セイコーエプソン株式会社
波長可変干渉フィルター
1日前
セイコーエプソン株式会社
波長可変干渉フィルター
1日前
セイコーエプソン株式会社
プロジェクター及び電子機器
1日前
セイコーエプソン株式会社
時計および風防部材の製造方法
1日前
セイコーエプソン株式会社
プロジェクターのモード切替方法
1日前
セイコーエプソン株式会社
表示装置および表示装置の制御方法
1日前
セイコーエプソン株式会社
液体噴射装置及び液体噴射装置の駆動方法
1日前
セイコーエプソン株式会社
インクジェットインク組成物及び記録方法
1日前
セイコーエプソン株式会社
インクジェットインク組成物及び記録方法
1日前
セイコーエプソン株式会社
液体噴射装置及び液体噴射装置の駆動方法
1日前
セイコーエプソン株式会社
プロジェクターおよびプロジェクターシステム
1日前
セイコーエプソン株式会社
テープ印刷装置およびテープ印刷装置の制御方法
1日前
セイコーエプソン株式会社
非水系インクジェットインク組成物、及びインクジェット記録方法
1日前
セイコーエプソン株式会社
画像読取装置、画像読取システム、画像読取装置の制御方法、及び認証サーバー
1日前
個人
砂時計
20日前
個人
休憩報知タイマー
3か月前
個人
目覚し時計
2か月前
個人
時刻同期システム
22日前
セイコーエプソン株式会社
時計
3か月前
個人
自照式の針により認視性を高めたアナログ式時計
3か月前
セイコーエプソン株式会社
電子時計
2か月前
セイコーエプソン株式会社
機械式時計
4か月前
ローム株式会社
時間測定回路
1日前
株式会社oneA
目覚まし装置
4か月前
株式会社村田製作所
光学的パターン表示物品
6日前
セイコーエプソン株式会社
電子制御式機械時計
3か月前
シチズン時計株式会社
電子時計
1か月前
セイコーエプソン株式会社
電子制御式機械時計
8日前
シチズン時計株式会社
機械式時計
1か月前
セイコーエプソン株式会社
ムーブメント及び時計
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ