TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025143643
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024042973
出願日
2024-03-19
発明の名称
重ね溶接継手および重ね溶接継手の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/21 20140101AFI20250925BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部の割れを抑制できる重ね溶接継手と重ね溶接継手の製造方法を提供する。
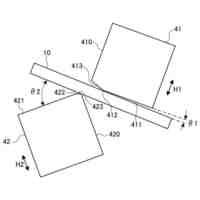
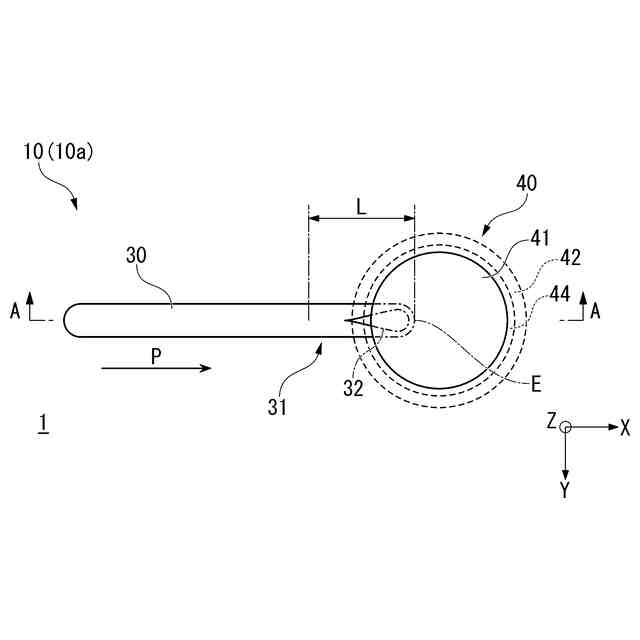
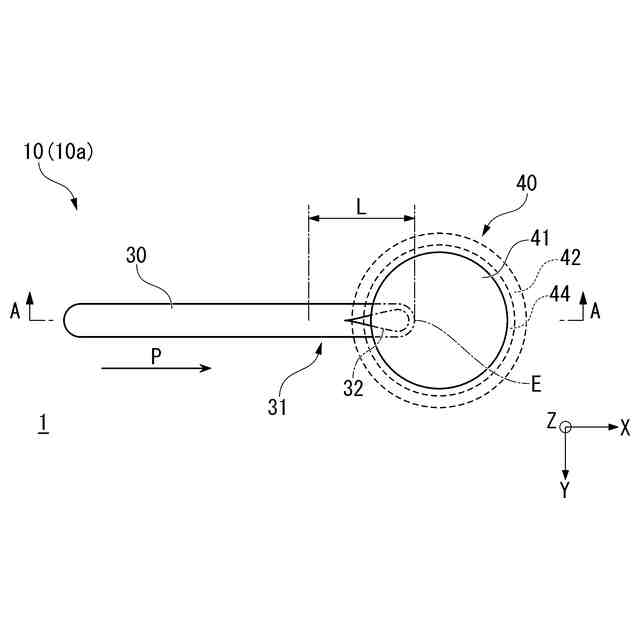
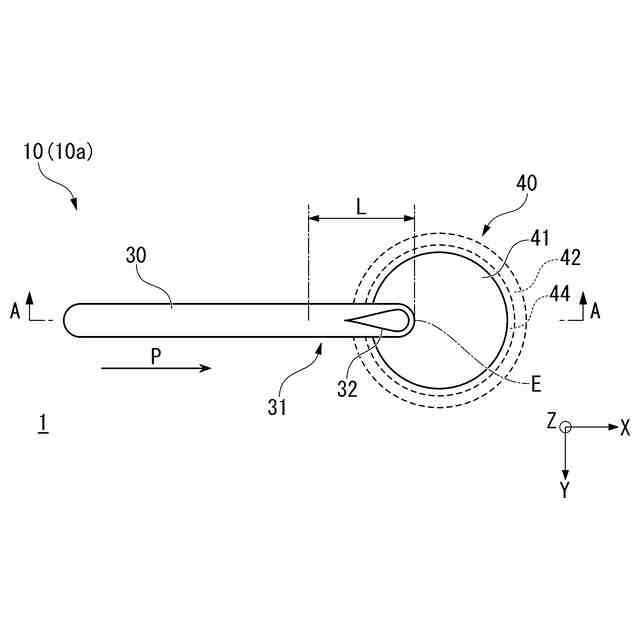
【解決手段】複数の金属板10および金属板20と、これらを接合するレーザ溶接部30と、抵抗スポット溶接部40と、を有する重ね溶接継手1であって、条件(1)および条件(2)の少なくともいずれかを満たすことを特徴とする重ね溶接継手1。
条件(1):前記レーザ溶接部30の終端部31の一部又は全部に、前記抵抗スポット溶接部40の打痕41が重なっている。
条件(2):前記レーザ溶接部30の終端部31の近傍に、前記抵抗スポット溶接部40が存在し、前記レーザ溶接部30の前記終端部31の一部又は全部に、ビッカース硬さが前記レーザ溶接部30の最大ビッカース硬さの90%以下であるHAZ軟化部42が存在し、かつ前記HAZ軟化部42において、前記抵抗スポット溶接部40の中心に向かって前記ビッカース硬さが低下する。
【選択図】図1
特許請求の範囲
【請求項1】
複数の金属板と、前記複数の金属板を接合するレーザ溶接部と、抵抗スポット溶接部と、を有する重ね溶接継手であって、
以下の条件(1)および条件(2)の少なくともいずれかを満たす、
ことを特徴とする重ね溶接継手。
条件(1):前記レーザ溶接部の終端部の一部又は全部に、前記抵抗スポット溶接部の打痕が重なっている。
条件(2):前記レーザ溶接部の終端部の近傍に、前記抵抗スポット溶接部が存在し、前記レーザ溶接部の前記終端部の一部又は全部に、ビッカース硬さが前記レーザ溶接部の最大ビッカース硬さの90%以下であるHAZ軟化部が存在し、かつ前記HAZ軟化部において、前記抵抗スポット溶接部の中心に向かって前記ビッカース硬さが低下する。
続きを表示(約 1,200 文字)
【請求項2】
前記レーザ溶接部の長さが、5~300mmである、
ことを特徴とする請求項1に記載の重ね溶接継手。
【請求項3】
前記レーザ溶接部が、前記重ね溶接継手の片方の表面のみに形成されている、
ことを特徴とする請求項1又は2に記載の重ね溶接継手。
【請求項4】
前記複数の金属板が、複数の鋼板である、
ことを特徴とする請求項1又は2に記載の重ね溶接継手。
【請求項5】
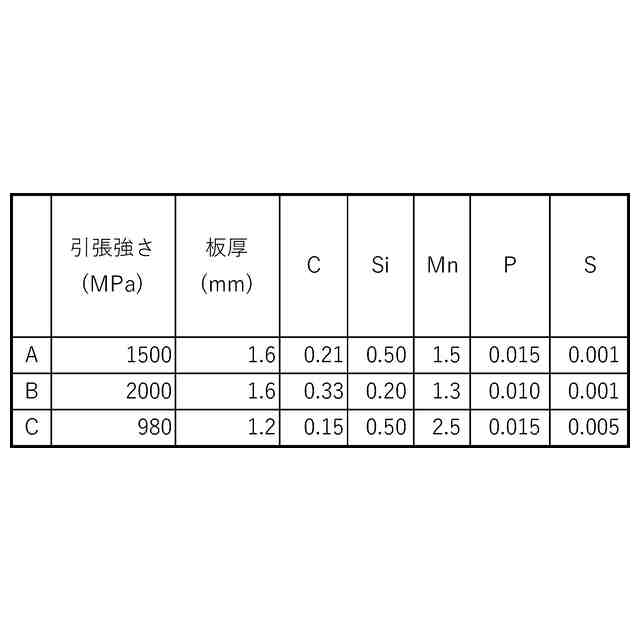
前記複数の鋼板のうち、少なくとも1枚以上の鋼板の化学組成が、
C:0.10~0.60質量%、
Si:0.01~3.50質量%、
Mn:0.1~5.5質量%、及び、
P及びSの合計:0.030質量%以下、を含む、
ことを特徴とする請求項4に記載の重ね溶接継手。
【請求項6】
複数の金属板と、前記複数の金属板を接合するレーザ溶接部と、抵抗スポット溶接部と、を有する重ね溶接継手の製造方法であって、
前記複数の金属板を重ね合わせる、重ね合わせ工程と、
重ね合わせた前記複数の金属板をレーザ溶接により溶接する、レーザ溶接工程と、
前記レーザ溶接により形成された前記レーザ溶接部の終端部の近傍に抵抗スポット溶接をする、抵抗スポット溶接工程と、を有し、
前記抵抗スポット溶接工程は、前記レーザ溶接工程の終了後10分以内に行い、
前記抵抗スポット溶接工程は、以下の条件(3)および条件(4)の少なくともいずれかを満たす、
ことを特徴とする重ね溶接継手の製造方法。
条件(3):前記レーザ溶接部の終端部の一部又は全部に、前記抵抗スポット溶接部の打痕が重なるよう、前記抵抗スポット溶接をする。
条件(4):前記レーザ溶接部の終端部の一部又は全部が、前記抵抗スポット溶接により、焼戻されるよう、前記抵抗スポット溶接をする。
【請求項7】
前記レーザ溶接部の長さが、5~300mmである、
ことを特徴とする請求項6に記載の重ね溶接継手の製造方法。
【請求項8】
前記レーザ溶接部が、前記重ね溶接継手の片方の表面のみに形成されている、
ことを特徴とする請求項6又は7に記載の重ね溶接継手の製造方法。
【請求項9】
前記複数の金属板が、複数の鋼板である、
ことを特徴とする請求項6又は7に記載の重ね溶接継手の製造方法。
【請求項10】
前記複数の鋼板のうち、少なくとも1枚以上の鋼板の化学組成が、
C:0.10~0.60質量%、
Si:0.01~3.50質量%、
Mn:0.1~5.5質量%、及び、
P及びSの合計:0.030質量%以下、を含む、
ことを特徴とする請求項9に記載の重ね溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、重ね溶接継手および重ね溶接継手の製造方法に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
自動車部材の製造において、車体の軽量化や、衝突時の安全性の向上を目的として、高強度鋼板の適用が進められている。一方、鋼板等の金属板同士を接合するための手段として、レーザ溶接が用いられることがある。溶接によって接合された溶接継手には、継手としての継手強度が求められる。そのため、継手強度を高めるために、溶接手段を組み合わせるなど種々の工夫がなされている。例えば、特許文献1においては、レーザ溶接とスポット溶接を組み合わせることで、継手強度を高めようとしている。
【先行技術文献】
【特許文献】
【0003】
特開2015-033706号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、例えば、炭素量が0.1質量%以上の鋼板は、概ね980MPa以上の引張強度を有する高強度鋼板である。上述のような継手強度の向上が図られているものの、このような高強度鋼板が含まれた板組をレーザ溶接によって溶接する場合、溶接部に割れが発生する場合がある。
【0005】
また、高強度鋼板を重ねて、直線ステッチ状にレーザ溶接を施して部品(例えば、バンパリンフォース、ドアビーム、フロアメンバ、サイドシルリンフォース、バッテリフレーム、Aピラーリンフォース、Bピラーリンフォース、シート骨格等)を組み立てる場合、このような部品には、直線ステッチ状の各溶接部の終端部にあるクレータの最凹部に引張応力が集中して割れが発生し易いという問題がある。
【0006】
本発明は、上記に鑑みてなされたものであり、溶接部の割れを抑制した重ね溶接継手と重ね溶接継手の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
(1)本発明の一態様に係る重ね溶接継手は、
複数の金属板と、前記複数の金属板を接合するレーザ溶接部と、抵抗スポット溶接部と、を有する重ね溶接継手であって、
以下の条件(1)および条件(2)の少なくともいずれかを満たす、
ことを特徴とする重ね溶接継手。
条件(1):前記レーザ溶接部の終端部の一部又は全部に、前記抵抗スポット溶接部の打痕が重なっている。
条件(2):前記レーザ溶接部の終端部の近傍に、前記抵抗スポット溶接部が存在し、前記レーザ溶接部の前記終端部の一部又は全部に、ビッカース硬さが前記レーザ溶接部の最大ビッカース硬さの90%以下であるHAZ軟化部が存在し、かつ前記HAZ軟化部において、前記抵抗スポット溶接部の中心に向かって前記ビッカース硬さが低下する。
(2)上記(1)に記載の重ね溶接継手では、
前記レーザ溶接部の長さが、5~300mmであってもよい。
(3)上記(1)又は(2)に記載の重ね溶接継手では、
前記レーザ溶接部が、前記重ね溶接継手の片方の表面のみに形成されていてもよい。
(4)上記(1)から(3)のいずれか1項に記載の重ね溶接継手では、
前記複数の金属板が、複数の鋼板であってもよい。
(5)上記(1)から(4)のいずれか1項に記載の重ね溶接継手では、
前記複数の鋼板のうち、少なくとも1枚以上の鋼板の化学組成が、
C:0.10~0.60質量%、
Si:0.01~3.50質量%、
Mn:0.1~5.5質量%、及び、
P及びSの合計:0.030質量%以下、を含んでいてもよい。
(6)本発明の一態様に係る重ね溶接継手の製造方法は、
複数の金属板と、前記複数の金属板を接合するレーザ溶接部と、抵抗スポット溶接部と、を有する重ね溶接継手の製造方法であって、
前記複数の金属板を重ね合わせる、重ね合わせ工程と、
重ね合わせた前記複数の金属板をレーザ溶接により溶接する、レーザ溶接工程と、
前記レーザ溶接により形成された前記レーザ溶接部の終端部の近傍に抵抗スポット溶接をする、抵抗スポット溶接工程と、を有し、
前記抵抗スポット溶接工程は、前記レーザ溶接工程の終了後10分以内に行い、
前記抵抗スポット溶接工程は、以下の条件(3)および条件(4)の少なくともいずれかを満たす、
ことを特徴とする重ね溶接継手の製造方法。
条件(3):前記レーザ溶接部の終端部の一部又は全部に、前記抵抗スポット溶接部の打痕が重なるよう、前記抵抗スポット溶接をする。
条件(4):前記レーザ溶接部の終端部の一部又は全部が、前記抵抗スポット溶接により、焼戻されるよう、前記抵抗スポット溶接をする。
(7)上記(6)に記載の重ね溶接継手の製造方法では、
前記レーザ溶接部の長さが、5~300mmであってもよい。
(8)上記(6)又は(7)に記載の重ね溶接継手の製造方法では、
前記レーザ溶接部が、前記重ね溶接継手の片方の表面のみに形成されていてもよい。
(9)上記(6)から(8)のいずれか1項に記載の重ね溶接継手の製造方法では、
前記複数の金属板が、複数の鋼板であってもよい。
(10)上記(6)から(9)のいずれか1項に記載の重ね溶接継手の製造方法では、
前記複数の鋼板のうち、少なくとも1枚以上の鋼板の化学組成が、
C:0.10~0.60質量%、
Si:0.01~3.50質量%、
Mn:0.1~5.5質量%、及び、
P及びSの合計:0.030質量%以下、を含んでいてもよい。
【発明の効果】
【0008】
本発明に係る重ね溶接継手と重ね溶接継手の製造方法によれば、溶接部の割れを抑制できる。
【図面の簡単な説明】
【0009】
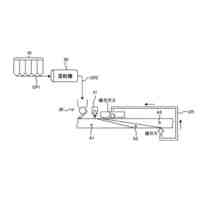
本発明の一実施形態に係る重ね溶接継手を説明するための図であって、概略的な平面図である。
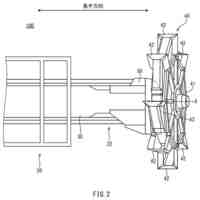
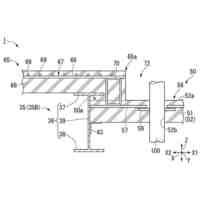
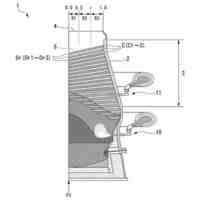
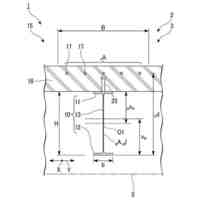
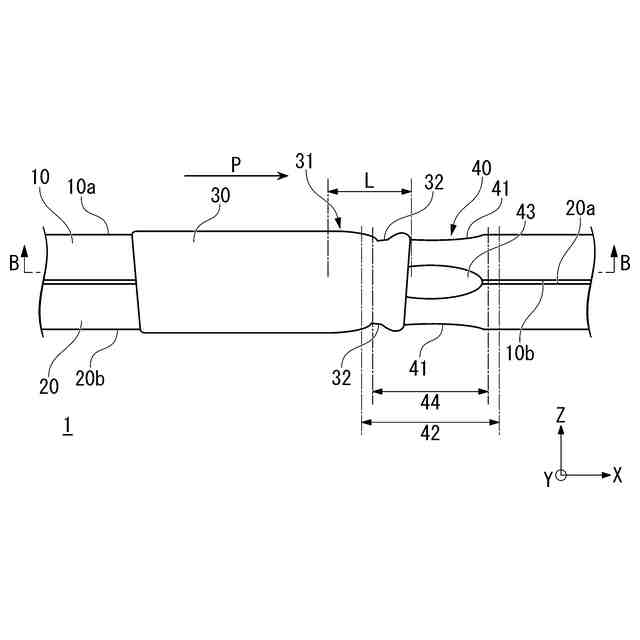
本発明の一実施形態に係る重ね溶接継手を説明するための図であって、図1のA-A断面線における、概略的な断面図である。
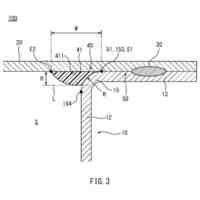
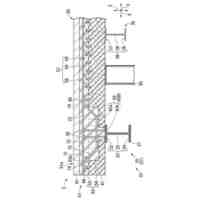
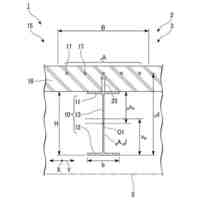
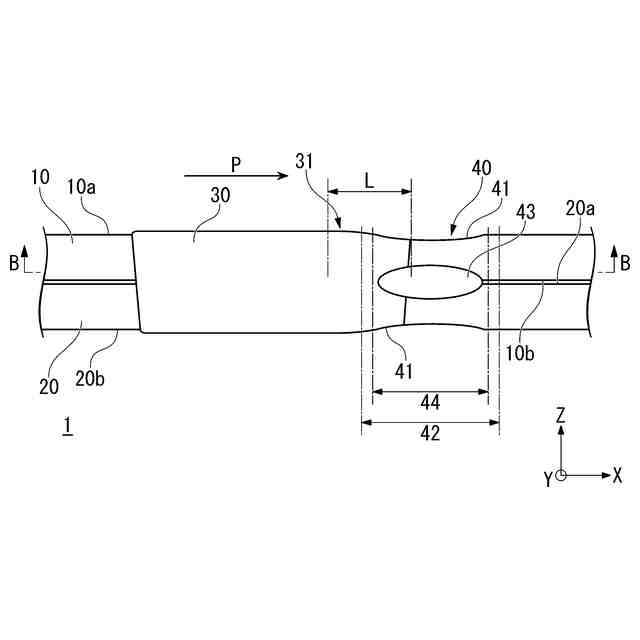
本発明の一実施形態に係る重ね溶接継手を説明するための図であって、図2のB-B断面線における、概略的な断面図である。
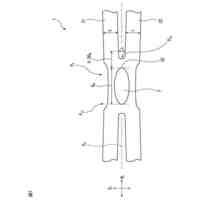
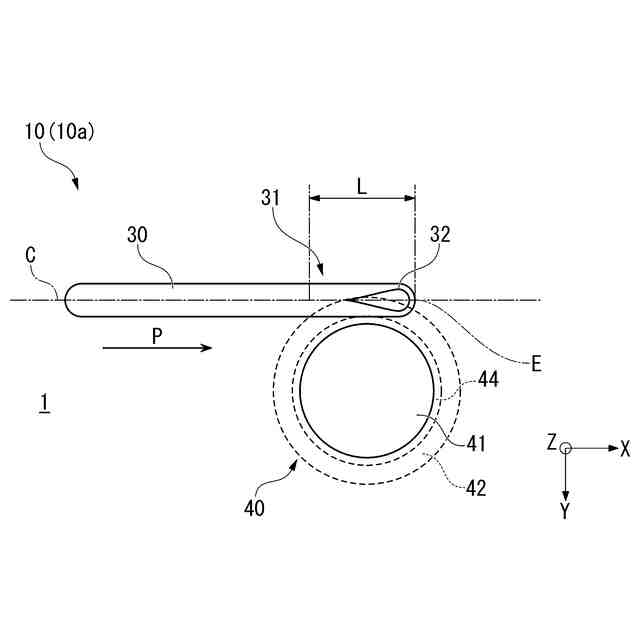
レーザ溶接部の終端部の一部又は全部に、抵抗スポット溶接部の打痕が重なっていない重ね溶接継手を説明するための図であって、概略的な平面図である。
レーザ溶接部の終端部の一部又は全部に、抵抗スポット溶接部の打痕が重なっていない重ね溶接継手を説明するための図であって、図4のA-A断面線における概略的な断面図である。
レーザ溶接部の終端部の一部又は全部に、抵抗スポット溶接部の打痕が重なっていない重ね溶接継手の他の例を説明するための図であって、概略的な平面図である。
本発明の一実施形態に係る重ね溶接継手を説明するための図であって、概略的な平面図である。
本発明の一実施形態に係る重ね溶接継手の製造方法を説明するための図であって、金属板を重ね合わせた状態を示す、概略的な断面図である。
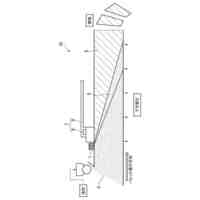
本発明の一実施形態に係る重ね溶接継手の製造方法を説明するための図であって、レーザ溶接を施した状態を示す、概略的な断面図である。
本発明の一実施形態に係る重ね溶接継手の製造方法を説明するための図であって、レーザ溶接を施した状態を示す、概略的な平面図である。
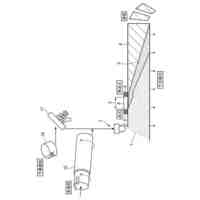
本発明の一実施形態に係る重ね溶接継手の製造方法を説明するための図であって、レーザ溶接を施した後に、抵抗スポット溶接を施した状態を示す、概略的な断面図である。
本発明の一実施形態に係る重ね溶接継手の製造方法を説明するための図であって、レーザ溶接を施した後に、抵抗スポット溶接を施した状態を示す、概略的な平面図である。
本発明の一実施形態に係る重ね溶接継手の変形例を説明するための図であって、概略的な平面図である。
本発明の一実施形態に係る重ね溶接継手を説明するための図であって、レーザ溶接部が金属板の板厚方向において部分的に形成された例を示す、概略的な断面図である。
【発明を実施するための形態】
【0010】
本発明者らが、上述したような溶接部に生じる割れの原因を調査したところ、溶接部の終端部にある凹みに溶接残留応力(引張応力)が集中して、水素脆化割れが発生したものと推察された。一般的に、レーザ溶接では、溶接方向と反対側に溶鋼が押し流されるため、溶接が終了する終端部では、溶鋼が不足して凹み(クレータ)が発生する。この凹みは、一般的な鋼板をレーザ溶接する際に発生するものであるが、炭素量が低い鋼板では、溶接部は硬くなく、水素脆化割れ感受性が低いことから、水素脆化割れが生じるのは稀である傾向がある。しかし、鋼板の炭素量が0.1質量%以上の高強度鋼板(引張強度が概ね980MPa以上)では、特に水素脆化割れが顕在化すると考えられた。
以上の検討から、本発明者らは、レーザ溶接部のクレータにおいて最も凹んでいる最凹部に処理を施すことによって、水素脆化割れを抑制できると考えた。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
9日前
日本製鉄株式会社
剪断機
9日前
日本製鉄株式会社
床構造
9日前
日本製鉄株式会社
床構造
9日前
日本製鉄株式会社
鋼部品
今日
日本製鉄株式会社
鋼部品
今日
日本製鉄株式会社
構造部材
19日前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
耐火構造物
21日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
耐火構造物
21日前
日本製鉄株式会社
耐火構造物
21日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
転炉精錬方法
19日前
日本製鉄株式会社
学習システム
1日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
高炉の操業方法
27日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
溶鉄の製造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
27日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
合成梁及び床構造
19日前
日本製鉄株式会社
合成梁及び床構造
19日前
日本製鉄株式会社
スポット溶接継手
27日前
日本製鉄株式会社
金属材の製造方法
今日
日本製鉄株式会社
鉄道車両用の台車
1日前
日本製鉄株式会社
鋼の連続鋳造方法
5日前
日本製鉄株式会社
金属材の製造方法
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ