TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141875
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2025037120
出願日
2025-03-10
発明の名称
迅速な移動のタッピング方法
出願人
ファナック株式会社
代理人
個人
,
個人
,
個人
主分類
G05B
19/416 20060101AFI20250919BHJP(制御;調整)
要約
【課題】エアカットステップが先行する穴タッピングステップに関する時間最適移動計画を決定する工作機械移動制御についての方法を実現する。
【解決手段】
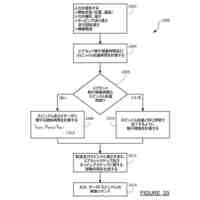
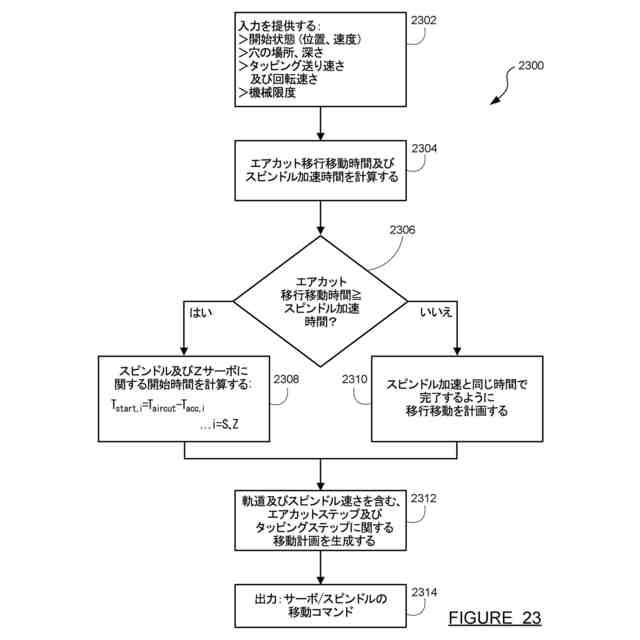
エアカットステップに関する移動計画は、タッピングツールが、適切な軸線方向のタッピング送り速さ及び適切なタッピング回転速度で、タッピングされる穴の最上部に達するように計算される。まず、エアカットステップについての期間は、最大作動力条件下で、側方及び軸線方向の移行移動について、並びにスピンドル加速度について計算される。次いで、最長の期間がエアカットステップを計画するために使用され、ここで、時間の制限がある軸線移動は、最大機械作動力で行われ、他の軸線は、最長期間の軸線と同時に完了するように計画された当該他の軸線の移動を有する。手法は、タッピングステップの前にまたは2つのタッピングステップ間でエアカットステップに対して適用可能である。
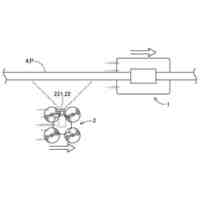
【選択図】図23
特許請求の範囲
【請求項1】
タッピング動作の移動計画についての方法であって、前記方法は、プロセッサ及びメモリを含むコントローラによって行われ、
時間最適エアカットステップの直後にタッピングステップを含む工作機械に関する移動計画を計算することを含み、タッピングツールの軸線方向の速さがタッピング送り速さに等しくスピンドル速度がタッピング回転速度に等しい状態で、前記エアカットステップは終了し、
前記方法は、前記タッピングツールの開始状態、タッピングされる穴の場所、スピンドル既定加速度、及び工作機械の機械的限度を含む入力データから、前記エアカットステップに関する、移行移動時間、軸線方向のサーボ移動時間、及びスピンドル加速時間を計算することを含み、
エアカットステップ時間は、前記移行移動時間、前記軸線方向のサーボ移動時間、及び前記スピンドル加速時間から決定される、方法。
続きを表示(約 1,100 文字)
【請求項2】
前記エアカットステップ時間は、前記移行移動時間、前記軸線方向のサーボ移動時間、及び前記スピンドル加速時間のうちの最大のものに設定される、請求項1に記載の方法。
【請求項3】
前記移行移動時間または前記軸線方向のサーボ移動時間が最大であるとき、スピンドル開始時間は遅らされ、前記スピンドル加速時間または前記軸線方向のサーボ移動時間が最大であるとき、移行移動プロファイルは、最も迅速にできる移動から速度を落とされる、請求項2に記載の方法。
【請求項4】
前記スピンドル開始時間が遅らされるとき、最大スピンドル遅延時間は、前記エアカットステップ時間と前記スピンドル加速時間との間の差として計算される、請求項3に記載の方法。
【請求項5】
前記移行移動プロファイルが速度を落とされるとき、前記移行移動プロファイルは、前記エアカットステップ時間で完了するように計算される、請求項3に記載の方法。
【請求項6】
前記移行移動時間は、前記工作機械が、前記工作機械の機械的限度に基づいた最も迅速にできる移動を使用して、タッピングされる前記穴の前記場所に開始場所から側方に前記タッピングツールを移動させるのに必要な時間であり、前記軸線方向のサーボ移動時間は、前記工作機械が、前記工作機械の機械的限度に基づいた最も迅速にできる移動を使用して、前記開始状態から軸線方向に前記タッピングツールを移動させて、前記タッピング送り速さで、タッピングされる前記穴の前記場所に達するのに必要な時間である、請求項1に記載の方法。
【請求項7】
前記工作機械の機械的限度は、サーボモータによって駆動される工作機械の並進軸線に沿った最大の速度、加速度、及びジャークを含む、請求項6に記載の方法。
【請求項8】
前記スピンドル加速時間は、スピンドルが、前記スピンドル既定加速度を使用してスピンドル開始速度から前記タッピング回転速度まで加速するに必要な時間である、請求項1に記載の方法。
【請求項9】
前記タッピングツールの前記開始状態は、前にタッピングされた穴の抽出ステップの終了から決定され、前記スピンドル加速時間は、抽出回転速度から停止まで減速する第1のタイムスパンと、停止から前記タッピング回転速度まで加速する第2のタイムスパンと、を含む、請求項8に記載の方法。
【請求項10】
前記タッピングツールの前記開始状態で開始して軸線方向に前記タッピング送り速さで終了する軸線方向の移動プロファイルは、前記エアカットステップ時間で完了するように計算される、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、2023年10月20日に出願された工作機械の迅速な移動計画と題する、米国実用特許出願第18/491,107号の一部継続出願である。
続きを表示(約 1,900 文字)
【0002】
本開示は、概して、工作機械移動制御の分野に関し、より具体的には、タッピングツールの空間移動に対してスピンドル速さプロファイルを調整することによって、穴タッピング動作に関する時間最適移動計画を決定する工作機械移動計画についての方法に関し、ここで、エアカットステップは、ツールが、タッピングのために適切な軸線方向の速度及び適切なスピンドル回転速さで、タッピングされる穴の最上部に達するように計算される。
【背景技術】
【0003】
関連技術の説明
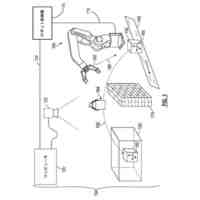
コンピュータ制御デバイスを使用して、部品に対して穴開け及びミーリングなどの機械加工動作を行うことは、当該技術において既知である。一部の用途では、固定された空間の向きをツールが維持しつつ3次元での経路に沿ってツールを移動させるコンピュータ数値制御(CNC)機械が使用される。他の用途では、多軸産業用ロボットには、機械加工ヘッドが備わっており、ロボットは、ツールの向きを任意の所望の値に制御することも行いつつ、空間の経路に沿ってツールを移動させ得る。
【0004】
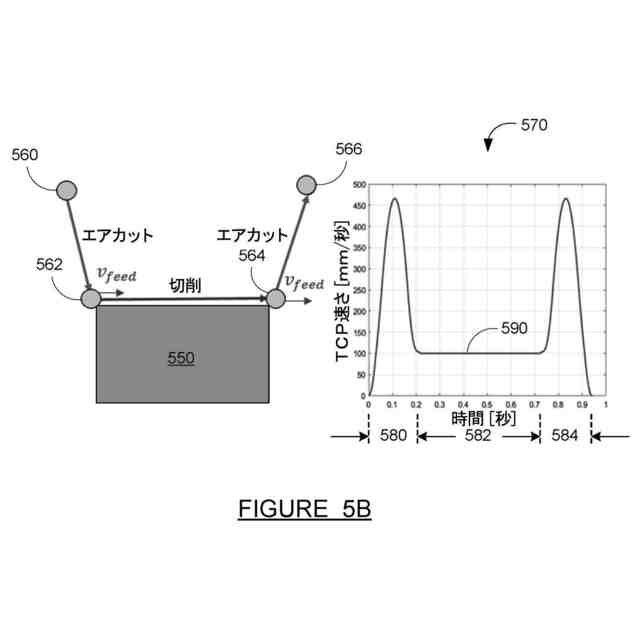
どのタイプの工作機械またはロボットが機械加工動作を行うために使用されるかに関わらず、ツール経路軌道及び対応する速度プロファイルが計算される必要がある。ツール経路軌道は、(穴開けまたはミーリングなどの、ツールがワークピースから材料を切削している場合の)機械加工ステップ及び(機械加工ステップの前または後に、次の機械加工ステップの開始におけるポイントまで、エアを通じてツールを移動させる)「エアカット」移動ステップの両方を含む。
【0005】
もちろん、計算されたツール経路軌道は、ワークピースに対して所望の機械加工ステップを正確に行う(すなわち、正確な場所に穴を有する所望の形状の完成ワークピースなどを提供する)必要があり、機械の機械的限度、及び穴開けまたはミーリング時の指定送り速さなどの制約を守る必要もある。
【0006】
加えて、機械生産性を最大化するために、機械加工動作全体について考えられる最速のサイクルタイムを提供するツール経路軌道及び速度プロファイルを計算することが望ましい。そして、ツール経路軌道が非衝突であること、すなわち、ツール及び機械が、ワークピース自体、または作業空間内の固定物若しくは任意の他の障害物との衝突を回避することを保証することが不可欠である。
【0007】
指定の開始及び目標の場所を想定して、サイクルタイムを最適化する軌道及び対応する速度プロファイルを計算し得る手法は、当該技術において既知である。しかしながら、当該手法は、(エアカットセグメント、その後、切削セグメント、次いで、別のエアカットセグメントなどの)マルチセグメント軌道について合計サイクルタイムを最適化することができない。更に、一部の軌道計算手法は、軌道計算において衝突回避決定に対応することができない。
【0008】
軌道計算において衝突回避決定に対応し得る他の手法が存在するが、当該既存の手法は、サイクルタイムを最適化しない。例えば、ある既知の方法は、リアルタイムで衝突を監視し、差し迫っている衝突が検出される場合に、衝突を防止するために機械を停止させる。別の既知の方法は、事前に複数のツール経路軌道の計算を必要とし、特定の動作について、障害物環境に基づいて既定の軌道のうちの1つを選択する。更に別の方法は、イメージングシステムを使用して、潜在的な衝突をリアルタイムで検出し、それに従って軌道を調整するが、それを行いつつ動作のサイクルタイムを最適化することができない。
【0009】
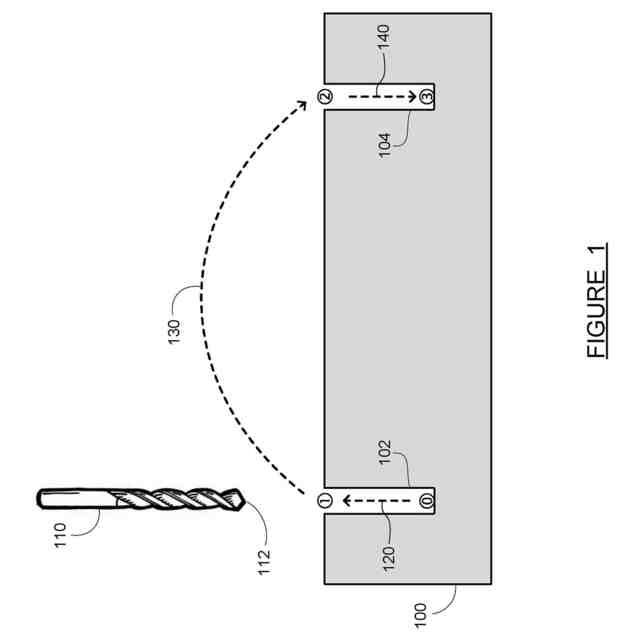
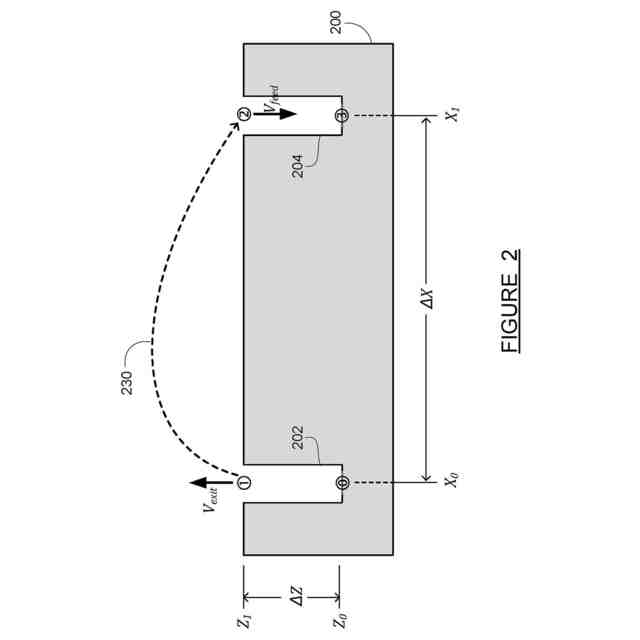
更に、穴タッピングについての現在の工作機械制御方法では、工作機械は、穴の最上部に近いステージングの場所のウェイポイントにタッピングツールを移動させ、次いで、機械がタッピングツールを軸線方向に送ってタッピング動作を行う間、スピンドルをタッピングのために適切な回転速度に至らせ始める。ステージングの場所のウェイポイントを含むことは、タッピング動作のサイクルタイムを増加させ、これは、工作機械の効率に好ましくない。
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述の状況に鑑みて、各穴タッピングステップ間でエアカットステップを有するマルチステップ動作を含む穴タッピング動作において、サイクルタイムを最小化し得る改善された工作機械移動計画方法が必要である。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ファナック株式会社
迅速な移動のタッピング方法
今日
ファナック株式会社
単一のロボットのワイヤハーネスの張力トラッキング
今日
ファナック株式会社
オンラインロボット動作計画のフレームワーク
10日前
個人
生産早送り装置
1か月前
株式会社豊田自動織機
産業車両
1か月前
株式会社FUJI
工作機械
3か月前
株式会社カネカ
製造システム
24日前
株式会社ダイヘン
移動体
3か月前
オムロン株式会社
スレーブ装置
今日
株式会社FUJI
加工機械ライン
2か月前
愛知製鋼株式会社
車両用システム
1か月前
ローム株式会社
基準電圧源
21日前
個人
作業車両自動化システム
1か月前
愛知製鋼株式会社
目標軌跡の設定方法
2か月前
トヨタ自動車株式会社
生産管理システム
1か月前
トヨタ自動車株式会社
移動制御システム
1か月前
株式会社ダイフク
搬送設備
28日前
株式会社ダイフク
搬送設備
3か月前
株式会社ダイフク
搬送設備
10日前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
減圧弁
1か月前
株式会社オプトン
制御プログラム生成装置
3か月前
株式会社鷺宮製作所
制御装置
3か月前
キヤノン電子株式会社
加工装置、及び、制御方法
2か月前
株式会社ダイフク
物品搬送設備
3か月前
キヤノン株式会社
配送システム
24日前
マーク ヘイリー
消防ロボット
2か月前
トヨタ自動車株式会社
制御装置
今日
株式会社ダイヘン
負荷時タップ切換器
3か月前
株式会社ダイフク
物品搬送設備
10日前
トヨタ自動車株式会社
クラッチペダル
1か月前
株式会社ダイフク
物品搬送設備
3か月前
株式会社ダイフク
物品搬送設備
2か月前
ルネサスエレクトロニクス株式会社
半導体装置
1か月前
キヤノン電子株式会社
加工システム、及び、加工装置
1か月前
株式会社TMEIC
安全性診断装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ