TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138357
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037399
出願日
2024-03-11
発明の名称
レーザ加工装置、顕微鏡装置、レーザ加工方法、及び、観察方法
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/067 20060101AFI20250917BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工断面の品質低下を抑制可能なレーザ加工装置、顕微鏡装置、レーザ加工方法、及び観察方法を提供する。
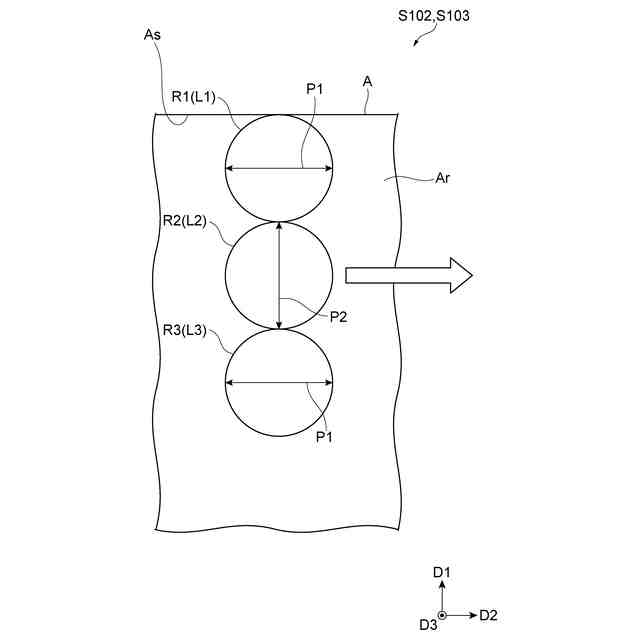
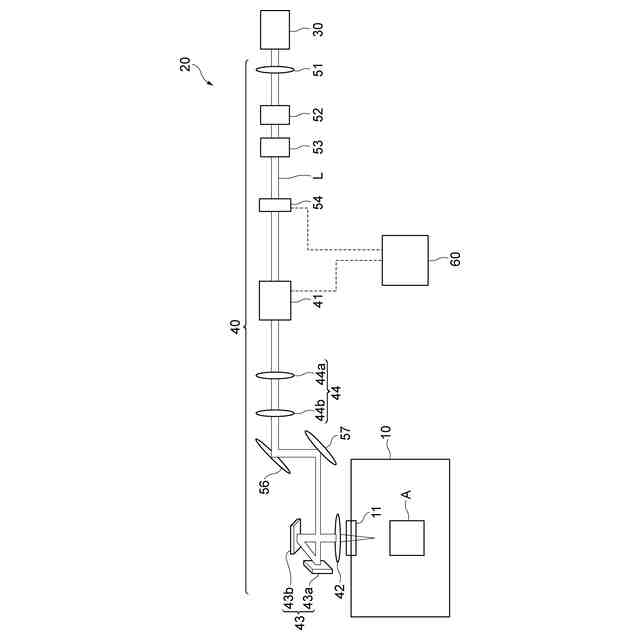
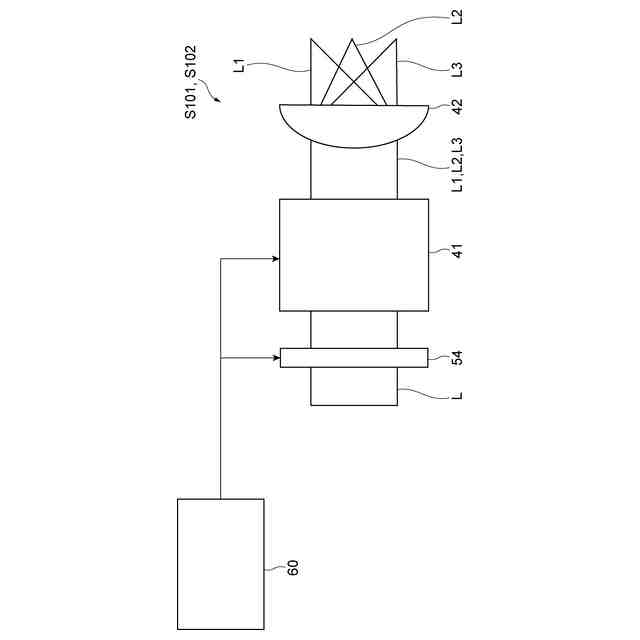
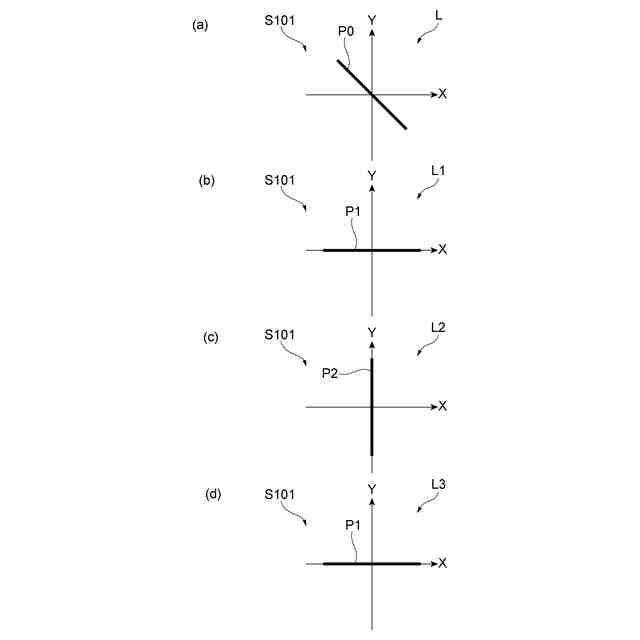
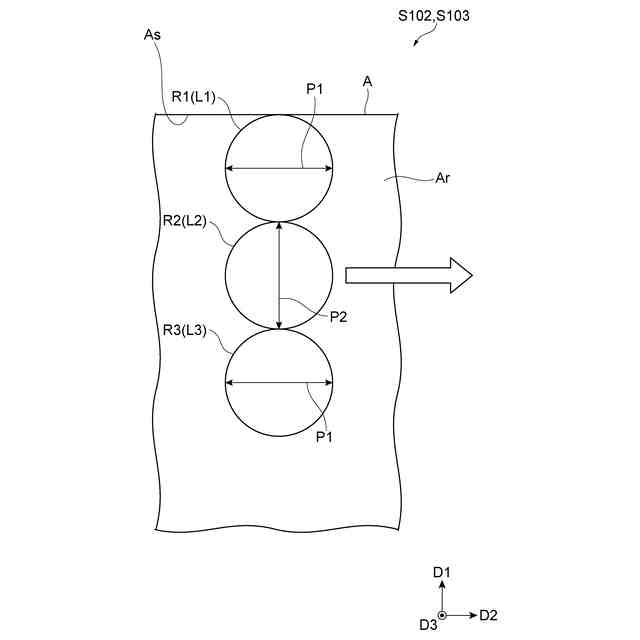
【解決手段】レーザ加工装置20は、1ps以下のパルス幅を有するレーザ光Lを出力するためのレーザ出力部30と、レーザ光Lを複数の分岐レーザ光に分岐して出力するための1/2波長板54及び空間光変調器41と、分岐レーザ光を試料Aに向けて集光するためのレンズ42と、集光された分岐レーザ光を試料Aに対して走査するためのガルバノミラー43と、を備える。第1偏光方向P1を有する第1分岐レーザ光L1の第1照射領域R1が形成されると共に、第1偏光方向P1に直交する第2偏光方向P2を有する第2分岐レーザ光の第2照射領域R2が、分岐レーザ光の光軸に交差する第1方向D1に沿って第1照射領域R1に並ぶように形成される。
【選択図】図7
特許請求の範囲
【請求項1】
対象物にレーザ光を照射することで加工断面を形成するためのレーザ加工装置であって、
1ps以下のパルス幅を有するレーザ光を出力するためのレーザ出力部と、
前記レーザ出力部から出力された前記レーザ光を、複数の分岐レーザ光に分岐して出力するための分岐部と、
前記分岐部から出力された複数の前記分岐レーザ光を、前記対象物に向けて集光するための集光部と、
前記集光部により集光された複数の前記分岐レーザ光を、前記対象物に対して走査するための走査部と、
を備え、
前記分岐部は、前記レーザ光を、第1偏光方向を有する第1分岐レーザ光と、前記第1偏光方向に直交する第2偏光方向を有する第2分岐レーザ光と、を含む複数の前記分岐レーザ光に分岐し、
前記集光部は、前記第1分岐レーザ光を前記対象物に向けて集光することで前記第1分岐レーザ光の第1照射領域を前記対象物に形成すると共に、前記第2分岐レーザ光を前記対象物に向けて集光することで、前記分岐レーザ光の光軸に交差する第1方向に沿って前記第1照射領域に並ぶように、前記第2分岐レーザ光の第2照射領域を前記対象物に形成し、
前記走査部は、前記第1照射領域及び前記第2照射領域を、前記分岐レーザ光の光軸及び前記第1方向に交差する第2方向に沿って前記対象物に対して走査することで、前記第1方向に交差すると共に前記第2方向に沿う前記加工断面を前記対象物に形成する、
レーザ加工装置。
続きを表示(約 1,200 文字)
【請求項2】
前記集光部は、前記第1方向に沿って前記第1照射領域と反対側において前記第2照射領域に並ぶように、前記分岐レーザ光の第3照射領域を前記対象物に形成し、
前記走査部は、前記第1照射領域、前記第2照射領域、及び前記第3照射領域を前記第2方向に沿って走査することで、前記加工断面を形成する、
請求項1に記載のレーザ加工装置。
【請求項3】
前記分岐レーザ光は、前記第3照射領域において前記第1偏光方向を有する、
請求項2に記載のレーザ加工装置。
【請求項4】
前記分岐部は、前記レーザ光を、前記第1偏光方向を有する第3分岐レーザ光をさらに含む複数の前記分岐レーザ光に分岐し、
前記集光部は、前記第3分岐レーザ光を前記対象物に向けて集光することで、前記第3照射領域を前記対象物に形成する、
請求項3に記載のレーザ加工装置。
【請求項5】
前記集光部は、前記第1分岐レーザ光を前記対象物に向けて集光することで、環状に連続するように前記第1照射領域と前記第3照射領域とを前記対象物に形成する、
請求項3に記載のレーザ加工装置。
【請求項6】
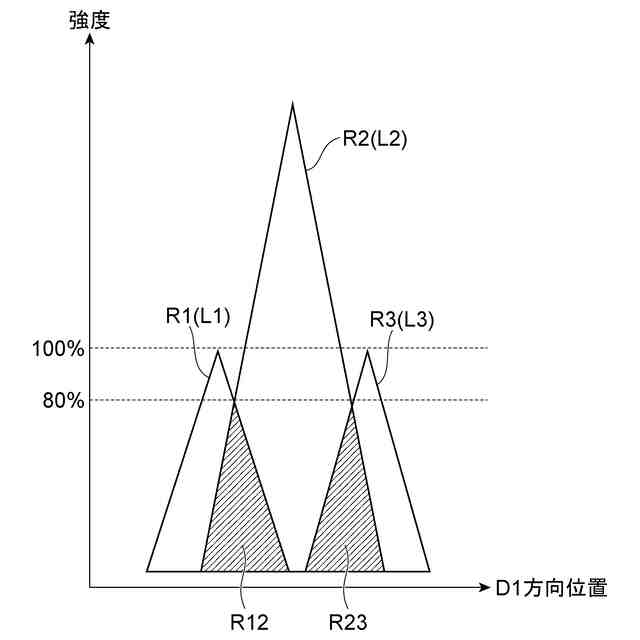
前記集光部は、前記第1照射領域における強度のピーク位置と、前記第2照射領域における強度のピーク位置との間の距離が、前記第2照射領域の直径の1.2倍以下となるように、前記第1照射領域及び前記第2照射領域を前記対象物に形成する、
請求項1に記載のレーザ加工装置。
【請求項7】
前記分岐部は、前記第1照射領域における強度のピーク値が、前記第2照射領域における強度のピーク値よりも低くなるように、前記レーザ光を分岐する、
請求項1に記載のレーザ加工装置。
【請求項8】
前記分岐部は、前記第1照射領域における強度のピーク値が、前記第2照射領域における強度のピーク値よりも高くなるように、前記レーザ光を分岐する、
請求項1に記載のレーザ加工装置。
【請求項9】
前記分岐部及び前記集光部は、前記第1照射領域における強度のピーク位置から前記第1照射領域の直径の1.5倍の範囲、及び、前記第2照射領域における強度のピーク位置から前記第2照射領域の直径の1.5倍の範囲に、前記第1照射領域又は前記第2照射領域と干渉する照射領域を形成しない、
請求項1に記載のレーザ加工装置。
【請求項10】
前記走査部は、前記レーザ光の一のパルスに対応する前記第1照射領域の強度のピーク位置と、前記一のパルスに連続する別のパルスに対応する前記第1照射領域の強度のピーク位置との間の距離が、前記第1照射領域の直径の1/2以下となるように、前記第1照射領域を前記対象物に対して走査する、
請求項1に記載のレーザ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置、顕微鏡装置、レーザ加工方法、及び、観察方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1には、レーザ加工方法が記載されている。この方法では、ワークに溝加工用レーザ光を照射して所定深さの溝を形成する溝加工工程が実施される。溝加工工程は、プレ加工工程とメイン加工工程とからなる。プレ加工工程では、第1溝加工用レーザ光をワークの溝加工領域に照射して予備溝を形成する。メイン加工工程では、予備溝の溝深さが所定深さとなるように、予備溝を構成する溝底面に第2溝加工用レーザ光を照射し、当該溝底面を加工する。
【先行技術文献】
【特許文献】
【0003】
特開2015-174103号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載のレーザ加工方法では、溝の底面が、レーザ光が照射される加工面であり、レーザ光の走査方向に沿った溝の内側面が、加工断面となる。上記技術分野にあっては、この加工断面の品質向上が要求される場合がある。すなわち、レーザ光のパルス幅が大きくなると、加工時に発生する熱の影響により加工断面の性質が変化する結果、加工断面の品質が低下するおそれがある。
【0005】
これに対して、当該加工時に、パルス幅が1ps以下といった超短パルスレーザを用いることによって、熱による加工断面の性質の変化を抑制することができる。しかしながら、超短パルスレーザを用いた加工を行った場合には、新たに、微細周期構造(例えば、レーザ誘起表面周期構造(LIPSS:Laser Induced Periodic Surface Structure))が加工断面に形成され、加工断面の品質が低下する問題が生じるおそれがある。
【0006】
そこで、本発明は、加工断面の品質低下を抑制可能なレーザ加工装置、顕微鏡装置、レーザ加工方法、及び、観察方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るレーザ加工装置は、[1]「対象物にレーザ光を照射することで加工断面を形成するためのレーザ加工装置であって、1ps以下のパルス幅を有するレーザ光を出力するためのレーザ出力部と、前記レーザ出力部から出力された前記レーザ光を、複数の分岐レーザ光に分岐して出力するための分岐部と、前記分岐部から出力された複数の前記分岐レーザ光を、前記対象物に向けて集光するための集光部と、前記集光部により集光された複数の前記分岐レーザ光を、前記対象物に対して走査するための走査部と、を備え、前記分岐部は、前記レーザ光を、第1偏光方向を有する第1分岐レーザ光と、前記第1偏光方向に直交する第2偏光方向を有する第2分岐レーザ光と、を含む複数の前記分岐レーザ光に分岐し、前記集光部は、前記第1分岐レーザ光を前記対象物に向けて集光することで前記第1分岐レーザ光の第1照射領域を前記対象物に形成すると共に、前記第2分岐レーザ光を前記対象物に向けて集光することで、前記分岐レーザ光の光軸に交差する第1方向に沿って前記第1照射領域に並ぶように、前記第2分岐レーザ光の第2照射領域を前記対象物に形成し、前記走査部は、前記第1照射領域及び前記第2照射領域を、前記分岐レーザ光の光軸及び前記第1方向に交差する第2方向に沿って前記対象物に対して走査することで、前記第1方向に交差すると共に前記第2方向に沿う前記加工断面を前記対象物に形成する、レーザ加工装置」である。
【0008】
このレーザ加工装置では、対象物にレーザ光を照射することで、レーザ光の走査方向(第2方向)に沿った加工断面を対象物に形成する。レーザ光は、1ps以下のパルス幅を有する超短パルスレーザである。したがって、熱の影響により加工断面の性質が変化することに起因した加工断面の品質の低下を抑制可能である。また、このレーザ加工装置では、次のような構成を有することにより、超短パルスレーザを用いることで加工断面に微細周期構造が形成されることに起因した加工断面の品質の低下についても抑制することが可能である。
【0009】
すなわち、このレーザ加工装置では、レーザ光を、第1偏光方向を有する第1分岐レーザ光と、第1偏光方向に直交する第2偏光方向を有する第2分岐レーザ光と、を含む複数の分岐レーザ光に分岐する。また、第1分岐レーザ光を対象物に向けて集光することで第1分岐レーザ光の第1照射領域を対象物に形成すると共に、第2分岐レーザ光を対象物に向けて集光することで、分岐レーザ光の光軸に交差する第1方向に沿って第1照射領域に並ぶように、第2分岐レーザ光の第2照射領域を対象物に形成する。そして、第1照射領域及び第2照射領域を、分岐レーザ光の光軸及び第1方向に交差する第2方向(上記の走査方向)に沿って対象物に対して走査することで、第1方向に交差すると共に第2方向に沿う加工断面を対象物に形成する。このように、互いに干渉しにくい第1分岐レーザ光の第1照射領域と第2分岐レーザ光の第2照射領域とを上記のように配置しつつ走査することで、加工断面に微細周期構造が形成されることが抑制される。以上のように、このレーザ加工装置によれば、加工断面の品質の低下を抑制可能である。
【0010】
本発明に係るレーザ加工装置は、[2]「前記集光部は、前記第1方向に沿って前記第1照射領域と反対側において前記第2照射領域に並ぶように、前記分岐レーザ光の第3照射領域を前記対象物に形成し、前記走査部は、前記第1照射領域、前記第2照射領域、及び前記第3照射領域を前記第2方向に沿って走査することで、前記加工断面を形成する、上記[1]に記載のレーザ加工装置」であってもよい。このように、第3照射領域をさらに形成しつつ走査を行うことで、加工断面の品質の低下を抑制しつつ、加工速度の向上を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
10日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
21日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
ブラザー工業株式会社
工作機械
5か月前
ブラザー工業株式会社
工作機械
5か月前
トヨタ自動車株式会社
接合方法
5か月前
株式会社ツガミ
工作機械
27日前
大見工業株式会社
ドリル
2か月前
株式会社FUJI
チャック装置
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































