TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136834
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035720
出願日
2024-03-08
発明の名称
レーザ加工装置及びレーザ加工方法
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/073 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ウェハの厚さ方向への亀裂の伸び量を十分に確保することができるレーザ加工装置及びレーザ加工方法を提供する。
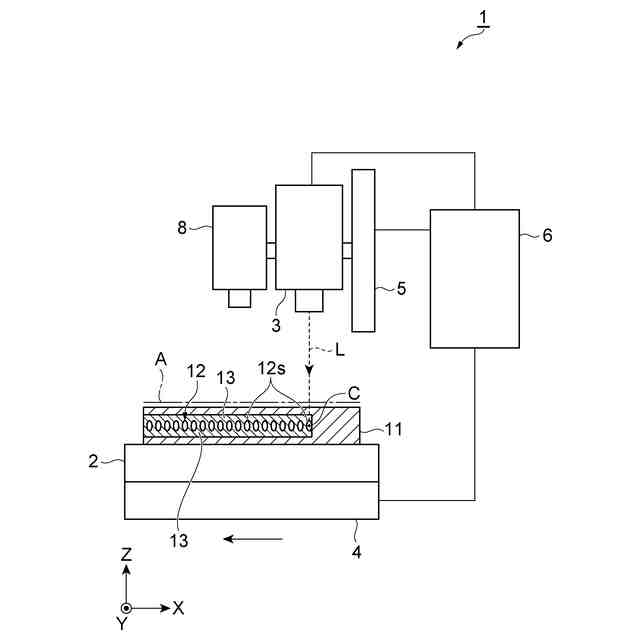
【解決手段】制御部6は、ウェハ11において一対の第1劈開面と交差するラインAに沿ってレーザ光Lの集光スポットCが相対的に移動するように、支持部2を駆動部4に駆動させる。制御部6は、集光スポットCにおけるレーザ光Lのビーム形状が、中心部並びに中心部から放射状に延在する第1延在部、第2延在部及び第3延在部を含み且つ中心部において最も高い強度を有するビーム形状となるように、且つ、ラインAに沿って集光スポットCが相対的に移動する向きの前側においてラインAに対して一方の側に第2延在部が位置すると共にラインAに対して他方の側に第3延在部が位置し、当該向きの後側においてラインA上に第1延在部が位置するように、トレフォイル収差パターンを含む変調パターンを空間光変調器7に表示させる。
【選択図】図1
特許請求の範囲
【請求項1】
互いに交差する一対の第1劈開面を有するウェハを支持する支持部と、
レーザ光を出射する光源と、
変調パターンを表示することで、前記光源から出射された前記レーザ光を変調する空間光変調器と、
前記空間光変調器によって変調された前記レーザ光を前記ウェハに集光する集光部と、
前記支持部及び前記集光部の少なくとも一方を駆動する駆動部と、
少なくとも前記空間光変調器及び前記駆動部を制御する制御部と、を備え、
前記制御部は、前記ウェハにおいて前記一対の第1劈開面と交差するラインに沿って前記レーザ光の集光スポットが相対的に移動するように、前記支持部及び前記集光部の少なくとも一方を前記駆動部に駆動させ、
前記制御部は、前記集光スポットにおける前記レーザ光のビーム形状が、中心部並びに前記中心部から放射状に延在する第1延在部、第2延在部及び第3延在部を含み且つ前記中心部において最も高い強度を有するビーム形状となるように、且つ、前記ラインに沿って前記集光スポットが相対的に移動する向きの前側において前記ラインに対して一方の側に前記第2延在部が位置すると共に前記ラインに対して他方の側に前記第3延在部が位置し、前記向きの後側において前記ライン上に前記第1延在部が位置するように、トレフォイル収差パターンを含む前記変調パターンを前記空間光変調器に表示させる、レーザ加工装置。
続きを表示(約 1,100 文字)
【請求項2】
前記ウェハは、前記一対の第1劈開面と交差する第2劈開面を更に有し、
前記一対の第1劈開面のそれぞれの劈開性は、前記第2劈開面の劈開性よりも高く、
前記ラインは、前記第2劈開面に沿って延在するように設定される、請求項1に記載のレーザ加工装置。
【請求項3】
前記一対の第1劈開面のそれぞれは、(110)面であり、
前記第2劈開面は、(100)面である、請求項2に記載のレーザ加工装置。
【請求項4】
前記ラインは、前記ウェハの厚さ方向ら見た場合に格子状に延在する複数のラインのそれぞれである、請求項1に記載のレーザ加工装置。
【請求項5】
前記ラインは、前記ウェハの厚さ方向ら見た場合に前記ウェハの外縁に沿って延在するラインの一部である、請求項1に記載のレーザ加工装置。
【請求項6】
前記制御部は、前記ウェハにおいて前記レーザ光が入射する表面から所定の部分が除去されることが予定されている場合に、前記部分内に改質領域が形成されるように、少なくとも前記空間光変調器及び前記駆動部を制御する、請求項1に記載のレーザ加工装置。
【請求項7】
互いに交差する一対の第1劈開面を有するウェハを支持する支持部と、
レーザ光を出射する光源と、
変調パターンを表示することで、前記光源から出射された前記レーザ光を変調する空間光変調器と、
前記空間光変調器によって変調された前記レーザ光を前記ウェハに集光する集光部と、
前記支持部及び前記集光部の少なくとも一方を駆動する駆動部と、を備えるレーザ加工装置において実施されるレーザ加工方法であって、
前記ウェハにおいて前記一対の第1劈開面と交差するラインに沿って前記レーザ光の集光スポットが相対的に移動するように、前記支持部及び前記集光部の少なくとも一方を前記駆動部に駆動させ、前記集光スポットにおける前記レーザ光のビーム形状が、中心部並びに前記中心部から放射状に延在する第1延在部、第2延在部及び第3延在部を含み且つ前記中心部において最も高い強度を有するビーム形状となるように、且つ、前記ラインに沿って前記集光スポットが相対的に移動する向きの前側において前記ラインに対して一方の側に前記第2延在部が位置すると共に前記ラインに対して他方の側に前記第3延在部が位置し、前記向きの後側において前記ライン上に前記第1延在部が位置するように、トレフォイル収差パターンを含む前記変調パターンを前記空間光変調器に表示させる工程を備える、レーザ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置及びレーザ加工方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
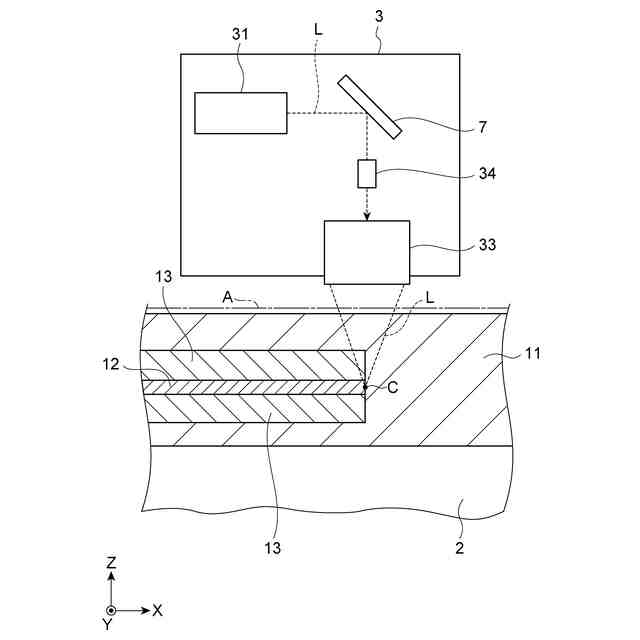
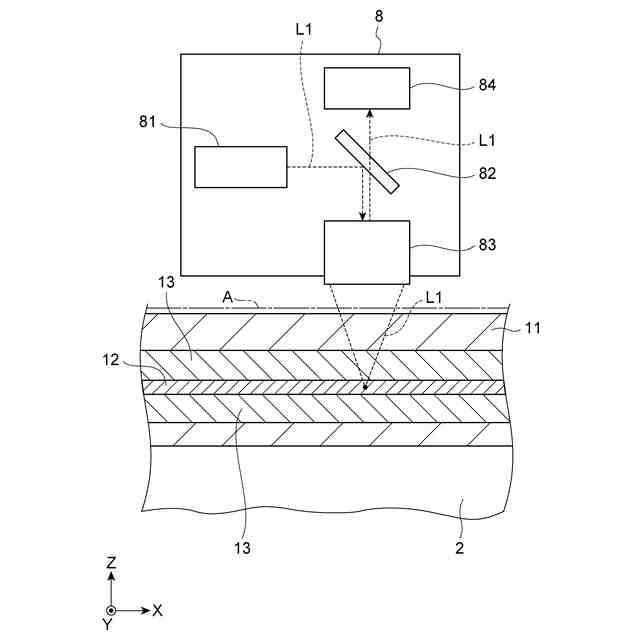
ウェハを支持する支持部と、レーザ光を出射する光源と、光源から出射されたレーザ光を変調する空間光変調器と、空間光変調器によって変調されたレーザ光をウェハに集光する集光部と、空間光変調器におけるレーザ光の像を集光部の入射瞳面に転像する転像部と、を備えるレーザ加工装置が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2011-51011号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したようなレーザ加工装置は、改質領域及び亀裂をウェハに形成することができる。そのような改質領域及び亀裂の形成は、ウェハを複数のチップに分割するダイシング加工、ウェハから不要部分を除去するトリミング加工等、様々な加工に応用可能である。
【0005】
本発明は、互いに交差する一対の劈開面を有するウェハにおいて、一対の劈開面と交差するラインに沿って改質領域及び亀裂を形成する場合に、ウェハの厚さ方向への亀裂の伸び量を十分に確保することができるレーザ加工装置及びレーザ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のレーザ加工装置は、[1]「互いに交差する一対の第1劈開面を有するウェハを支持する支持部と、レーザ光を出射する光源と、変調パターンを表示することで、前記光源から出射された前記レーザ光を変調する空間光変調器と、前記空間光変調器によって変調された前記レーザ光を前記ウェハに集光する集光部と、前記支持部及び前記集光部の少なくとも一方を駆動する駆動部と、少なくとも前記空間光変調器及び前記駆動部を制御する制御部と、を備え、前記制御部は、前記ウェハにおいて前記一対の第1劈開面と交差するラインに沿って前記レーザ光の集光スポットが相対的に移動するように、前記支持部及び前記集光部の少なくとも一方を前記駆動部に駆動させ、前記制御部は、前記集光スポットにおける前記レーザ光のビーム形状が、中心部並びに前記中心部から放射状に延在する第1延在部、第2延在部及び第3延在部を含み且つ前記中心部において最も高い強度を有するビーム形状となるように、且つ、前記ラインに沿って前記集光スポットが相対的に移動する向きの前側において前記ラインに対して一方の側に前記第2延在部が位置すると共に前記ラインに対して他方の側に前記第3延在部が位置し、前記向きの後側において前記ライン上に前記第1延在部が位置するように、トレフォイル収差パターンを含む前記変調パターンを前記空間光変調器に表示させる、レーザ加工装置」である。
【0007】
上記レーザ加工装置では、集光スポットにおけるレーザ光のビーム形状が、中心部並びに中心部から放射状に延在する第1延在部、第2延在部及び第3延在部を含み且つ中心部において最も高い強度を有した状態で、且つ、ラインに沿って集光スポットが相対的に移動する向きの前側においてラインに対して一方の側に第2延在部が位置すると共にラインに対して他方の側に第3延在部が位置し、当該向きの後側においてライン上に第1延在部が位置した状態で、当該集光スポットが、ウェハにおいて一対の第1劈開面と交差するラインに沿って相対的に移動させられる。これにより、ラインに沿って形成された改質領域からウェハの厚さ方向に亀裂が伸びやすくなる。よって、上記レーザ加工装置によれば、互いに交差する一対の劈開面(すなわち、第1劈開面)を有するウェハにおいて、一対の劈開面(すなわち、第1劈開面)と交差するラインに沿って改質領域及び亀裂を形成する場合に、ウェハの厚さ方向への亀裂の伸び量を十分に確保することができる。
【0008】
本発明のレーザ加工装置は、[2]「前記ウェハは、前記一対の第1劈開面と交差する第2劈開面を更に有し、前記一対の第1劈開面のそれぞれの劈開性は、前記第2劈開面の劈開性よりも高く、前記ラインは、前記第2劈開面に沿って延在するように設定される、上記[1]に記載のレーザ加工装置」であってもよい。当該レーザ加工装置によれば、一対の第1劈開面のそれぞれの劈開性が第2劈開面の劈開性よりも高い場合にも、ウェハの厚さ方向への亀裂の伸び量を十分に確保することができる。
【0009】
本発明のレーザ加工装置は、[3]「前記一対の第1劈開面のそれぞれは、(110)面であり、前記第2劈開面は、(100)面である、上記[2]に記載のレーザ加工装置」であってもよい。当該レーザ加工装置によれば、一対の第1劈開面のそれぞれが(110)面であり、第2劈開面が(100)面である場合にも、ウェハの厚さ方向への亀裂の伸び量を十分に確保することができる。
【0010】
本発明のレーザ加工装置は、[4]「前記ラインは、前記ウェハの厚さ方向ら見た場合に格子状に延在する複数のラインのそれぞれである、上記[1]~[3]のいずれか一つに記載のレーザ加工装置」であってもよい。当該レーザ加工装置によれば、ウェハを複数のチップに効率良く分割することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
23日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
23日前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
14日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
今日
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
2か月前
個人
型枠製造装置のフレーム
4日前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
25日前
株式会社ダイヘン
多層盛り溶接方法
5か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社ツガミ
工作機械
1か月前
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
トヨタ自動車株式会社
溶接マスク
3か月前
株式会社不二越
ブローチ盤
1か月前
津田駒工業株式会社
センタリングバイス
1か月前
株式会社不二越
ブローチ盤
14日前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
5か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































