TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130296
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027384
出願日
2024-02-27
発明の名称
ダイシング方法およびダイシングシステム
出願人
株式会社東京精密
代理人
個人
,
個人
主分類
H01L
21/301 20060101AFI20250901BHJP(基本的電気素子)
要約
【課題】ブレードの摩耗を低減することのできるダイシング方法およびダイシングシステムを提供する。
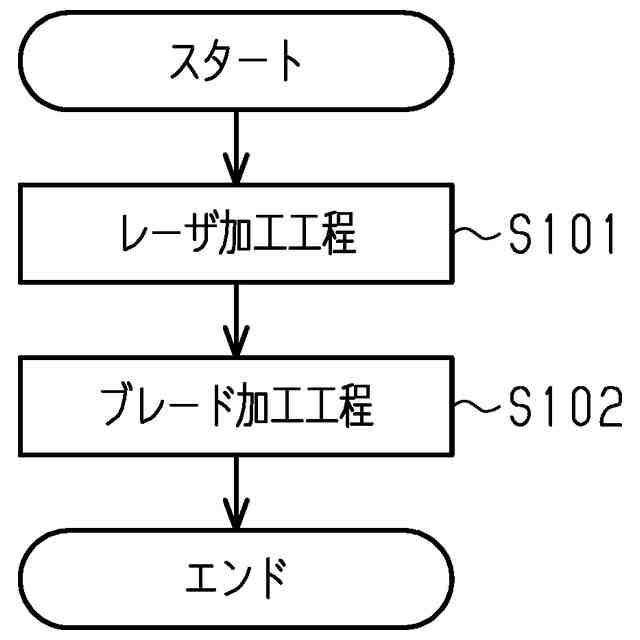
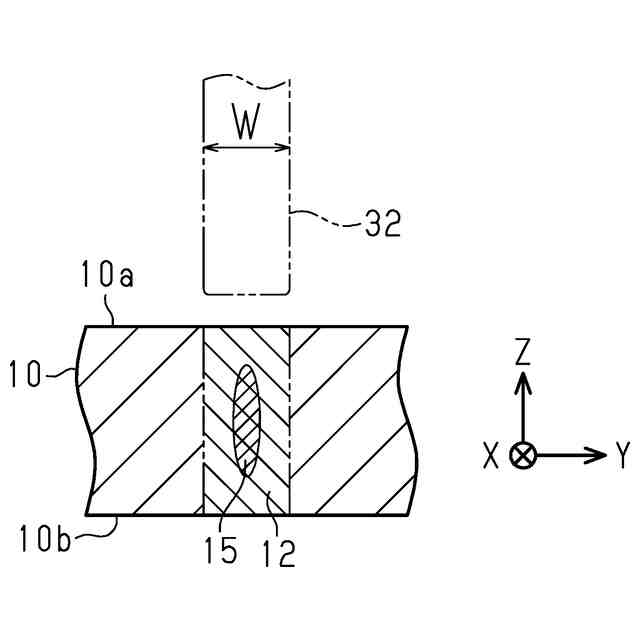
【解決手段】ダイシング方法は、ウエハ10にレーザ加工を行うレーザ加工工程と、レーザ加工後のウエハ10に対してブレード32を用いた切削加工を行うことでウエハ10を切断するブレード加工工程と、を備える。レーザ加工工程では、ウエハ10の内部にレーザを照射し、ブレード32による切削領域12に改質層15を形成する。改質層15は、ウエハの厚さ方向における端面である第1加工面10aおよび第2加工面10bよりも内側の領域に形成される。
【選択図】図3
特許請求の範囲
【請求項1】
ウエハにレーザ加工を行うレーザ加工工程と、
前記レーザ加工後の前記ウエハに対してブレードを用いた切削加工を行うことで前記ウエハを切断するブレード加工工程と、を備えるダイシング方法であって、
前記レーザ加工工程では、前記ウエハの内部にレーザを照射し、前記ブレードによる切削領域であって前記ウエハの厚さ方向における端面よりも内側の領域に改質層を形成する
ダイシング方法。
続きを表示(約 830 文字)
【請求項2】
前記改質層は、前記切削領域からはみ出すことなく形成される
請求項1に記載のダイシング方法。
【請求項3】
前記レーザ加工工程では、前記ウエハの厚さ方向における複数の位置に前記改質層を形成する
請求項1または2に記載のダイシング方法。
【請求項4】
前記レーザ加工工程では、前記ブレードの幅方向における複数の位置に前記改質層を形成する
請求項1または2に記載のダイシング方法。
【請求項5】
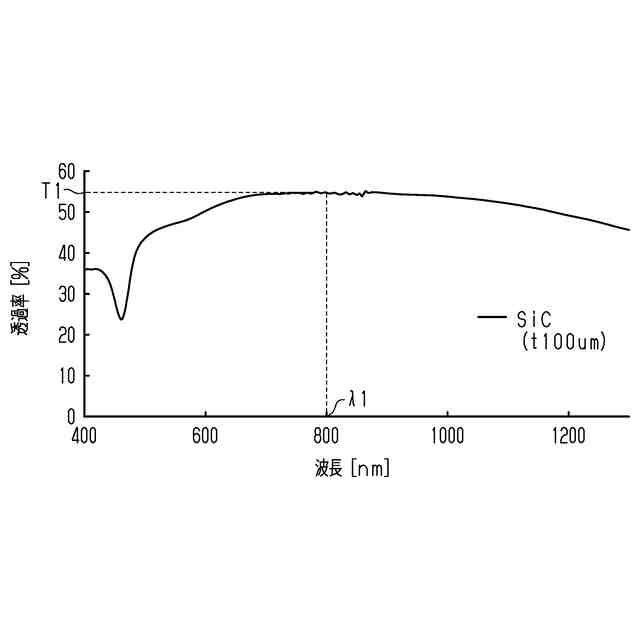
前記レーザ加工工程では、前記ウエハに対する透過率が最も高いピーク透過率に対する比が0.95以上にある透過率に対応する波長のレーザを用いて前記レーザ加工を行う
請求項1に記載のダイシング方法。
【請求項6】
前記レーザ加工工程では、前記ウエハに対する透過率が最も高くなるピーク波長から±200nmの範囲にある波長のレーザを用いて前記レーザ加工を行う
請求項5に記載のダイシング方法。
【請求項7】
ウエハにレーザ加工を行うレーザ加工装置と、
前記レーザ加工後の前記ウエハに対してブレードを用いた切削加工を行うことで前記ウエハを切断するブレード加工装置と、
前記レーザ加工装置から前記ブレード加工装置へ前記ウエハを搬送する搬送装置と、
前記搬送装置による前記ウエハの搬送を制御する制御装置と、を備え、
前記レーザ加工装置は、前記ウエハの内部にレーザを照射し、前記ブレードによる切削領域であって前記ウエハの厚さ方向における端面よりも内側の領域に改質層を形成するものであり、
前記ブレード加工装置を複数備え、
前記制御装置は、前記複数のブレード加工装置の駆動状況に応じて、前記レーザ加工後の前記ウエハの搬送先を前記複数のブレード加工装置のなかから選択する
ダイシングシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイシング方法およびダイシングシステムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
半導体装置や電子部品などの各種素子が形成されるウエハは、ダイシングラインに沿ってダイシングされることにより個々のチップに分割される。例えば特許文献1には、レーザ加工によってウエハに改質層を形成したのち、ブレードを用いてウエハを切削することにより、ウエハをダイシングするダイシング方法が開示されている。
【0003】
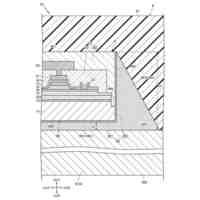
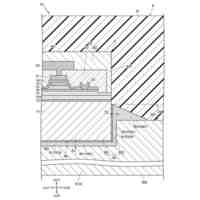
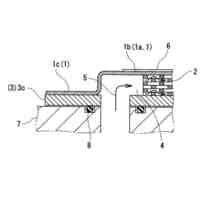
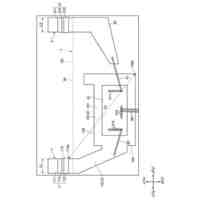
図13を用いて、特許文献1に記載のダイシング方法について説明する。図13は、従来例のダイシング方法を説明するための図である。図13において、紙面直交方向は、ブレードの進行方向である。
【0004】
図13に示すように、特許文献1では、ブレード101による切削加工時にウエハ100の裏面100b付近に欠けが生じることを抑えるべく、ブレード101の進行方向の両側に改質層102が形成されている。改質層102は、ウエハ100の裏面100bに露出するように形成されている。
【先行技術文献】
【特許文献】
【0005】
特開2013-247156号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の方法では、例えば炭化ケイ素(SiC)などの難削材からなるウエハを切削する場合にブレードが摩耗しやすかった。
【課題を解決するための手段】
【0007】
上記課題を解決するダイシング方法は、ウエハにレーザ加工を行うレーザ加工工程と、前記レーザ加工後の前記ウエハに対してブレードを用いた切削加工を行うことで前記ウエハを切断するブレード加工工程と、を備える。前記レーザ加工工程では、前記ウエハの内部にレーザを照射し、前記ブレードによる切削領域であって前記ウエハの厚さ方向における端面よりも内側の領域に改質層を形成する。
【発明の効果】
【0008】
本発明によれば、ブレードの摩耗を低減することができる。
【図面の簡単な説明】
【0009】
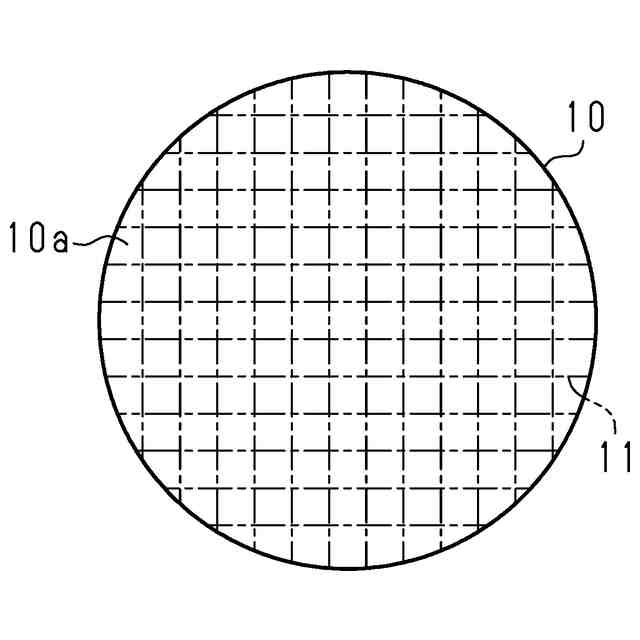
図1は、ダイシング方法の一実施形態によってダイシングされるウエハを模式的に示す平面図である。
図2は、ダイシング方法の手順を示すフローチャートである。
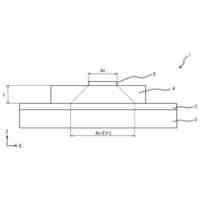
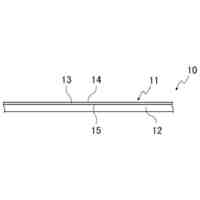
図3は、レーザ加工後のウエハにおけるダイシングライン付近の断面を模式的に示す図である。
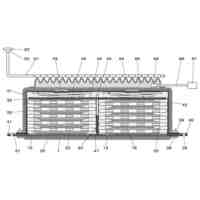
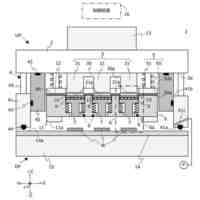
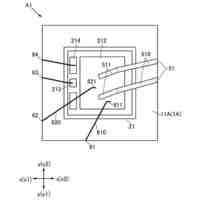
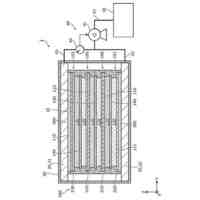
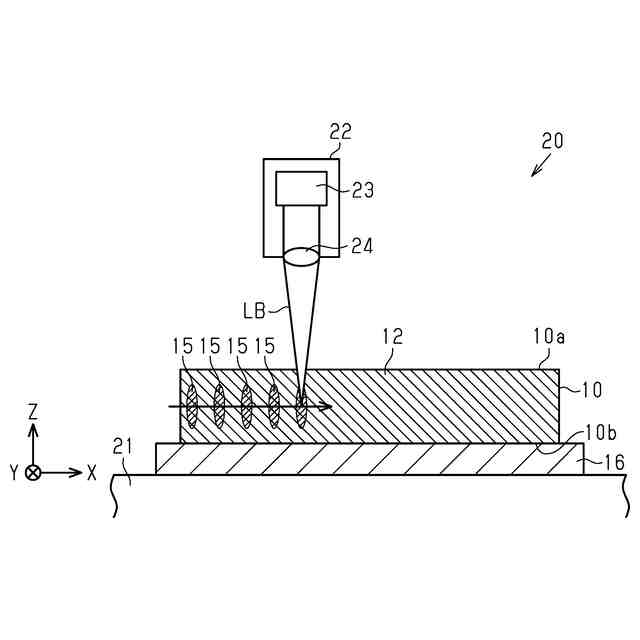
図4は、レーザ加工装置の一例の概略構成を模式的に示す図である。
図5は、レーザの波長と透過率との関係の一例を示したグラフである。
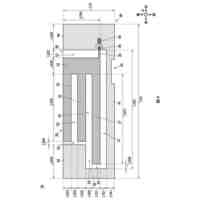
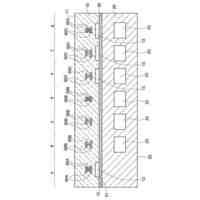
図6は、レーザ加工装置によるレーザ加工の様子を模式的に示す図である。
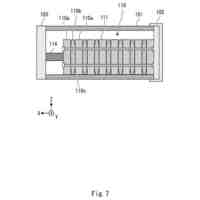
図7は、レーザ加工装置によるレーザ加工が終了する直前の様子を模式的に示す図である。
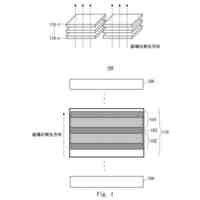
図8は、改質層の形成位置の他の一例をレーザ加工装置とともに模式的に示す図である。
図9(a)は改質層の形成位置の他の一例を模式的に示す図であり、図9(b)は改質層の形成位置の他の一例を模式的に示す図である。
図10(a)は改質層の形成位置の他の一例を模式的に示す図であり、図10(b)は改質層の形成位置の他の一例を模式的に示す図であり、図10(c)は改質層の形成位置の他の一例を模式的に示す図である。
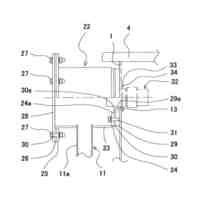
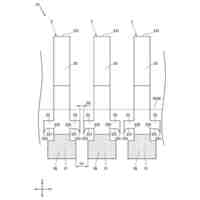
図11は、ブレード加工装置によるブレード加工の様子を模式的に示す図である。
図12は、ダイシングシステムの一実施形態の概略構成を示すブロック図である。
図13は、従来例におけるダイシング方法を説明するための図である。
【発明を実施するための形態】
【0010】
図1~図12を参照して、ダイシング方法およびダイシングシステムの一実施形態について説明する。
図1に示すように、ウエハ10は、格子状のダイシングライン11に沿ってダイシングされることにより個々のチップに分割される。ウエハ10において、半導体装置や電子部品等の各種素子が形成される面を第1加工面10aといい、第1加工面10aの反対側の面を第2加工面10b(図3参照)という。ウエハ10は、難削材である。本実施形態において、ウエハ10は、炭化ケイ素(SiC)で形成された炭化ケイ素ウエハである。SiC製のウエハ10では、第1加工面10aがSi面であり、第2加工面10bがC面である。なお、難削材に該当するウエハ10は、炭化ケイ素で形成されているものに限られない。例えば、シリコン、サファイア、窒化ガリウム(GaN)、酸化ガリウム(Ga
2
O
3
)、ガリウムヒ素(GaAs)などで形成されたウエハ10も難削材に該当する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
安全なNAS電池
27日前
愛知電機株式会社
電力機器
1か月前
東レ株式会社
多孔質炭素シート
22日前
日機装株式会社
加圧装置
1か月前
日本発條株式会社
積層体
3日前
個人
フリー型プラグ安全カバー
1か月前
ヒロセ電機株式会社
端子
1か月前
キヤノン株式会社
電子機器
22日前
ローム株式会社
半導体装置
1か月前
個人
防雪防塵カバー
3日前
エイブリック株式会社
半導体装置
24日前
ローム株式会社
半導体装置
1日前
エイブリック株式会社
半導体装置
24日前
ローム株式会社
半導体装置
1日前
ローム株式会社
半導体装置
1日前
ローム株式会社
半導体装置
22日前
オムロン株式会社
電磁継電器
1か月前
株式会社GSユアサ
蓄電装置
1か月前
東レ株式会社
ガス拡散層の製造方法
22日前
株式会社GSユアサ
蓄電装置
3日前
株式会社ティラド
面接触型熱交換器
14日前
株式会社GSユアサ
蓄電装置
1か月前
三菱電機株式会社
回路遮断器
1か月前
ニチコン株式会社
コンデンサ
15日前
ニチコン株式会社
コンデンサ
15日前
沖電気工業株式会社
アンテナ
1か月前
株式会社GSユアサ
蓄電装置
1か月前
個人
半導体パッケージ用ガラス基板
2日前
株式会社カネカ
二次電池
1か月前
日本特殊陶業株式会社
保持装置
1日前
トヨタ自動車株式会社
二次電池
3日前
日本特殊陶業株式会社
保持装置
29日前
ローム株式会社
電子装置
3日前
トヨタ自動車株式会社
蓄電装置
1か月前
日本特殊陶業株式会社
保持装置
3日前
株式会社ヨコオ
コネクタ
24日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ