TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130161
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027147
出願日
2024-02-27
発明の名称
工作機械の幾何誤差同定方法
出願人
スター精密株式会社
,
国立大学法人東海国立大学機構
代理人
個人
,
個人
主分類
B23Q
17/00 20060101AFI20250901BHJP(工作機械;他に分類されない金属加工)
要約
【課題】可動範囲が狭い工作機械において軸間の幾何誤差を容易に同定可能な幾何誤差同定方法を提供する。
【解決手段】工作機械の幾何誤差同定方法は、(a1)工具主軸に中心が合うように基準球を配置するステップと、(a2)位置計測装置の測定子が回転中心線に向くように位置計測装置を回転部に取り付けるステップと、(a3)前記測定子を前記基準球の中心に向けた状態で旋回部と前記回転部の一方の回転対象を回転させながら前記測定子により前記基準球の位置を測定することにより、前記基準球の中心を基準として前記回転対象の回転角度に応じた変位データを取得するステップと、(a4)幾何誤差を含む項を有して前記回転角度に応じた変位を表す数式と、前記変位データと、を用いて最小二乗法により前記幾何誤差を同定するステップと、を含む。
【選択図】図11
特許請求の範囲
【請求項1】
回転中心線を中心として工作物とともに回転可能な回転部と、工具主軸を有し該工具主軸とは異なる向きの旋回中心線を中心として旋回可能な旋回部と、前記回転中心線周りの回転軸の運動と前記旋回中心線周りの旋回軸の運動と複数の直進軸の運動とを制御する制御部と、を備える工作機械において、前記工作物から前記工具主軸までにある軸間の幾何誤差を同定する幾何誤差同定方法であって、
(a1)前記工具主軸に中心が合うように基準球を配置するステップと、
(a2)位置計測装置の測定子が前記回転中心線に向くように前記位置計測装置を前記回転部に取り付けるステップと、
(a3)前記測定子を前記基準球の中心に向けた状態で前記旋回部と前記回転部の一方の回転対象を回転させながら前記測定子により前記基準球の位置を測定することにより、前記基準球の中心を基準として前記回転対象の回転角度に応じた変位データを取得するステップと、
(a4)前記幾何誤差を含む項を有して前記回転角度に応じた変位を表す数式と、前記変位データと、を用いて最小二乗法により前記幾何誤差を同定するステップと、
を含む、工作機械の幾何誤差同定方法。
続きを表示(約 1,800 文字)
【請求項2】
前記ステップ(a3)において、前記回転対象の回転に関わらず前記測定子が前記基準球の中心に向いた状態が維持されるように前記複数の直進軸の少なくとも一部を制御する、請求項1に記載の工作機械の幾何誤差同定方法。
【請求項3】
前記複数の直進軸は、前記回転中心線に沿った第一の直進軸、及び、前記回転中心線とも前記旋回中心線とも異なる向きの第二の直進軸を含み、
前記ステップ(a3)は、
(b1)前記旋回中心線を中心として前記工具主軸を第一の旋回角度にして前記測定子を前記基準球に当て、前記第一の直進軸の運動に応じて変わる前記測定子の位置に基づいて前記第一の直進軸における前記基準球の第一の中心位置を求めるステップと、
(b2)前記旋回中心線を中心として前記工具主軸を前記第一の旋回角度とは異なる第二の旋回角度にして前記測定子を前記基準球に当て、前記第一の直進軸の運動に応じて変わる前記測定子の位置に基づいて前記第一の直進軸における前記基準球の第二の中心位置を求めるステップと、
(b3)前記第一の中心位置及び前記第二の中心位置に基づいて、前記旋回部の旋回中心と前記基準球の中心との間の距離を求めるステップと、
(b4)前記回転対象が前記旋回部である場合に前記測定子が前記基準球の中心に向いた状態が維持されるように前記第一の直進軸と前記第二の直進軸とに前記距離を半径とする円弧運動をさせるステップと、
を含む、請求項2に記載の工作機械の幾何誤差同定方法。
【請求項4】
前記第一の直進軸は、Z軸であり、
前記第二の直進軸は、X軸であり、
前記第一の旋回角度における前記工具主軸の向きは、前記X軸に沿っており、
前記第二の旋回角度における前記工具主軸の向きは、前記Z軸に沿っている、請求項3に記載の工作機械の幾何誤差同定方法。
【請求項5】
前記ステップ(a3)において、前記回転対象を180°以下の所定角度範囲で回転させながら前記測定子により前記基準球の位置を測定することにより前記変位データを取得する、請求項1~請求項4のいずれか一項に記載の工作機械の幾何誤差同定方法。
【請求項6】
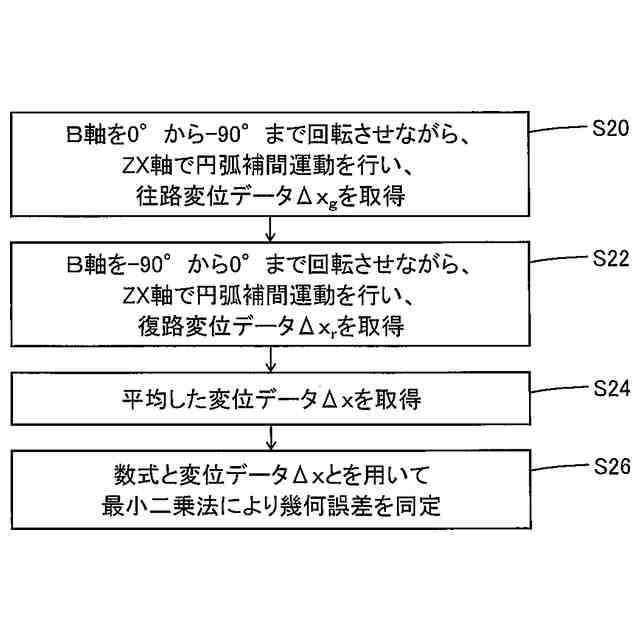
前記ステップ(a3)において、前記回転対象を前記所定角度範囲において第一の向きへ回転させながら前記測定子により前記基準球の位置を測定することにより前記変位データとしての往路変位データを取得し、前記回転対象を前記所定角度範囲において前記第一の向きとは逆の第二の向きへ回転させながら前記測定子により前記基準球の位置を測定することにより前記変位データとしての復路変位データを取得し、
前記ステップ(a4)において、前記往路変位データと前記復路変位データとを平均して前記最小二乗法により前記幾何誤差を同定する、請求項5に記載の工作機械の幾何誤差同定方法。
【請求項7】
前記ステップ(a3)において、前記回転対象を回転させながら前記基準球の位置を第一の測定条件で測定することにより前記変位データとしての第一変位データを取得し、前記回転対象を回転させながら前記基準球の位置を前記第一の測定条件とは異なる第二の測定条件で測定することにより前記変位データとしての第二変位データを取得し、
前記ステップ(a4)において、前記幾何誤差を表す第一の係数を有する第一の数式と前記第一変位データとを用いて最小二乗法により前記第一の係数を求め、前記幾何誤差を表す第二の係数を有する第二の数式と前記第二変位データとを用いて最小二乗法により前記第二の係数を求めることにより、前記幾何誤差を同定する、請求項1~請求項4のいずれか一項に記載の工作機械の幾何誤差同定方法。
【請求項8】
前記複数の直進軸は、X軸、Y軸、及び、Z軸を含み、
前記Y軸は、前記旋回中心線に沿っており、
前記Z軸は、前記回転中心線に沿っており、
前記回転部は、前記工作物を把持可能であって前記回転中心線に沿って移動可能な主軸であり、
前記旋回部は、前記工作物を加工する工具が前記工具主軸に沿って取り付けられるB軸ユニットである、請求項1~請求項3のいずれか一項に記載の工作機械の幾何誤差同定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の幾何誤差同定方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
工作機械として、主軸に把持された工作物を工具で加工する主軸移動型旋盤が知られている。主軸移動型旋盤は、主軸の背面から棒材を連続的に供給しながら、複数の工具で複雑な加工を行うことが可能であり、小さな精密部品等の量産に向いている。複雑な加工を行うため、主軸移動型旋盤には、旋回中心線を中心として工具の向きを変える旋回部が設けられることがある。旋回部を備える主軸移動型旋盤は、軸数を多く持つため、軸間には多くの幾何誤差が存在すると考えられる。
【0003】
NC(数値制御)旋盤とマシニングセンタの両方の機能を持ち合わせている大型の複合工作機械における幾何誤差の評価方法については、これまでに研究がなされている。複合工作機械の精度評価方法としては、ISO(国際標準化機構)10791-6に規定されているボールバーやR-testといった、工作機械の任意の二点間の位置的相対関係を測る測定器を用いた方法が主に用いられている。
【0004】
特許文献1には、X,Y,Z軸方向に並進制御された直線3軸と、それぞれB,C軸回転制御された回転2軸とからなる5軸制御ターニングセンタにおいて、幾何誤差を同定する方法が示されている。この幾何誤差同定方法は、C軸側に基準球を設置しB軸側にタッチプローブを取り付けるステップと、C軸を固定した状態でB軸角度を所定角度毎に割り出しながら基準球中心位置を計測する計測第1ステップと、前記タッチプローブの測定点の旋回半径を変えて前記計測第1ステップと同様に基準球中心位置を計測する計測第2ステップと、B軸を固定した状態でC軸角度を所定角度毎に割り出しながら基準球中心位置を計測する計測第3ステップと、前記基準球のZ方向初期位置を変えて前記計測第3ステップと同様に基準球中心位置を計測する計測第4ステップとを有している。基準球はC軸の回転中心からずれた位置に設置されるため、C軸の回転に伴って大きく移動する。
【先行技術文献】
【特許文献】
【0005】
特開2018-142064号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
主軸移動型旋盤は、小さな製品を対象とするため、可動範囲が極めて小さく、大きな複合工作機械の精度評価方法として多く用いられているボールバーやR-testによる評価を行うことができない。また、ボールバーやR-test以外で自動旋盤における幾何誤差に関する精度を評価する方法は、これまで研究されていない。そのため、主軸移動型旋盤のように可動範囲が狭い工作機械については、どのような幾何誤差が存在するか整理されておらず、さらに、それらの幾何誤差が加工精度に及ぼす影響及び評価方法が明らかにされていない。
【0007】
本発明は、可動範囲が狭い工作機械において軸間の幾何誤差を容易に同定可能な幾何誤差同定方法を開示するものである。
【課題を解決するための手段】
【0008】
本発明の工作機械の幾何誤差同定方法は、回転中心線を中心として工作物とともに回転可能な回転部と、工具主軸を有し該工具主軸とは異なる向きの旋回中心線を中心として旋回可能な旋回部と、前記回転中心線周りの回転軸の運動と前記旋回中心線周りの旋回軸の運動と複数の直進軸の運動とを制御する制御部と、を備える工作機械において、前記工作物から前記工具主軸までにある軸間の幾何誤差を同定する幾何誤差同定方法であって、
(a1)前記工具主軸に中心が合うように基準球を配置するステップと、
(a2)位置計測装置の測定子が前記回転中心線に向くように前記位置計測装置を前記回転部に取り付けるステップと、
(a3)前記測定子を前記基準球の中心に向けた状態で前記旋回部と前記回転部の一方の回転対象を回転させながら前記測定子により前記基準球の位置を測定することにより、前記基準球の中心を基準として前記回転対象の回転角度に応じた変位データを取得するステップと、
(a4)前記幾何誤差を含む項を有して前記回転角度に応じた変位を表す数式と、前記変位データと、を用いて最小二乗法により前記幾何誤差を同定するステップと、
を含む、態様を有する。
【発明の効果】
【0009】
本発明によれば、可動範囲が狭い工作機械において軸間の幾何誤差を容易に同定可能な幾何誤差同定方法を提供することができる。
【図面の簡単な説明】
【0010】
主軸移動型旋盤の例を模式的に示す斜視図。
軸間の幾何誤差を模式的に示す図。
主軸移動型旋盤に基準球と位置計測装置を設ける例を模式的に示す図。
工具側ジグの例を模式的に示す図。
位置計測装置の例を模式的に示す図。
旋回部が-90°回転する時に基準球の中心のX,Z方向位置が変化する例を模式的に示す図。
回転部を回転させながら測定子により基準球の変位を測定する例を模式的に示す図。
旋回部を回転させながらZ,X軸で円弧補間を行い、測定子により基準球のX方向変位を測定する例を模式的に示す図。
旋回部を回転させながらZ,X軸で円弧補間を行い、測定子により基準球のY方向変位を測定する例を模式的に示す図。
C軸半径方向の変位データから幾何誤差を同定する手順の例を模式的に示す図。
B,Z,X軸同時制御時の変位データから幾何誤差を同定する手順の例を模式的に示す図。
B,Z,X軸同時制御時の変位データの例を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
6日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
26日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
12日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
5日前
個人
型枠製造装置のフレーム
16日前
株式会社アンド
半田付け方法
1か月前
キヤノン電子株式会社
加工システム
2か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
6日前
株式会社不二越
ブローチ盤
1か月前
住友重機械工業株式会社
加工装置
3か月前
津田駒工業株式会社
センタリングバイス
1か月前
有限会社 ナプラ
ソルダペースト
3か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
6日前
株式会社不二越
ブローチ盤
26日前
ビアメカニクス株式会社
レーザ加工装置
6日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































