TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025124405
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020434
出願日
2024-02-14
発明の名称
曲管の製造方法及び曲管
出願人
積水化学工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
F16L
43/00 20060101AFI20250819BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】低コストで汎用性の高い型で曲管を形成できる曲管の製造方法及び曲管を提供する。
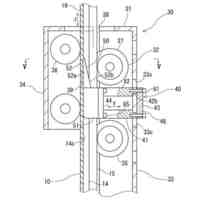
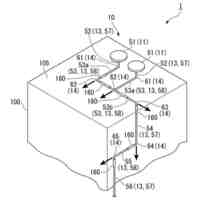
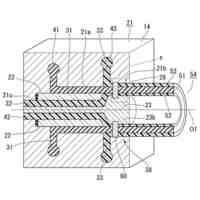
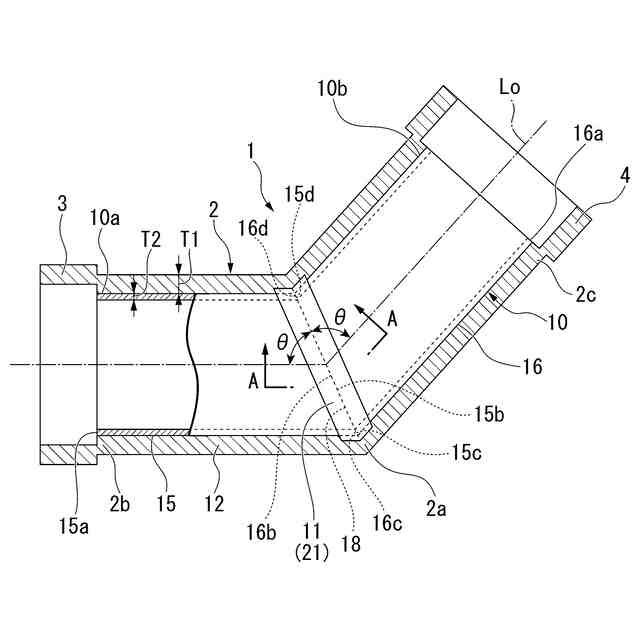
【解決手段】曲管の製造方法は、繊維強化プラスチックを含む少なくとも一層の内層10を含む筒状の初期部材を軸線Loに対して所定の角度θに切断する切断工程と、初期部材の切断面15b,16b同士を周方向に向きを変えて突き合わせた状態に接合することにより初期部材に曲げ部18を形成する接合工程と、曲げ部18を有する初期部材に外層12を形成する外層形成工程と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
繊維強化プラスチックを含む少なくとも一層の内層を含む筒状の初期部材を軸線に対して所定の角度に切断する切断工程と、
前記初期部材の切断面同士を周方向に向きを変えて突き合わせた状態に接合することにより前記初期部材に曲げ部を形成する接合工程と、
前記曲げ部を有する前記初期部材に外層を形成する外層形成工程と、を含む、曲管の製造方法。
続きを表示(約 480 文字)
【請求項2】
前記切断工程の前に、
型用管部材の周囲に内層を形成することで、前記初期部材を形成する初期部材形成工程と、
前記初期部材を前記型用管部材から取り外す脱型工程と、を含む、請求項1に記載の曲管の製造方法。
【請求項3】
前記接合工程では、前記初期部材の切断面同士を周方向に向きを変えて突き合わせた状態に、ハンドレイアップ法により接合する、請求項1又は請求項2に記載の曲管の製造方法。
【請求項4】
曲げ部を有する曲管であって、
繊維強化プラスチックを含む少なくとも一層の内層と、
前記内層に積層された少なくとも一層の外層と、を備え、
前記内層の少なくとも一層は、前記曲げ部において全周に亘って分断され、
前記外層は、前記曲げ部において軸線方向に連続し、
前記外層の厚みは、前記内層の厚みに対して3倍以上で50倍以下である、曲管。
【請求項5】
前記内層の少なくとも一層は、軸線方向において複数個所で分断されている、請求項4に記載の曲管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、 曲管の製造方法及び曲管に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば、繊維強化プラスチックを含む曲管を形成する方法としてフィラメントワインディング成形が知られている。フィラメントワインディング成形は、ロービングを1~数十本引き揃えて樹脂を含浸させながら筒状の型の曲胴部に巻き付ける。ロービングを巻き付けた後、樹脂を硬化させて型から脱型することにより繊維強化プラスチックを含む曲管を形成する(例えば、特許文献1参照)。
【0003】
また、曲管を形成する筒状の型に代えて、いわゆるシーソー型を使用する方法が知られている。シーソー型は、曲胴部に第1型及び第2型を備えている。第1型及び第2型は曲げ角度を調整可能に連結されている。よって、シーソー型によれば曲管の曲げ角度を変えることが可能である。
【先行技術文献】
【特許文献】
【0004】
特開2023-52911号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で使用する筒状の型は、曲率が一定のため曲率を変更する場合は曲率に応じた型が必要となり、コストが高くなる。
また、シーソー型は、特に曲胴部の形状が複雑でコストが高くなる。さらに、シーソー型は、曲管の長さの調整ができない上に、形成後の曲管の脱型が難しい。よって、複数層の曲管を形成する場合、シーソー型を取り付けた状態のまま複数層を形成する必要がある。加えて、シーソー型は、一般的にシーソー型の材料に金属が用いられ、重量が重い。このため、フィラメントワインディング成形に必要なクレーンや成形機等の付帯設備を大型にする必要がある。
【0006】
本発明は、前述した事情に鑑みてなされたものであって、低コストで汎用性の高い型で曲管を形成できる曲管の製造方法及び曲管を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明は以下の手段を提案している。
本発明の一態様に係る曲管の製造方法は、繊維強化プラスチックを含む少なくとも一層の内層を含む筒状の初期部材を軸線に対して所定の角度に切断する切断工程と、前記初期部材の切断面同士を周方向に向きを変えて突き合わせた状態に接合することにより前記初期部材に曲げ部を形成する接合工程と、前記曲げ部を有する前記初期部材に外層を形成する外層形成工程と、を含んでいる。
【発明の効果】
【0008】
本発明によれば、低コストで汎用性の高い型で曲管を形成できる曲管の製造方法及び曲管を提供できる。
【図面の簡単な説明】
【0009】
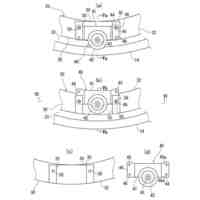
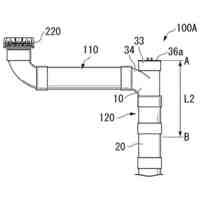
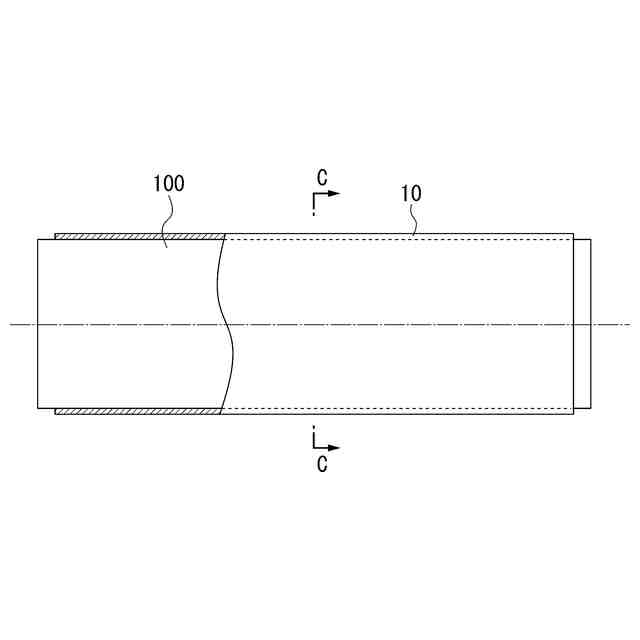
本発明の実施形態に係る曲管を示す平面図である。
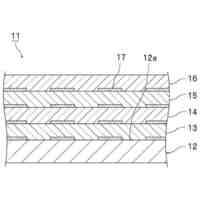
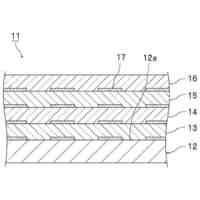
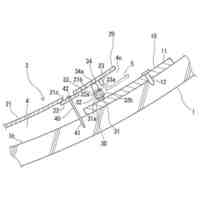
図1の曲管において外層を破断した断面図である。
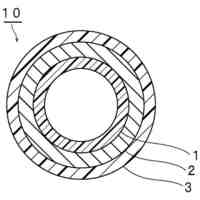
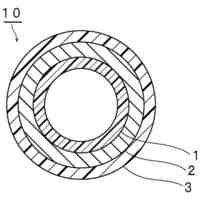
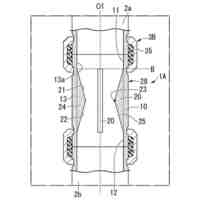
図2の曲管をA-A線で破断した断面図である。
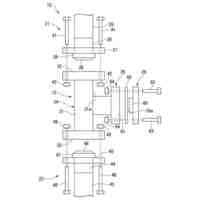
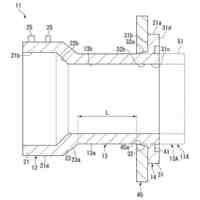
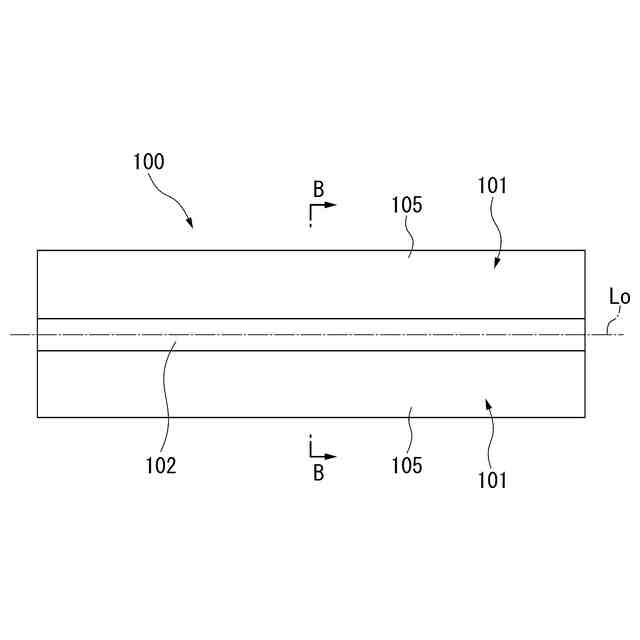
実施形態に係る型用管部材を示す側面図である。
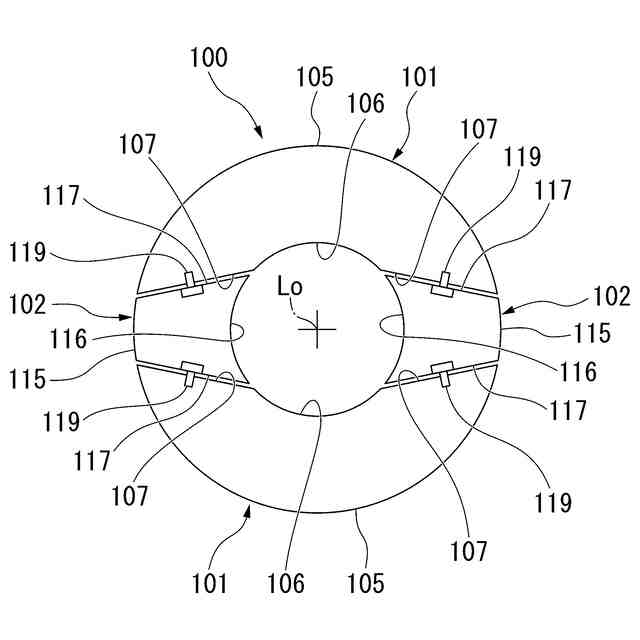
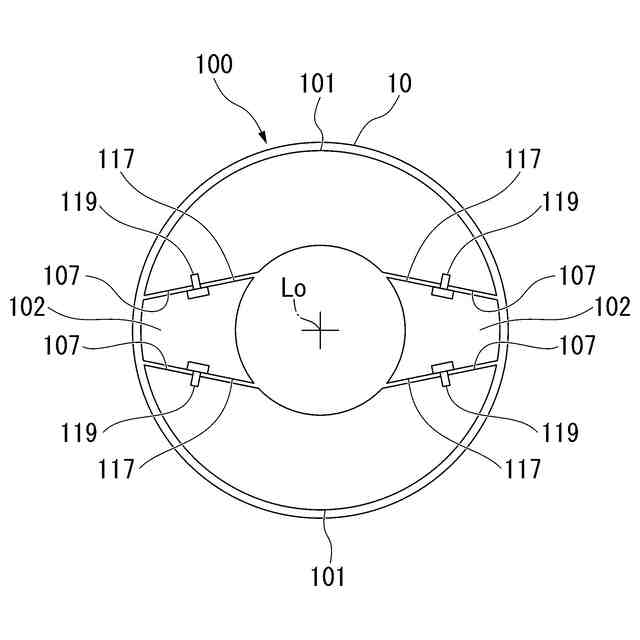
図4の型用管部材をB-B線で破断した断面図である。
実施形態に係る型用管部材の周囲に内層を形成する例を示す側面図である。
図6の型用管部材及び内層をC-C線で破断した断面図である。
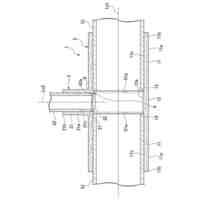
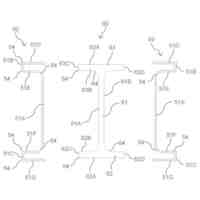
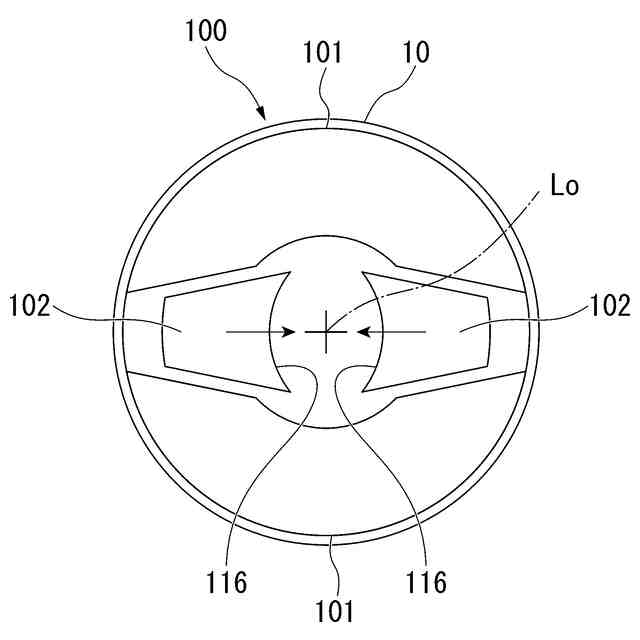
実施形態に係る型用管部材から初期部材を脱型するために第2型部材を移動する例を説明する断面図である。
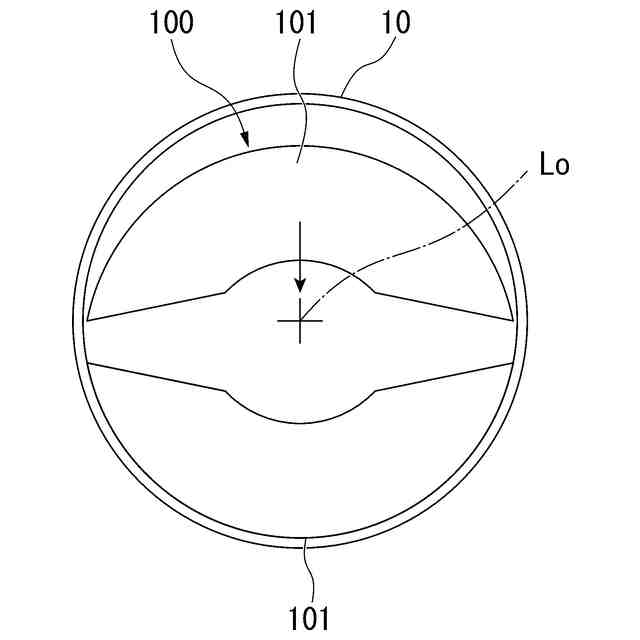
実施形態に係る型用管部材から初期部材を脱型するために第1型部材を移動する例を説明する断面図である。
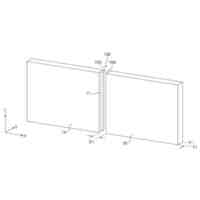
実施形態に係る初期部材を切断する例を説明する側面図である。
実施形態に係る初期部材を接合する例を説明する側面図である。
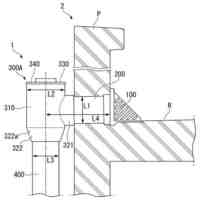
実施形態に係る第1部材に受け口型を取り付ける例を説明する側面図である。
実施形態に係る受け口型に支持部材を取り付けた状態を説明する側面図である。
実施形態に係る受け口型及び第1部材の周囲に第1外層を形成する例を説明する側面図である。
実施形態に係る受け口型及び第1部材の周囲に外層を形成した状態を説明する側面図である。
実施形態に係る第2部材に受け口型を取り付ける例を説明する側面図である。
実施形態に係る受け口型及び第2部材の周囲に第2外層を形成する例を説明する側面図である。
実施形態に係る変形例の初期部材の示す平面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しつつ本発明の一実施形態に係る曲管の製造方法及び曲管について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
管継手
13日前
積水化学工業株式会社
管継手
25日前
積水化学工業株式会社
多層管
今日
積水化学工業株式会社
多層管
今日
積水化学工業株式会社
樹脂材料
10日前
積水化学工業株式会社
樹脂材料
10日前
積水化学工業株式会社
製管装置
今日
積水化学工業株式会社
酸素発生剤
今日
積水化学工業株式会社
管更生方法
3日前
積水化学工業株式会社
吸音構造体
1か月前
積水化学工業株式会社
排水システム
26日前
積水化学工業株式会社
配管システム
今日
積水化学工業株式会社
雨水貯留装置
今日
積水化学工業株式会社
電波吸収シート
7日前
積水化学工業株式会社
巻き癖形成装置
19日前
積水化学工業株式会社
更生管支持装置
13日前
積水化学工業株式会社
表示素子用封止剤
1か月前
積水化学工業株式会社
雨水排水システム
20日前
積水化学工業株式会社
雨水排水システム
12日前
積水化学工業株式会社
フランジ付き樹脂継手
1か月前
積水化学工業株式会社
管継手及び配管システム
17日前
積水化学工業株式会社
曲管の製造方法及び曲管
13日前
積水化学工業株式会社
光学デバイス用シール剤
今日
積水化学工業株式会社
積層材及び積層材の製造方法
17日前
積水化学工業株式会社
成形被覆材、及び耐火被覆方法
1か月前
積水化学工業株式会社
雨水排水システムおよび建築物
20日前
積水化学工業株式会社
発注支援システム、発注支援方法
3日前
積水化学工業株式会社
雨水排水継手、雨水排水システム、及び建物
12日前
積水化学工業株式会社
更生管用組成物、更生管及び更生管の製造方法
3日前
積水化学工業株式会社
樹脂管及びその製造方法並びに樹脂管の製造装置
5日前
積水化学工業株式会社
事象識別装置、事象識別方法、およびプログラム
1か月前
積水化学工業株式会社
ガス製造装置、ガス製造システム及びガス製造方法
今日
積水化学工業株式会社
電気化学システム、及びカルボニル化合物の製造方法
3日前
積水化学工業株式会社
粘着テープ
1か月前
積水化学工業株式会社
用水管理装置
17日前
積水化学工業株式会社
有価物の製造システム、有価物の製造装置及び有価物の製造方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ