TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025123979
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019802
出願日
2024-02-13
発明の名称
研削盤及び研削盤の案内機構の加工方法
出願人
株式会社三井ハイテック
代理人
個人
主分類
B24B
7/02 20060101AFI20250818BHJP(研削;研磨)
要約
【課題】 振動を抑えつつ、より持続性の高い案内機構を実現した研削盤を提供する。
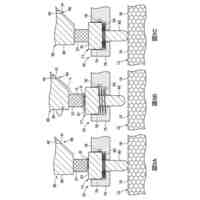
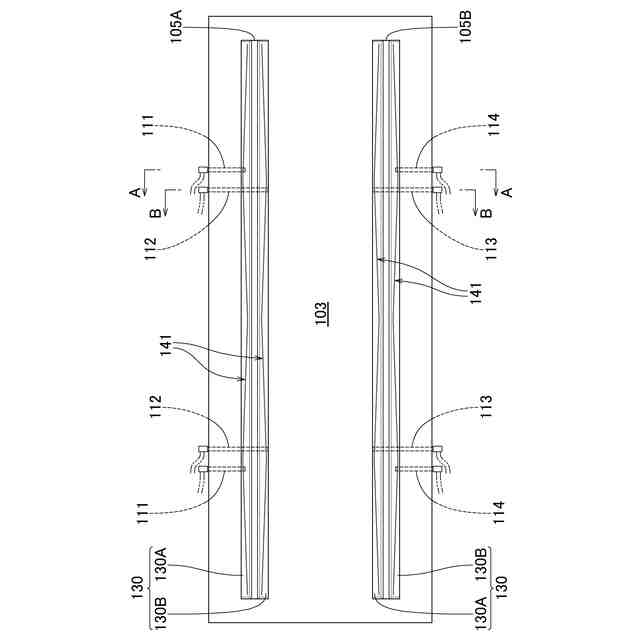
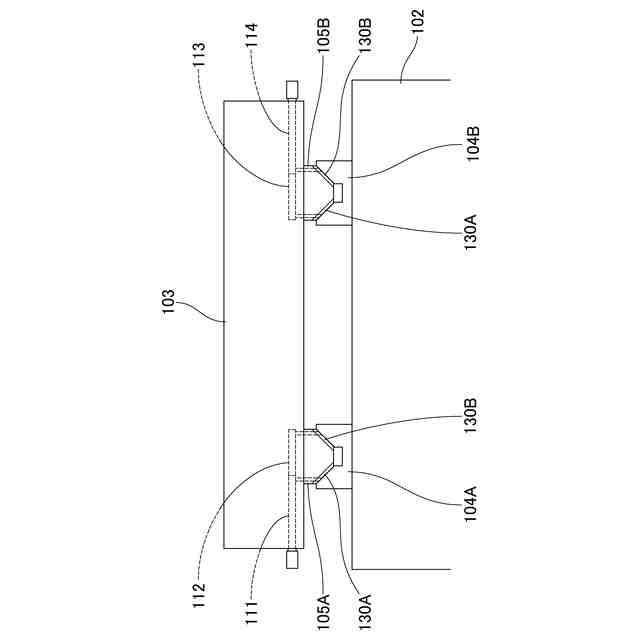
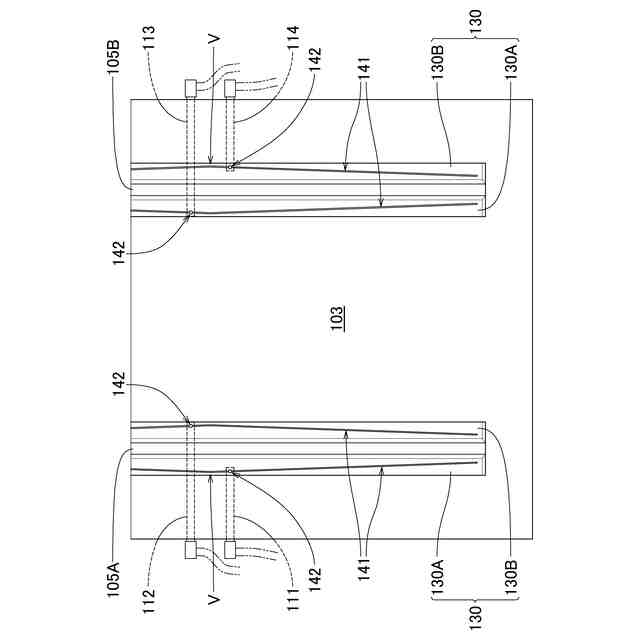
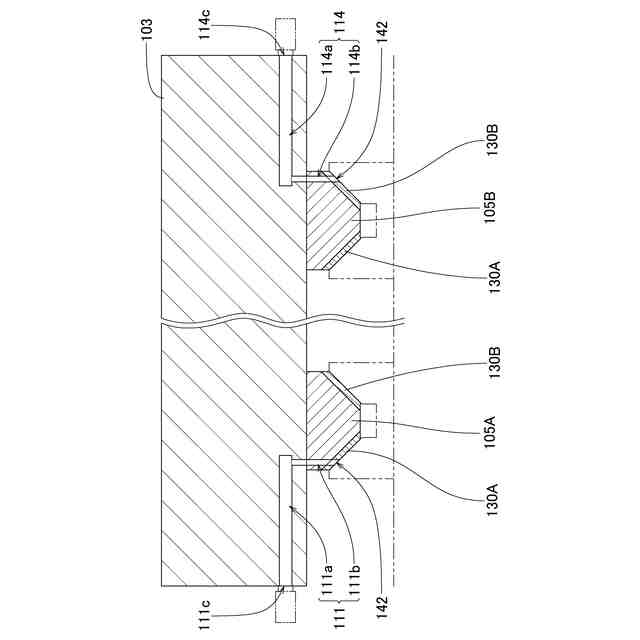
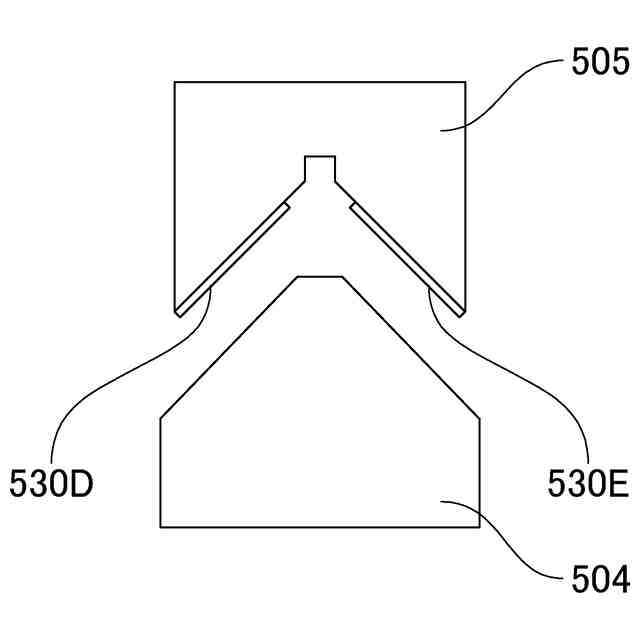
【解決手段】 テーブル103の案内機構における被ガイド部材105に固着されるシート材130に溝部141を設け、被ガイド部材105をガイド部材と面接触させることで、案内機構における微細な振動を抑えられる。また、シート材130の溝部141を介して、油供給口142から供給された潤滑油を効率的にシート材130に供給して、シート材130の摩耗による劣化を抑えられることとなり、案内機構の性能低下を抑制できる。
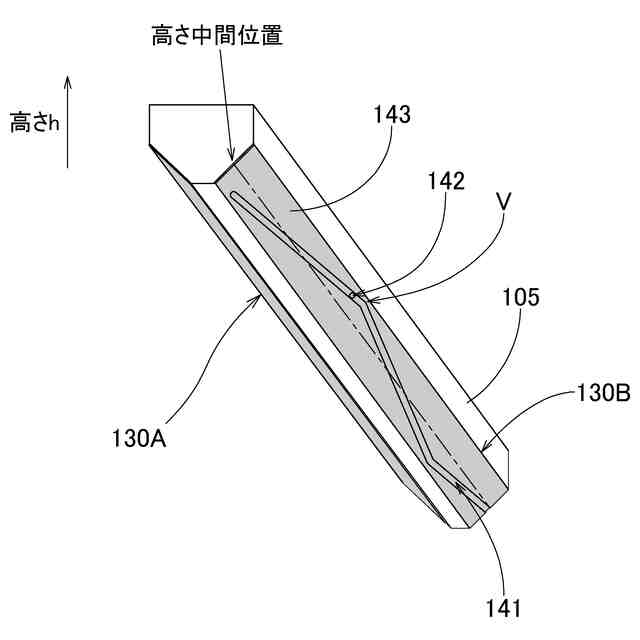
【選択図】 図5
特許請求の範囲
【請求項1】
研削対象の工作物を支持するテーブルをレール状のガイド部材に沿って摺動させ、定められた方向に案内する案内機構を有する研削盤において、
前記テーブルの下部に固定され、前記ガイド部材に沿って摺動可能とされる、前記ガイド部材より短いレール状の被ガイド部材と、
当該被ガイド部材に固着されて摺動面をなすフッ素樹脂製のシート材とを備え、
前記被ガイド部材が、短手方向に傾斜を有し、
前記シート材が、前記被ガイド部材の傾斜に対応して固着され、シート材全体を傾斜させ、前記摺動面に溝部を設けられると共に、溝部内に油供給口を設けられることを
特徴とする研削盤。
続きを表示(約 1,300 文字)
【請求項2】
前記請求項1に記載の研削盤において、
前記テーブルにおける外面部から前記油供給口の上方に達する第一の孔と、前記シート材の油供給口から前記被ガイド部材を貫通して前記テーブルに達し、前記第一の孔に連通する第二の孔とを組合せた孔である油通路が設けられることを
特徴とする研削盤。
【請求項3】
前記請求項2に記載の研削盤において、
前記被ガイド部材が、短手方向に傾いて前記ガイド部材に沿う複数の傾斜面を有し、
前記シート材が、前記被ガイド部材における複数の傾斜面ごとに固着され、
前記各シート材の油供給口に通じる複数の油通路が、いずれも前記テーブルにおける外面部の同一面に、油通路の孔開口部を位置させるように設けられることを
特徴とする研削盤。
【請求項4】
前記請求項2に記載の研削盤において、
前記油通路は、前記テーブルの外面部における油通路の孔開口部を、前記油供給口より上側に配置されると共に、少なくとも前記第二の孔との連通位置まで前記第一の孔を水平向き又は斜め下向きとされて設けられることを
特徴とする研削盤。
【請求項5】
前記請求項1に記載の研削盤において、
前記溝部が、当該溝部の平面視の形状として、所定の頂点位置から前記シート材の長手方向両側で当該長手方向に対し傾いた斜め方向にそれぞれ溝が直線状に連続して、前記頂点位置を挟んで対称である逆V字状とされる基本単位形状を有し、
前記溝部の平面視の全体形状が、前記基本単位形状を前記シート材の長手方向に一つ又は複数並べて配置した形状とされることを
特徴とする研削盤。
【請求項6】
前記請求項5に記載の研削盤において、
前記油供給口が、前記溝部における前記基本単位形状ごとに、前記頂点位置又は当該頂点位置の近傍の位置に設けられることを
特徴とする研削盤。
【請求項7】
前記請求項1に記載の研削盤において、
前記シート材の溝部の端部が、シート材の短手方向における端部の近傍と、長手方向における端部の近傍との少なくとも一方に位置して、溝部がシート材の短手方向及び長手方向のいずれの端部にも達していないことを
特徴とする研削盤。
【請求項8】
前記請求項1に記載の研削盤において、
前記溝部が、溝の深さと幅の少なくとも一方を、溝端部に近い部位で他部位より小さくされて設けられることを
特徴とする研削盤。
【請求項9】
研削盤に用いられる摺動による案内機構における、摺動面をなす所定の部材に対する加工方法において、
前記案内機構の一部である被ガイド部材に接着により固着されて前記摺動面をなすフッ素樹脂製のシート材に対し、当該シート材が被ガイド部材にあらかじめ固着された状態で溝加工を行い、前記シート材の摺動面に溝部を設けることを
特徴とする研削盤の案内機構の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作物を研削する研削盤に関し、特に研削盤の摺動面を改良した研削盤に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、研削盤では、研削対象の工作物を支持するテーブルの案内機構として、高速度での移動を伴う案内に適したボールガイドや中空ローラガイドが用いられていた。また、研削盤をはじめとする工作機械におけるテーブルの案内機構において、フッ素樹脂材を摺動部分に用いたすべりガイドを適用する技術が知られている。
例えば、特許文献1には、ポリテトラフルオロエチレン樹脂(以下、PTFEと略記する)を主成分とした潤滑油併用のシート状摺動部材について、可及的に製造容易な構造が開示されている。
【0003】
特許文献1の摺動部材は、工作物の支持台を所定の方向に案内する案内面と、この案内面に摺接して案内される被案内面と、これら案内面と被案内面との間に保持する潤滑油とを備えた工作機械の案内構造用摺動部材である。この摺動部材は、案内構造における案内面または被案内面を形成するものである。そして、摺動部材は、PTFEを主成分とするシート状基材からなり、このシート状基材の両面を化学処理して接着性を向上させると共に、シート状基材の潤滑油保持面に複数の凸部を設け、これら凸部の頂上部を研磨して複数の摺接用滑面を設けられている。
【先行技術文献】
【特許文献】
【0004】
特開2010-23180号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
研削盤におけるテーブルの案内機構にボールガイドや中空ローラガイドを用いる場合、ボールガイドや中空ローラガイドはガイド部材や案内対象物と点接触をしている。そのため、ボール間の隙間や中空ローラ間の隙間が原因で、テーブルの移動の際にテーブルに微細な振動が生じていた。そして、生じた振動が原因で研削対象の工作物の表面に研削むらが生じるという課題を有していた。
【0006】
一方、ボールガイドや中空ローラガイドを用いない低負荷用の案内機構の例として、研削盤におけるテーブルの案内機構にすべりガイドを用いて、摺動部材としてフッ素樹脂材を適用することも従来から提案されていた。しかしながら、この場合、摩耗によりフッ素樹脂材の劣化が生じてしまい、結果として、摺動抵抗の増加等の案内機構の性能低下が生じるという課題を有していた。
【0007】
本発明の開示は前記課題を解消するためになされたもので、振動を抑えつつ、案内機構の性能の低下がより生じにくい研削盤、及び、研削盤の案内機構の加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の開示に係る研削盤は、研削対象の工作物を支持するテーブルをレール状のガイド部材に沿って定められた方向に案内する摺動による案内機構を有する研削盤において、前記テーブルの下部に固定され、前記ガイド部材に沿って摺動可能とされる、前記ガイド部材より短いレール状の被ガイド部材と、当該被ガイド部材に固着されて摺動面をなすフッ素樹脂製のシート材とを備え、前記被ガイド部材が、短手方向に傾斜を有し、前記シート材が、前記被ガイド部材の傾斜に対応して固着され、シート材全体を傾斜させ、前記摺動面に溝部を設けられると共に、溝部内に油供給口を設けられるものである。
【0009】
このように本発明の開示によれば、被ガイド部材に固着されたシート材がこれらを支えるガイド部材と面接触する。これにより、ガイド部材と点接触するボールガイドや中空ローラガイドを用いる場合に比べて、案内機構における隙間が生じにくく、隙間に起因する微細な振動を抑えられる。
【0010】
また、シート材の溝部を介して、油供給口から供給された潤滑油を、シート材に供給できる。傾斜したシート材の油供給口から供給される潤滑油は、重力に従い移動する。これにより、シート材に溝部を適切に配置すれば、潤滑油が溝部に行き渡りやすく、潤滑油をより効率的にシート材に供給して、シート材の摩耗による劣化を抑えられることとなり、案内機構の性能低下を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
1か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社ニッチュー
ブラスト装置
2か月前
不二空機株式会社
可搬型動力工具
2か月前
シンクス株式会社
ボード切断装置
3か月前
株式会社IHI
ブラストガン
6か月前
株式会社ディスコ
砥石
2か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
トヨタ自動車株式会社
バリ取り装置
5か月前
キヤノン電子株式会社
加工工具、及び、加工装置
5か月前
オークマ株式会社
円筒研削盤
2か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
株式会社東京精密
研削装置
7日前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社ディスコ
加工装置
6か月前
株式会社東京精密
ワーク加工装置
3か月前
株式会社ディスコ
研削装置
1か月前
NTN株式会社
加工装置
6か月前
株式会社東京精密
ワーク加工装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
株式会社ディスコ
加工方法
3か月前
Mipox株式会社
研磨部材の製造方法
12日前
旭化成株式会社
研磨パッド
13日前
中村留精密工業株式会社
レンズ保持装置
3か月前
Mipox株式会社
研磨部材の製造方法
12日前
嘉澤端子工業股分有限公司
グラインダー
3か月前
Mipox株式会社
研磨部材の製造方法
12日前
株式会社マキタ
サンダ
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ