TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025123767
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019429
出願日
2024-02-13
発明の名称
切削方法及び切削装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
53/00 20060101AFI20250818BHJP(研削;研磨)
要約
【課題】過度に切削ブレードを消耗させることなく真円出しを行うことができること。
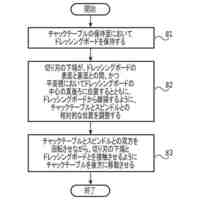
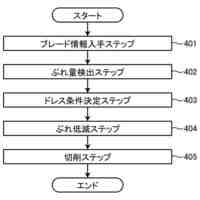
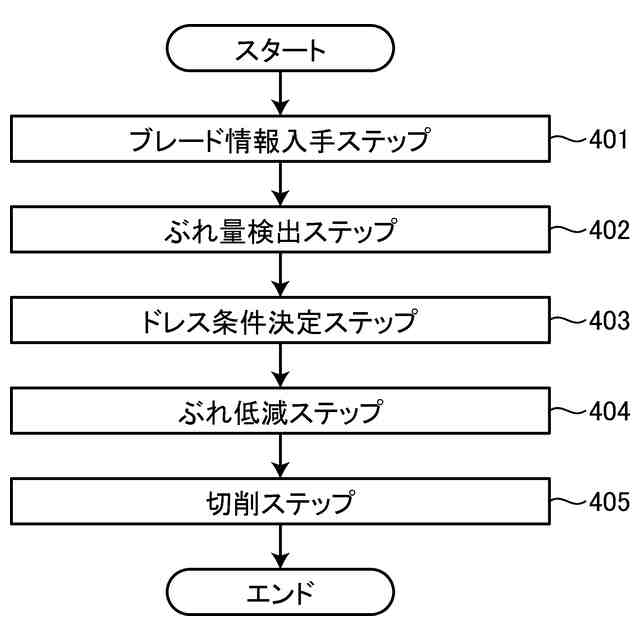
【解決手段】切削方法は、切削ブレードのぶれ量を検出するぶれ量検出ステップ402と、少なくともぶれ量検出ステップ402で検出されたぶれ量に基づいてドレス条件を決定するドレス条件決定ステップ403と、切削ブレードでドレス部材をドレス条件で切削することで切削ブレードを消耗させ、ぶれ量検出ステップ402で検出されたぶれ量を低減させるぶれ低減ステップ404と、被加工物を切削ブレードで切削する切削ステップ405と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
被加工物を切削ブレードで切削する切削ステップと、
該切削ブレードのぶれ量を検出するぶれ量検出ステップと、
少なくとも該ぶれ量検出ステップで検出されたぶれ量に基づいてドレス条件を決定するドレス条件決定ステップと、
該切削ブレードでドレス部材を該ドレス条件で切削することで該切削ブレードを消耗させ、該ぶれ量検出ステップで検出されたぶれ量を低減させるぶれ低減ステップと、を備えた切削方法。
続きを表示(約 760 文字)
【請求項2】
切削距離、切り込み深さ、切削速度の少なくとも1つを変化させて該切削ブレードで該ドレス部材を切削したときにおける、該切削ブレードの消耗量変化、または該切削ブレードのぶれ量変化の情報を入手するブレード情報入手ステップを備え、
該ドレス条件決定ステップでは、該ブレード情報入手ステップで入手した該情報と、該ぶれ量検出ステップで検出された該ぶれ量と、に基づいて該ドレス条件を決定する、
請求項1に記載の切削方法。
【請求項3】
該ドレス条件決定ステップは、
該切削ブレードで該ドレス部材を試し条件で切削する試し切削サブステップと、
該試し切削サブステップの前後における該切削ブレードのぶれ量の変化を検出する試し切削前後ぶれ量変化検出サブステップと、を含み、
該試し切削前後ぶれ量変化検出サブステップで検出された試し切削前後のぶれ量の差と、該試し条件と、該ぶれ量検出ステップで検出された該ぶれ量と、に基づいて該ドレス条件を決定する、請求項1に記載の切削方法。
【請求項4】
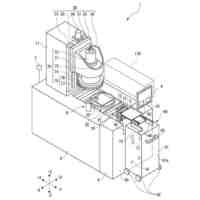
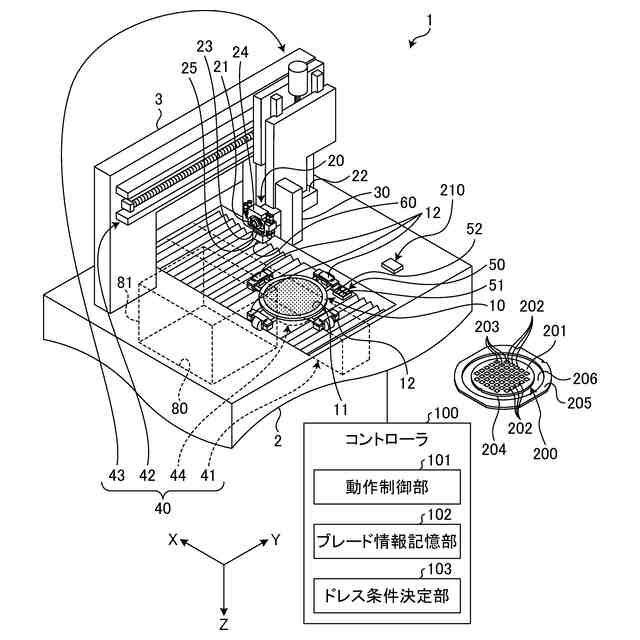
被加工物を保持する保持ユニットと、
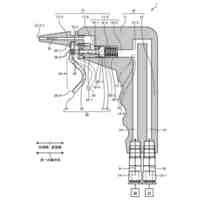
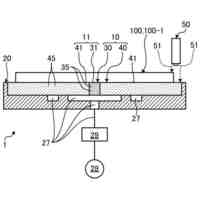
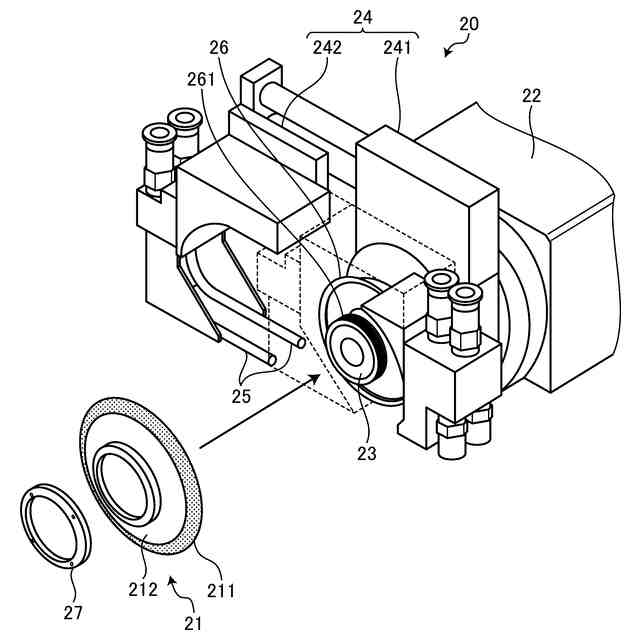
該保持ユニットで保持された被加工物を切削する切削ブレードが着脱自在に固定されるスピンドルを有した切削ユニットと、
該切削ユニットを該保持ユニットで保持された被加工物に対して相対移動させる移動ユニットと、
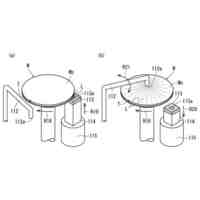
該切削ブレードのぶれ量を検出するぶれ量検出ユニットと、
少なくとも該切削ユニットと該移動ユニットと該ぶれ量検出ユニットとを制御する制御ユニットと、を備え、
該制御ユニットは、少なくとも該ぶれ量検出ユニットで検出されたぶれ量に基づいてドレス条件を決定するドレス条件決定部を有する、切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削方法及び切削装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
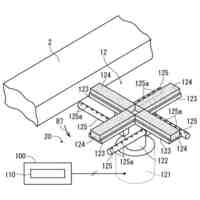
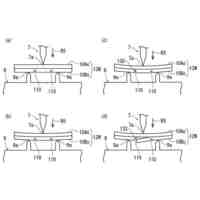
切削ブレードを切削装置のスピンドルに装着した後、切削ブレードの回転中心とスピンドルの軸心との偏心を修正するために、切削ブレードでドレス部材を切削することで切削ブレードを消耗させる真円出しドレスを行なっている。
【0003】
そして、切削ブレードの種類毎にドレス条件を記憶した切削装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2013-202740号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
切削ブレードの装着状態によって偏心量はまちまちであるが、従来、切削ブレードの内径誤差や切削ブレードのフランジに対する取付け誤差等を踏まえて算出される最大偏心量をドレスによって除去できるようなドレス条件が設定されていた。
【0006】
従って、真円を出すために過度に切削ブレードを消耗させてしまうこともあり、改善が切望されていた。
【0007】
本発明の目的は、過度に切削ブレードを消耗させることなく真円出しを行うことができる切削方法及び切削装置を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の切削方法は、被加工物を切削ブレードで切削する切削ステップと、該切削ブレードのぶれ量を検出するぶれ量検出ステップと、少なくとも該ぶれ量検出ステップで検出されたぶれ量に基づいてドレス条件を決定するドレス条件決定ステップと、該切削ブレードでドレス部材を該ドレス条件で切削することで該切削ブレードを消耗させ、該ぶれ量検出ステップで検出されたぶれ量を低減させるぶれ低減ステップと、を備えたことを特徴とする。
【0009】
前記切削方法において、切削距離、切り込み深さ、切削速度の少なくとも1つを変化させて該切削ブレードで該ドレス部材を切削したときにおける、該切削ブレードの消耗量変化、または該切削ブレードのぶれ量変化の情報を入手するブレード情報入手ステップを備え、該ドレス条件決定ステップでは、該ブレード情報入手ステップで入手した該情報と、該ぶれ量検出ステップで検出された該ぶれ量と、に基づいて該ドレス条件を決定しても良い。
【0010】
前記切削方法において、該ドレス条件決定ステップは、該切削ブレードで該ドレス部材を試し条件で切削する試し切削サブステップと、該試し切削サブステップの前後における該切削ブレードのぶれ量の変化を検出する試し切削前後ぶれ量変化検出サブステップと、を含み、該試し切削前後ぶれ量変化検出サブステップで検出された試し切削前後のぶれ量の差と、該試し条件と、該ぶれ量検出ステップで検出された該ぶれ量と、に基づいて該ドレス条件を決定しても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
ノズル
2日前
株式会社ディスコ
研削装置
27日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工方法
3日前
株式会社ディスコ
研削装置
18日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
フレーム
2日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
切削装置
2日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工装置
24日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
薬液管理方法
26日前
株式会社ディスコ
シート貼着装置
3日前
株式会社ディスコ
液体供給システム
2日前
株式会社ディスコ
ドレッシング方法
23日前
株式会社ディスコ
ドレッシング方法
16日前
株式会社ディスコ
接合強度検査方法
12日前
株式会社ディスコ
チャックテーブル
12日前
株式会社ディスコ
ウェーハの製造方法
10日前
株式会社ディスコ
ウエーハの加工装置
23日前
株式会社ディスコ
ウエーハの加工方法
13日前
株式会社ディスコ
洗浄液供給システム
12日前
株式会社ディスコ
被加工物の加工方法
10日前
株式会社ディスコ
被加工物の加工方法
2日前
株式会社ディスコ
洗浄装置及び洗浄方法
16日前
株式会社ディスコ
加工装置及び加工方法
26日前
株式会社ディスコ
切削方法及び切削装置
27日前
株式会社ディスコ
測定方法及び測定治具
18日前
株式会社ディスコ
砥石及び研削ホイール
24日前
株式会社ディスコ
切削方法及び切削装置
10日前
株式会社ディスコ
押圧試験装置の評価方法
2日前
株式会社ディスコ
切削ブレードのドレス方法
10日前
株式会社ディスコ
貼り合わせ基板の加工方法
2日前
株式会社ディスコ
異常予知方法及び加工装置
13日前
株式会社ディスコ
保持プレート及び洗浄装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ