TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025119364
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014227
出願日
2024-02-01
発明の名称
抵抗溶接方法及び装置
出願人
愛知産業株式会社
,
学校法人常翔学園
代理人
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250806BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ボルト・ろう付けなど板間素材や処理を必要とせず、時間・コスト制限や実用性の観点から社会実装に耐えうる、新たなアルミニウム系板と鋼系板の異種金属間の抵抗溶接方法及び装置を提供すること。
【解決手段】、アルミニウム系板と鋼系板の異種金属間の抵抗溶接方法であって、アルミニウム系板と溶接電極との接触部分の周囲を、流体により冷却しながら溶接することからなる。さらに、流体を溶接電極の軸と平行に、溶接電極との接触部分の周囲に向けて流出させ、接触部分の周囲全体を局所的に冷却しながら溶接することからなる。
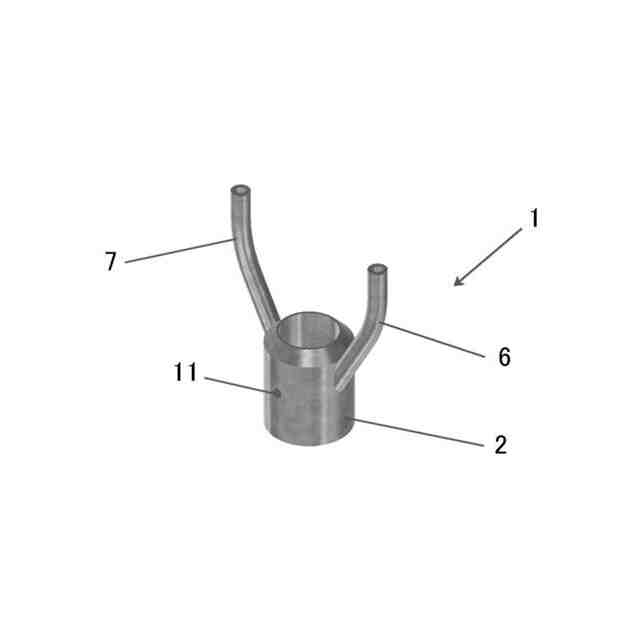
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム系板と鋼系板の異種金属間の抵抗溶接方法であって、
前記アルミニウム系板と溶接電極との接触部分の周囲を、
流体により冷却しながら溶接することを特徴とする抵抗溶接方法。
続きを表示(約 820 文字)
【請求項2】
前記流体を前記溶接電極の軸と平行に、前記溶接電極との接触部分の周囲に向けて流出させ、前記接触部分の周囲全体を局所的に冷却しながら溶接することを特徴とする、請求項1に記載の抵抗溶接方法。
【請求項3】
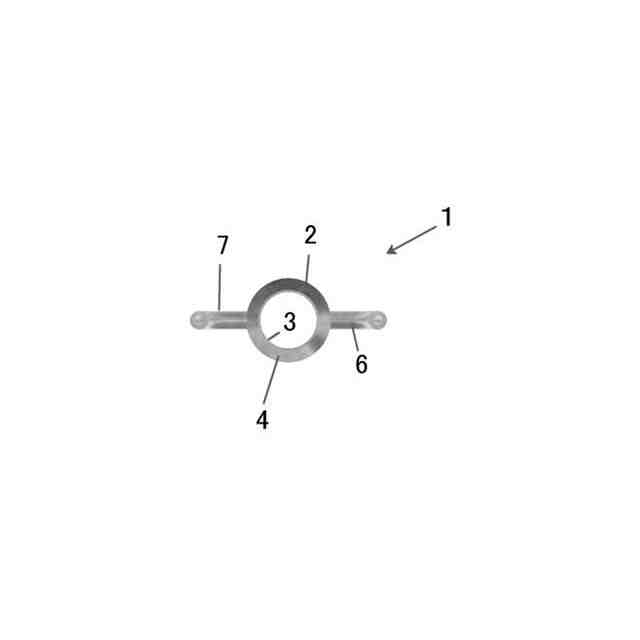
スポット溶接用電極用のアタッチメントであって、
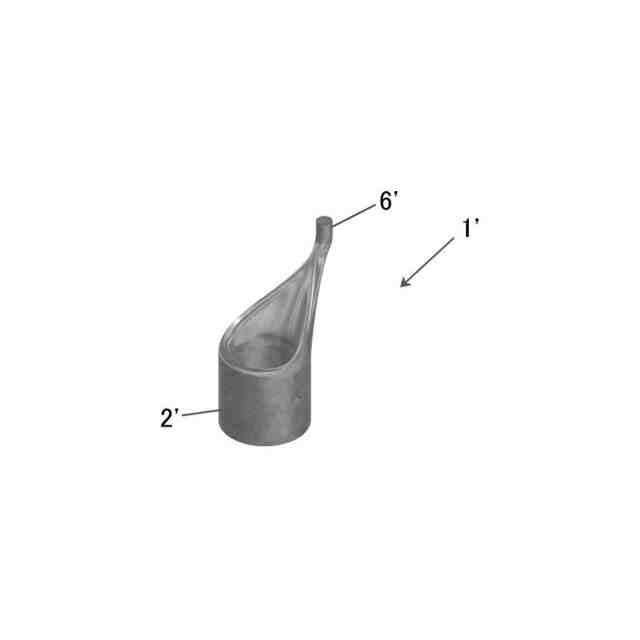
筒状体を構成する外周壁、内周壁、上部壁と、前記外周壁及び前記内周壁の間に設けられた通流部とを備え、
前記外周壁又は前記上部壁には、前記通流部への流体供給部が設けられ、
前記流体供給部から供給された流体を下部からアタッチメント外へ流出可能なアタッチメントを用いて、前記筒状体内に溶接電極を配置し、局所的に前記接触部分周囲を冷却しながらスポット溶接を行う、請求項1に記載の抵抗溶接方法。
【請求項4】
前記アタッチメントの前記内部壁が、前記溶接電極と接していることを特徴とする請求項3に記載の抵抗溶接方法。
【請求項5】
前記流体が、冷却装置で冷却された15度以下の気体であることを特徴とする請求項2に記載の抵抗溶接方法。
【請求項6】
前記流体が、冷却装置で冷却された15度以下の気体であることを特徴とする請求項3に記載の抵抗溶接方法。
【請求項7】
前記冷却装置で冷却された10度以下の気体であることを特徴とする請求項5に記載の抵抗溶接方法。
【請求項8】
前記冷却装置で冷却された10度以下の気体であることを特徴とする請求項6に記載の抵抗溶接方法。
【請求項9】
前記流体が空気であることを特徴とする、請求項1から8のいずれか1項に記載の抵抗溶接方法。
【請求項10】
前記溶接電極と、前記溶接電極との接触部分の周囲とを、同時に冷却することを特徴とする請求項9に記載の抵抗溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗溶接方法及び装置に関する。より詳細には、アルミニウム系板と鋼系板の異種金属間の抵抗溶接方法及び装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年の自動車業界においては、車体軽量化による燃費性能の向上等を目的として、アルミニウム合金を用いたマルチマテリアル化が提唱されている。このため、アルミニウム系板(アルミニウム合金板)と鋼系板(鉄系板)との異種金属接合技術の需要が高くなっている。
【0003】
一方、自動車産業における接合技術である抵抗溶接、特に抵抗スポット溶接は、生産ラインの自動化が容易で、1打点当たりのコストが安価であることから、最も汎用されている接合方法である。
【0004】
しかしながら、アルミニウムは融点が低く、かつ熱伝導率が非常に高く、抵抗溶接には本来不適である。しかも、アルミニウム系板と鋼系板との異種金属接合においては、溶融温度に大きな開きがあり難易度が高いというだけでなく、接合界面にはFe3Al, FeAl, FeAl2, Fe2Al5, FeAl3などの不安定な金属間化合物(IMC:Intermetallic compound)を生じる結果、脆性な特性を有してしまい、十分な接合強度を得られない。ろう付法も、接合部におけるの制御・高信頼性化には問題がある。
【0005】
このような中、アルミニウム系板と鋼系板との異種金属接合についてはいくつかの研究結果が報じられており、技術的な側面からは不可能とはいえない状況となっている。しかしながら、例えば摩擦圧接では材料形状に制約があり、また接合時には変形を伴うこととなり,拡散接合では前処理、制御に困難性があり、時間・コスト制約が厳しく大量製造に適用できない。
【0006】
すなわち、時間・コスト制限や実用性の観点から問題を解決したとは言えず、未だボルト接合などの物理的接合が用いられているという実情がある。
【先行技術文献】
【特許文献】
【0007】
日本金属学会誌 第77巻第7号(2013)259-267
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで、本発明は、ボルト・ろう付けなど板間素材や処理を必要とせず、時間・コスト制限や実用性の観点から社会実装に耐えうる、新たなアルミニウム系板と鋼系板の異種金属間の抵抗溶接方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決すべく、本発明の抵抗溶接方法は、アルミニウム系板と鋼系板の異種金属間の抵抗溶接方法であって、前記アルミニウム系板と溶接電極との接触部分の周囲を、流体により冷却しながら溶接することからなる。
【0010】
さらに、前記流体を前記溶接電極の軸と平行に、前記溶接電極との接触部分の周囲に向けて流出させ、前記接触部分の周囲全体を局所的に冷却しながら溶接することが好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
7か月前
個人
フライス盤
3か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社不二越
ドリル
6か月前
株式会社北川鉄工所
回転装置
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
キヤノン電子株式会社
加工装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
27日前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
2か月前
株式会社富田製作所
支持構造
1か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
6か月前
睦月電機株式会社
金属表面処理方法
1か月前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
2か月前
村田機械株式会社
レーザ加工機
6か月前
村田機械株式会社
レーザ加工機
6か月前
大見工業株式会社
ドリル
4か月前
株式会社向洋技研
スタッドの製造方法
1か月前
株式会社ツガミ
工作機械
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ

































