TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113889
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024008280
出願日
2024-01-23
発明の名称
はんだペースト及びはんだ継手
出願人
千住金属工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
35/22 20060101AFI20250728BHJP(工作機械;他に分類されない金属加工)
要約
【課題】耐熱性に優れるとともに、はんだ接合の際にボイドの発生をより抑制することができる、はんだペースト、及び、そのはんだペーストを用いて形成されたはんだ継手を提供する。
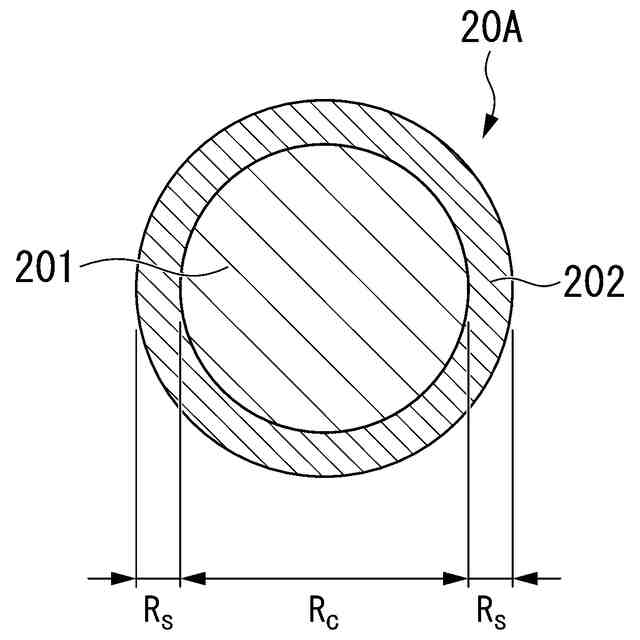
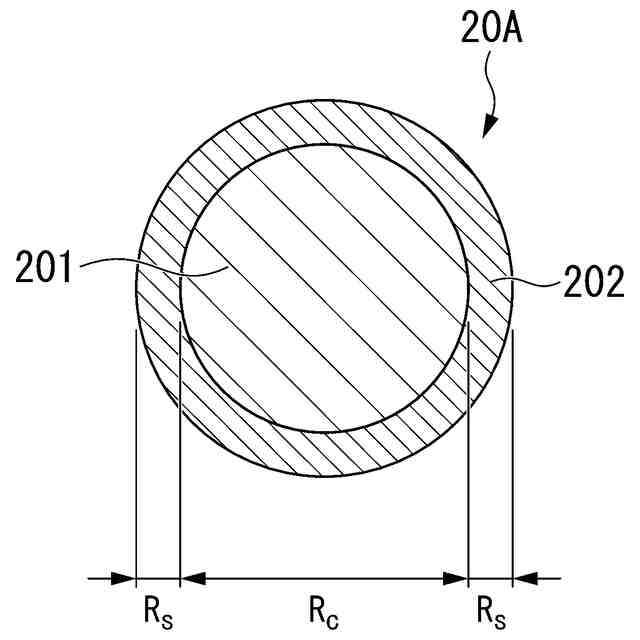
【解決手段】第1金属粉末と、第2金属粉末と、フラックスと、を含有するはんだペーストを採用する。第1金属粉末は、Snを含む。第2金属粉末20Aは、Ni及びFeを含む合金からなるコア部201と、コア部201を被覆するNiを含む金属からなる表層202とを有する。第2金属粉末20Aの表層202を形成する金属中のNiの含有量は、第2金属粉末20Aの表層202を形成する金属の総質量に対して、50質量%以上である。第2金属粉末20Aの表層202の厚さは、0.05μm以上1.20μm未満である。
【選択図】図1
特許請求の範囲
【請求項1】
第1金属粉末と、第2金属粉末と、フラックスと、を含有するはんだペーストであって、
前記第1金属粉末は、Snを含み、
前記第2金属粉末は、Ni及びFeを含む合金からなるコア部と、前記コア部を被覆し、Niを含む金属からなる表層とを有し、
前記第1金属粉末中のSnの含有量は、前記第1金属粉末の総質量に対して、20質量%以上100質量%以下であり、
前記第2金属粉末の前記コア部を形成する金属中のNiの含有量が、前記第2金属粉末の前記コア部を形成する金属の総質量に対して、80質量%以上99質量%以下であり、
前記第2金属粉末の前記コア部を形成する金属中のFeの含有量が、前記第2金属粉末の前記コア部を形成する金属の総質量に対して、1質量%以上20質量%以下であり、
前記第2金属粉末の前記表層を形成する金属中のNiの含有量は、前記第2金属粉末の前記表層を形成する金属の総質量に対して、50質量%以上であり、
前記第1金属粉末の粒径が、0.1~1000μmであり、
前記第2金属粉末の粒径が、0.2~1000μmであり、
前記第2金属粉末の前記表層の厚さは、0.05μm以上1.20μm未満である、
はんだペースト。
続きを表示(約 200 文字)
【請求項2】
前記第1金属粉末の含有量は、前記第1金属粉末及び前記第2金属粉末の合計の質量に対して、30~99質量%であり、
前記第2金属粉末の含有量は、前記第1金属粉末及び前記第2金属粉末の合計の質量に対して、1~70質量%である、
請求項1に記載のはんだペースト。
【請求項3】
請求項1又は2に記載のはんだペーストを用いて形成されたはんだ継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、はんだペースト及びはんだ継手に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
近年では、炭化ケイ素(SiC)等を用いたパワー半導体素子の動作環境の高温化に伴い、はんだ継手の部位が250~280℃程度に達することがある。このため、このような高温条件での動作時に、溶融しない高温はんだが求められている。
【0003】
上記はんだ継手の作製には、はんだ付け材料として、各種のはんだペーストが用いられている。例えば、はんだペーストとしては、低温焼結が可能なAgペースト、欧州連合によるRoHS指令に対応したTLP(Transient Liquid Phase、液相拡散)ペーストが挙げられる。
TLPペーストは、複数種類のはんだ粉末を含有するペーストである。TLPペーストにおいては、加熱時にはんだ粉末同士が高融点の化合物を形成する。その結果、はんだ継手が再加熱されたとしても再溶融を抑制することができ、耐熱性を高めることが可能となる。このようなTLPペーストとして、例えば、Cuボール及びSnはんだボールを、フラックスを介して分散させたペースト、が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2012-91223号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたようなフラックスを含有するはんだペーストは、はんだ粉末の溶融時にガス化したフラックスが溶融はんだ中に留まり、凝固時にボイドが大量に発生しやすい、という問題がある。特に、凝固時に、高融点の化合物が形成されるTLPペーストでは、流動性が低下し、ガス化したフラックスが外部に放出され難くなる。
【0006】
本発明は、上記の事情に鑑みてなされたものであり、耐熱性に優れるとともに、はんだ接合の際にボイドの発生をより抑制することができる、はんだペースト、及び、そのはんだペースト用いて形成されたはんだ継手を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下の態様を含む。
[1]第1金属粉末と、第2金属粉末と、フラックスと、を含有するはんだペーストであって、前記第1金属粉末は、Snを含み、前記第2金属粉末は、Ni及びFeを含む合金からなるコア部と、前記コア部を被覆し、Niを含む金属からなる表層とを有し、前記第1金属粉末中のSnの含有量は、前記第1金属粉末の総質量に対して、20質量%以上100質量%以下であり、前記第2金属粉末の前記コア部を形成する金属中のNiの含有量が、前記第2金属粉末の前記コア部を形成する金属の総質量に対して、80質量%以上99質量%以下であり、前記第2金属粉末の前記コア部を形成する金属中のFeの含有量が、前記第2金属粉末の前記コア部を形成する金属の総質量に対して、1質量%以上20質量%以下であり、前記第2金属粉末の前記表層を形成する金属中のNiの含有量は、前記第2金属粉末の前記表層を形成する金属の総質量に対して、50質量%以上であり、前記第1金属粉末の粒径が、0.1~1000μmであり、前記第2金属粉末の粒径が、0.2~1000μmであり、前記第2金属粉末の前記表層の厚さは、0.05μm以上1.20μm未満である、はんだペースト。
[2]前記第1金属粉末の含有量は、前記第1金属粉末及び前記第2金属粉末の合計の質量に対して、30~99質量%であり、前記第2金属粉末の含有量は、前記第1金属粉末及び前記第2金属粉末の合計の質量に対して、1~70質量%である、[1]に記載のはんだペースト。
[3][1]又は[2]に記載のはんだペーストを用いて形成されたはんだ継手。
【発明の効果】
【0008】
本発明によれば、耐熱性に優れるとともに、はんだ接合の際にボイドの発生をより抑制することができる、はんだペーストを提供することができる。
【図面の簡単な説明】
【0009】
はんだペーストの第1実施形態における第2金属粉末20Aの断面を示す模式図である。
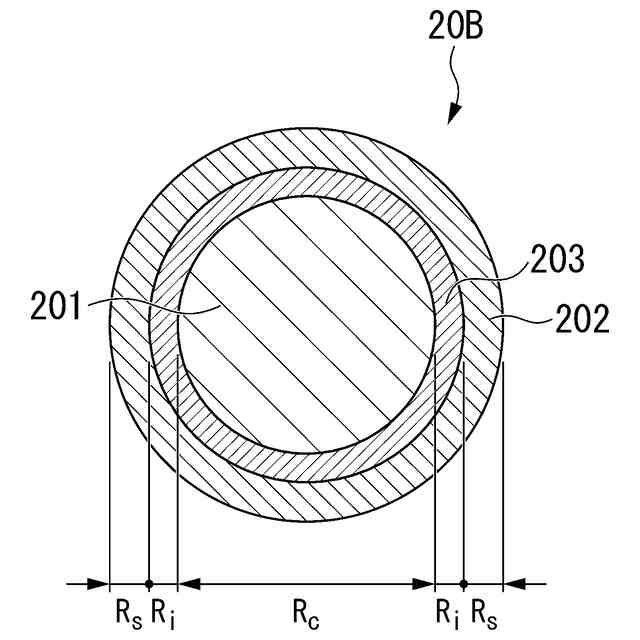
はんだペーストの第2実施形態における第2金属粉末20Bの断面を示す模式図である。
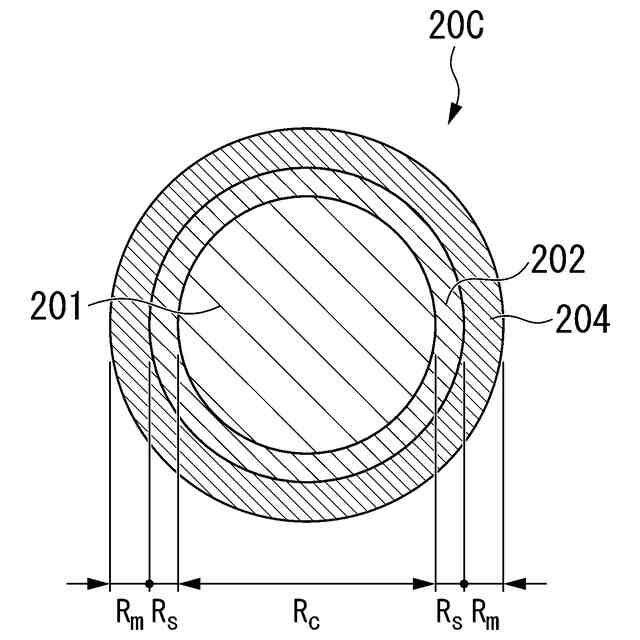
はんだペーストの第3実施形態における第2金属粉末20Cの断面を示す模式図である。
実施例1~3、5、6、比較例1~2のはんだ接合部におけるボイドについてのX線観察像である。
実施例1~3、5、比較例1~2についての、DSC曲線を示す図である。
実施例1~3、5、比較例1~2についての、発熱量を示す図である。
比較例1の発熱量に対する、実施例1~3、5、比較例2の発熱量の割合を示すグラフである。
実施例1~3、5、6、比較例1~2のはんだペーストにおける、リフロー後の化合物の形成についての写真である。
【発明を実施するための形態】
【0010】
本明細書において、「含む」及び「含有」は、それぞれ、「含む(comprise)」、「実質的にのみからなる(consist essentially of)」、及び「のみからなる(consist of)」のいずれも包含する概念である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
2日前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社ダイヘン
溶接電源装置
17日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
12日前
大見工業株式会社
ドリル
25日前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
センタリングバイス
6日前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社不二越
ブローチ盤
6日前
トヨタ自動車株式会社
溶接マスク
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
個人
管の切断装置及び管の切断方法
3か月前
株式会社タマリ工業
レーザ加工装置
11日前
日東精工株式会社
はんだこて先の製造方法
3か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社不二越
波形抽出装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ

































