TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112748
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007178
出願日
2024-01-22
発明の名称
樹脂発泡シートの製造方法
出願人
株式会社イノアックコーポレーション
代理人
個人
,
個人
主分類
C08J
9/38 20060101AFI20250725BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】樹脂発泡シートの気泡状態を所望の状態に調整する新規な技術を提供すること。
【解決手段】本技術では、第1面と、該第1面の反対側の面である第2面と、を有する樹脂発泡シートの製造方法であって、
樹脂発泡シートの挿入方向上流側から第1ロール対、第2ロール対、及び第3ロール対を有する3組以上のロール対の間を、前記樹脂発泡シートを圧送することで気泡状態を調整する気泡調整工程を含み、所定の条件(1)~(4)を満たす、樹脂発泡シートの製造方法を提供する。
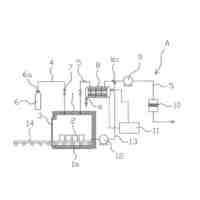
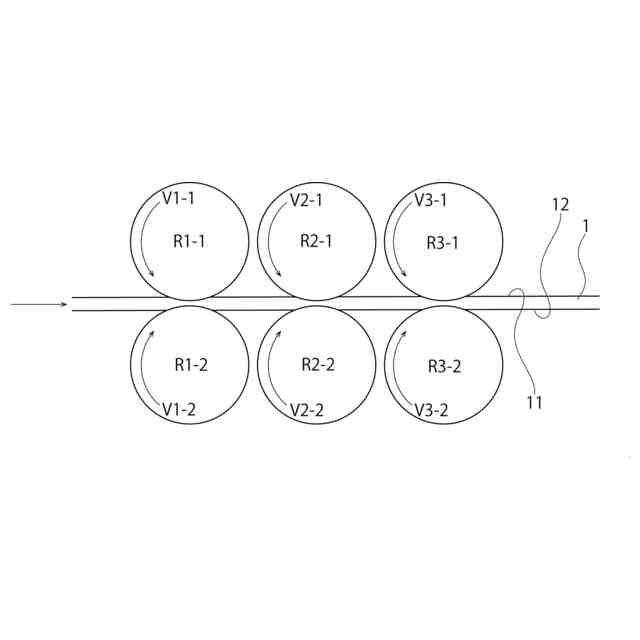
【選択図】図1
特許請求の範囲
【請求項1】
第1面と、該第1面の反対側の面である第2面と、を有する樹脂発泡シートの製造方法であって、
樹脂発泡シートの挿入方向上流側から第1ロール対、第2ロール対、及び第3ロール対を有する3組以上のロール対の間を、前記樹脂発泡シートを圧送することで気泡状態を調整する気泡調整工程を含み、下記の条件(1)~(4)を満たす、樹脂発泡シートの製造方法。
(1)前記第2ロール対の前記第1面に接するロールの速度V2-1と、前記第2ロール対の前記第2面に接するロールの速度V2-2とが、V2-1/V2-2=0.9~1.1である。
(2)前記第1ロール対の前記第1面に接するロールの速度V1-1と、前記第1ロール対の前記第2面に接するロールの速度V1-2とが、V1-1>V1-2である。
(3)前記第3ロール対の前記第1面に接するロールの速度V3-1と、前記第3ロール対の前記第2面に接するロールの速度V3-2とが、V3-1<V3-2である。
(4)V1-1/V1-2=1.05~1.43、及び/又は、V3-1/V3-2=0.72~0.95である。
続きを表示(約 370 文字)
【請求項2】
更に、下記の条件(5)を満たす、請求項1に記載の樹脂発泡シートの製造方法。
(5)前記第1ロール対の前記第1面に接するロールの速度V1-1と、前記第2ロール対の前記第1面に接するロールの速度V2-1と前記第2ロール対の前記第2面に接するロールの速度V2-2との平均速度V2m、の速度比が、V1-1/V2m=0.90~1.14である。
【請求項3】
更に、下記の条件(6)を満たす、請求項1又は2に記載の樹脂発泡シートの製造方法。
(6)前記第3ロール対の前記第1面に接するロールの速度V3-1と、前記第2ロール対の前記第1面に接するロールの速度V2-1と前記第2ロール対の前記第2面に接するロールの速度V2-2との平均速度V2m、の速度比が、V3-1/V2m=0.86~1.10である。
発明の詳細な説明
【技術分野】
【0001】
本技術は、樹脂発泡シートの製造方法に関する。より詳しくは、樹脂発泡シートを圧送することで気泡状態を調整する工程を有する樹脂発泡シートの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、樹脂発泡シートは、緩衝性、断熱性、撥水性、防湿性、防音性等に優れることから、様々な用途で用いられており、各用途に適するように、様々な技術改良がなされている。樹脂発泡シートの気泡状態を所望の状態に調整するために、シート状に成形された樹脂発泡シートを、ロール対の間に通して圧縮することで、気泡膜を破裂させて連通化する技術が開発されている。
【0003】
例えば、特許文献1では、互いに異なる周速度を有し且つ対向面における回転方向が互いに同一方向となるように回転する一対のロール間の隙間に、ポリオレフィン系樹脂からなり且つ独立気泡を有する発泡シートを供給し、上記独立気泡を有する発泡シートに圧縮力と剪断応力を同時に加えて、上記独立気泡を有する発泡シートの独立気泡の一部を破裂させて独立気泡同士を連通させて連続気泡とする工程を行うことで、気泡径が小さく種々の用途に展開することができ且つ真空成形性にも優れたポリオレフィン系樹脂架橋発泡シートを製造する技術が提案されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2006/043570号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前述のように、シート状に成形された樹脂発泡シートを、ロール対の間に通すことで、樹脂発泡シートの気泡状態を所望の状態に調整する技術が開発されつつあるが、これまでの技術ではシートが撚れて皺が入ってしまうといった問題があった。また、前記特許文献1の技術では、2組のロール対を用いることが前提であり、更にロール対を増やしたい場合には、偶数セットのロール対が必要となり、設備の大型化の問題もあった。仮に、前記特許文献1の技術を3組のロール対で行った場合、シートの一方の面と他方の面における破泡力に差が生じることが予測される。このため、シート両面の破泡力を均等にするためには、シートを裏返して複数回ロール対を通す必要が生じ、製造時間や製造コストの増大につながるといった問題もあった。
【0006】
そこで、本技術では、樹脂発泡シートの気泡状態を所望の状態に調整する新規な技術を提供することを主目的とする。
【課題を解決するための手段】
【0007】
本発明者は、前記課題を解決するために、鋭意研究を行ったところ、3組以上のロール対を用いて、それぞれのロール対の速度を工夫することで、良好な外観を有する樹脂発泡シートを製造することに成功し、本技術を完成させるに至った。
【0008】
即ち、本技術では、まず、第1面と、該第1面の反対側の面である第2面と、を有する樹脂発泡シートの製造方法であって、
樹脂発泡シートの挿入方向上流側から第1ロール対、第2ロール対、及び第3ロール対を有する3組以上のロール対の間を、前記樹脂発泡シートを圧送することで気泡状態を調整する気泡調整工程を含み、下記の条件(1)~(4)を満たす、樹脂発泡シートの製造方法を提供する。
(1)前記第2ロール対の前記第1面に接するロールの速度V2-1と、前記第2ロール対の前記第2面に接するロールの速度V2-2とが、V2-1/V2-2=0.9~1.1である。
(2)前記第1ロール対の前記第1面に接するロールの速度V1-1と、前記第1ロール対の前記第2面に接するロールの速度V1-2とが、V1-1>V1-2である。
(3)前記第3ロール対の前記第1面に接するロールの速度V3-1と、前記第3ロール対の前記第2面に接するロールの速度V3-2とが、V3-1<V3-2である。
(4)V1-1/V1-2=1.05~1.43、及び/又は、V3-1/V3-2=0.72~0.95である。
本技術に係る樹脂発泡シートの製造方法では、更に、下記の条件(5)を満たしていてもよい。
(5)前記第1ロール対の前記第1面に接するロールの速度V1-1と、前記第2ロール対の前記第1面に接するロールの速度V2-1と前記第2ロール対の前記第2面に接するロールの速度V2-2との平均速度V2m、の速度比が、V1-1/V2m=0.90~1.14である。
また、本技術に係る樹脂発泡シートの製造方法では、更に、下記の条件(6)を満たしていてもよい。
(6)前記第3ロール対の前記第1面に接するロールの速度V3-1と、前記第2ロール対の前記第1面に接するロールの速度V2-1と前記第2ロール対の前記第2面に接するロールの速度V2-2との平均速度V2m、の速度比が、V3-1/V2m=0.86~1.10である。
【図面の簡単な説明】
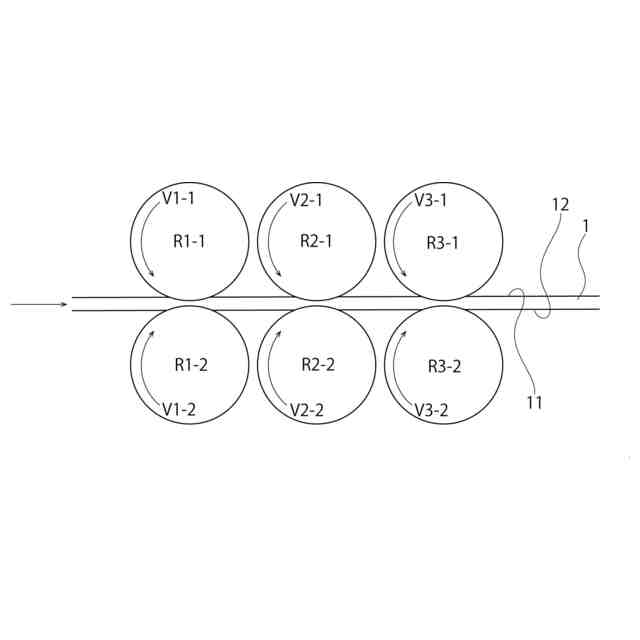
【0009】
本技術に係る樹脂発泡シート1の製造方法で用いることができる3組のロール対R1-1,R1-2,R2-1,R2-2,R3-1,R3-2と、各ロール対の間を樹脂発泡シート1が圧送される様子を模式的に示す模式概念図である。
【発明を実施するための形態】
【0010】
以下、本技術を実施するための好適な形態について説明する。以下に説明する実施形態は、本技術の代表的な実施形態の一例を示したものであり、いずれの実施形態も組み合わせることが可能である。また、これらにより本技術の範囲が狭く解釈されることはない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
摺動部材
2か月前
東ソー株式会社
ゴム組成物
2か月前
東ソー株式会社
加飾フィルム
2か月前
東ソー株式会社
加飾フィルム
2か月前
株式会社カネカ
硬化性組成物
1か月前
東レ株式会社
CPUソケット
3か月前
東ソー株式会社
加飾フィルム
2か月前
東レ株式会社
CPUソケット
3か月前
ユニチカ株式会社
ビスマレイミド
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
花王株式会社
樹脂組成物
1か月前
東レ株式会社
ポリオレフィン微多孔膜
8日前
東ソー株式会社
ハロゲン含有ポリマー
3か月前
東レ株式会社
ポリオレフィン微多孔膜
4か月前
愛知電機株式会社
加熱処理設備
1か月前
株式会社コバヤシ
光硬化性組成物
5日前
アイカ工業株式会社
光硬化性樹脂組成物
2か月前
富士フイルム株式会社
組成物
1か月前
日本製紙株式会社
樹脂組成物
3か月前
株式会社大阪ソーダ
熱可塑性材料用組成物
1か月前
アキレス株式会社
燻蒸用生分解性樹脂シート
4日前
東レ株式会社
ポリプロピレン系樹脂フィルム
2か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
2か月前
株式会社クラレ
水性エマルジョン及び接着剤
1か月前
住友精化株式会社
吸水性樹脂粒子の製造方法
4か月前
株式会社村田製作所
樹脂組成物
8日前
東亞合成株式会社
硬化性組成物
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2か月前
東レ株式会社
プリプレグおよびその製造方法。
1か月前
東ソー株式会社
セルロース樹脂含有樹脂組成物
3か月前
帝人株式会社
軽量ゴムおよびゴム成形体
9日前
東ソー株式会社
末端変性ポリマー及び光学素子
8日前
株式会社イーテック
組成物
2か月前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
東ソー株式会社
クロロプレンラテックス組成物
2か月前
大日精化工業株式会社
樹脂成形品
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ