TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112608
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006936
出願日
2024-01-19
発明の名称
ガスシールドアーク溶接用フラックス入りワイヤ
出願人
日鉄溶接工業株式会社
代理人
個人
主分類
B23K
35/368 20060101AFI20250725BHJP(工作機械;他に分類されない金属加工)
要約
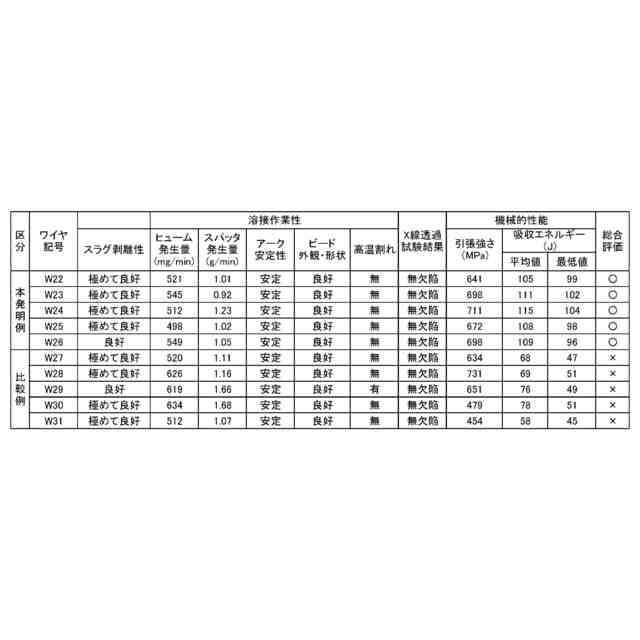
【課題】大入熱で溶接するときにスラグ剥離性に優れ、ヒューム発生量及びスパッタ発生量が少なく、溶接金属の機械的性質が良好なガスシールドアーク溶接用フラックス入りワイヤを提供する。
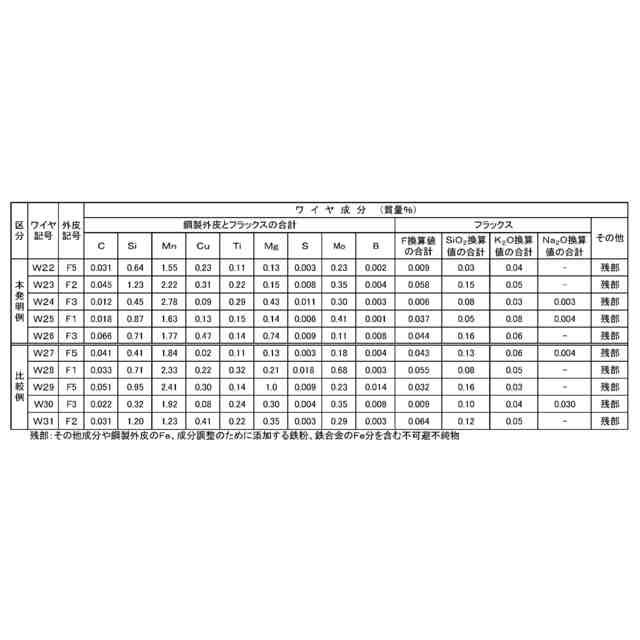
【解決手段】鋼製外皮中のCが鋼製外皮全質量に対する質量%で0.02%以下含有し、ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、C:0.01~0.08%、Si:0.4~1.4%、Mn:1.5~3.0%、Cu:0.05~0.5%、Ti:0.1~0.3%、Mg:0.10~0.80%、S:0.015%以下を含有し、さらに、ワイヤ全質量に対する質量%で、フラックス中に、金属弗化物:F換算値の合計で0.005~0.10%、Si酸化物:SiO
2
換算値の合計で0.01~0.2%、K酸化物:K
2
O換算値の合計で0.01~0.10%を含有し、Na酸化物:Na
2
O換算値の合計が0.01%以下とする。
【選択図】なし
特許請求の範囲
【請求項1】
鋼製外皮にフラックスを充填してなるガスシールド溶接用フラックス入りワイヤにおいて、
鋼製外皮中のCが鋼製外皮全質量に対する質量%で0.02%以下含有し、ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、
C:0.01~0.08%、
Si:0.4~1.4%、
Mn:1.5~3.0%、
Cu:0.05~0.5%、
Ti:0.1~0.3%、
Mg:0.10~0.80%を含有し、
S:0.015%以下であり、
さらに、ワイヤ全質量に対する質量%で、フラックス中に、
金属弗化物:F換算値の合計で0.005~0.10%、
Si酸化物:SiO
2
換算値の合計で0.01~0.2%、
K酸化物:K
2
O換算値の合計で0.01~0.10%を含有し、
Na酸化物:Na
2
O換算値の合計が0.01%以下であり、
残部が、鋼製外皮のFe、成分調整のために添加する鉄粉、鉄合金のFe分及び不可避不純物からなることを特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
続きを表示(約 240 文字)
【請求項2】
ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、
Mg:0.10~0.50%
であることを特徴とする請求項1に記載のガスシールドアーク溶接用フラックス入りワイヤ。
【請求項3】
ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、
Mo:0.5%以下、
B:0.010%以下
をさらに含有することを特徴とする請求項1又は請求項2に記載のガスシールドアーク溶接用フラックス入りワイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、490~550MPa級鋼のガスシールドアーク溶接用フラックス入りワイヤであって、特に大入熱で溶接するときのスラグ剥離性に優れ、ヒューム発生量及びスパッタ発生量が少なく、さらに大入熱・高パス間温度の溶接施工条件下においても良好な機械的性質を有する溶接金属を得ることができるガスシールドアーク溶接用フラックス入りワイヤに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
造船及び建築鉄骨分野では、溶接能率向上を図るため、大入熱域でのガスシールドアーク溶接方法が従来から使用されている。ガスシールドアーク溶接用ソリッドワイヤを用いた大入熱溶接では、単時間当たりの溶着量を多くできるので溶接の高能率化が可能であるが、アークが不安定でスパッタ発生量が多く、ビード外観・形状が不良であるなど溶接作業性が悪いという問題がある。
【0003】
一方、ガスシールドアーク溶接用フラックス入りワイヤを用いた大入熱溶接では、ヒューム発生量が多くなるという問題の他、スラグ発生量も多くなるので、スラグ巻き込みなどの溶接欠陥やスラグ剥離性が悪いという問題があった。
【0004】
特許文献1には、大入熱の溶接、さらに大入熱・高パス間温度で、適正な強度及び靭性を有する溶接金属を得られるとともに、アークが安定し、ヒューム発生量及びスパッタ発生量が少ないフラックス入りワイヤが開示されている。しかし、Mgが適量に含有されておらず、スラグ剥離性が悪いという問題があった。
【先行技術文献】
【特許文献】
【0005】
特開2022-126521号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明は、上述した問題点に鑑みて案出されたものであり、490~550MPa級鋼のガスシールドアーク溶接用フラックス入りワイヤであって、特に大入熱で溶接するときにスラグ剥離性に優れ、ヒューム発生量及びスパッタ発生量が少なく、さらに大入熱・高パス間温度の溶接施工条件下においても良好な機械的性質を有する溶接金属を得ることができるガスシールドアーク溶接用フラックス入りワイヤを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、490~550MPa級鋼における大入熱の溶接、さらに大入熱・高パス間温度でのガスシールドアーク溶接用フラックス入りワイヤについて、適正な強度及び靱性を有する溶接金属が得られるとともに、特にスラグ剥離性に優れ、ヒューム発生量及びスパッタ発生量が少なく、アークが安定し、ビード形状・外観に優れ、溶接欠陥が防止できるなど良好な溶接作業性が得られるガスシールドアーク溶接用フラックス入りワイヤの成分組成について詳細に検討した。
【0008】
その結果、鋼製外皮中のC、ワイヤ中のS及びNa酸化物の含有量を少なくすることにより大入熱の溶接施工条件においてもヒューム発生量を低減できることを見出した。
【0009】
Mgの含有量を適量にすることにより、スラグ剥離性が良好になることも見出した。
【0010】
また、その他の溶接作業性については、ワイヤ中のC、Ti、金属弗化物のF換算値の合計及びK酸化物のK
2
O換算値の合計を適量とすることでアークを安定化させてスパッタ発生量を低減させ、Si酸化物のSiO
2
換算値の合計を適量とすることでビード形状・外観を良好にすることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日鉄溶接工業株式会社
溶接用メタル系フラックス入りワイヤ
28日前
日鉄溶接工業株式会社
低温用鋼のサブマージアーク溶接用ボンドフラックス
29日前
日鉄溶接工業株式会社
サブマージアーク溶接用溶融型フラックス
1か月前
個人
タップ
4か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
14日前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
29日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
11日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
24日前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
3か月前
ブラザー工業株式会社
工作機械
4か月前
株式会社ツガミ
工作機械
3日前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
ブラザー工業株式会社
工作機械
4か月前
大見工業株式会社
ドリル
1か月前
ビアメカニクス株式会社
レーザ加工装置
4か月前
株式会社プロテリアル
金属箔の溶接方法
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ