TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113418
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2025087383,2021111047
出願日
2025-05-26,2021-07-02
発明の名称
サブマージアーク溶接用溶融型フラックス
出願人
日鉄溶接工業株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
35/362 20060101AFI20250725BHJP(工作機械;他に分類されない金属加工)
要約
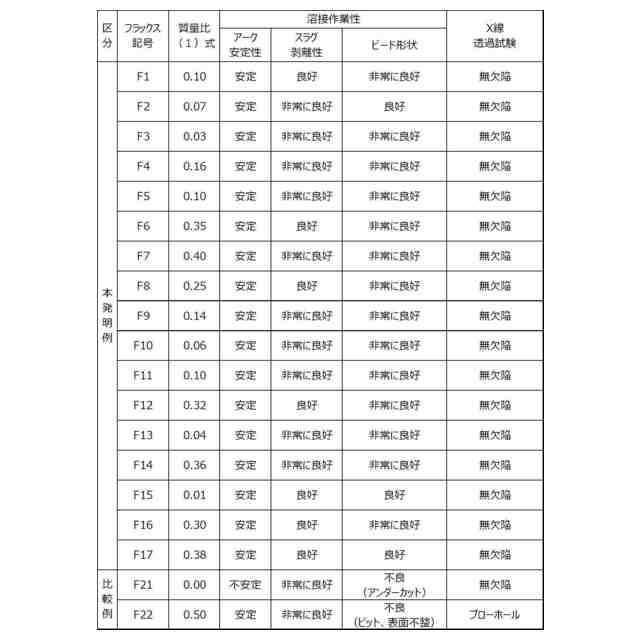
【課題】サブマージアーク溶接中にフラックスの吹上現象が生じても、散布厚が不足することが抑制され、アーク安定性、スラグ剥離性およびビード形状などの溶接作業性に優れたサブマージアーク溶接用溶融型フラックスを提供する。
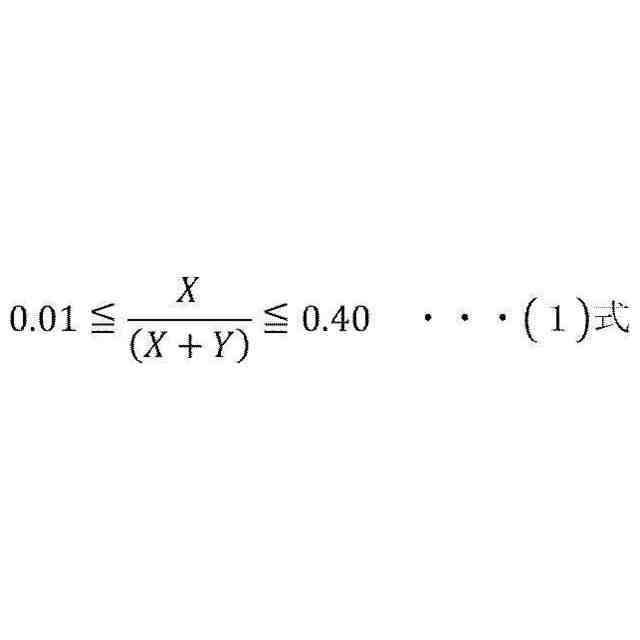
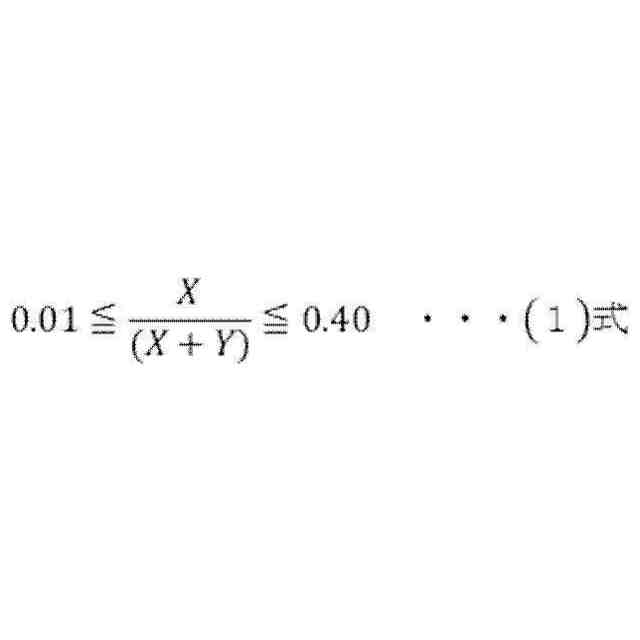
【解決手段】フラックス全質量に対し、発泡フラックス粒子の質量比率をX%とし、前記発泡フラックス粒子以外のフラックス粒子の質量比率をY%とするとき、下記(1)式を満たすサブマージアーク溶接用溶融型フラックス。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>JPEG</com:ImageFormatCategory> <com:FileName>2025113418000010.jpg</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">12</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">80</com:WidthMeasure> </com:Image>
【選択図】図1
特許請求の範囲
【請求項1】
フラックス全質量に対し、発泡フラックス粒子の質量比率をX%とし、前記発泡フラックス粒子以外のフラックス粒子の質量比率をY%とするとき、下記(1)式を満たすサブマージアーク溶接用溶融型フラックス。
JPEG
2025113418000009.jpg
12
80
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼構造物を溶接する際に用いられるサブマージアーク溶接用溶融型フラックスに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
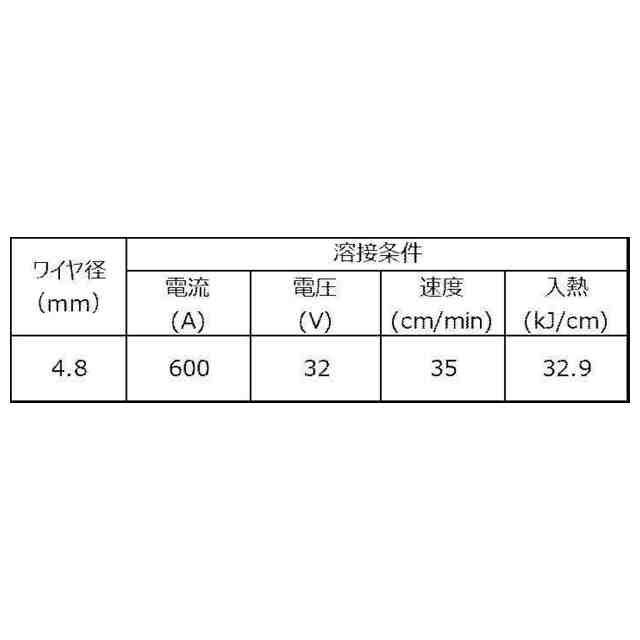
サブマージアーク溶接は、粒状のフラックスを予め溶接部に沿って散布し、そのフラックス内に溶接ワイヤを連続的に供給し、フラックスに覆われた状態で、被溶接材と溶接ワイヤ先端との間でアークを発生させて溶接を行う方法である。
サブマージアーク溶接における溶接作業性の改善目的として、様々な検討が行われている。例えば特許文献1~3には、フラックス粒子を発泡させて多孔質粒子とし、嵩密度を小さくすることで、スラグ剥離性やビード外観などの溶接作業性が良好になることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平2-268997号公報
特開昭62-183996号公報
特公昭51-046653号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、サブマージアーク溶接の溶接現象は定常的ではなく、アーク空洞内のガスは一定の確率で順次に吹き上がり、フラックスを吹き飛ばす現象(吹上現象)が生じる場合がある。このような吹上現象が発現した場合、従来の発泡型の溶融型フラックスでは、フラックスの散布厚が不足してしまうという懸念がある。フラックスの散布厚が不足するとアークが直接的に視認できるようになり、大気の影響を排除した健全な溶接金属が得られなくなる。この理由は、アークの一部が大気に晒されると、溶接金属の窒素量が上昇し、ピット、ブローホール、ポックマークなどの溶接欠陥等の不具合が生じるためである。
【0005】
本開示は、上述した問題点に鑑みて案出されたものであり、サブマージアーク溶接中にフラックスの吹上現象が生じても、散布厚が不足することが抑制され、アーク安定性、スラグ剥離性およびビード形状などの溶接作業性に優れたサブマージアーク溶接用溶融型フラックスを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するための本開示の要旨は、以下の通りである。
<1> フラックス全質量に対し、発泡フラックス粒子の質量比率をX%とし、前記発泡フラックス粒子以外のフラックス粒子の質量比率をY%とするとき、下記(1)式を満たすサブマージアーク溶接用溶融型フラックス。
【0007】
JPEG
2025113418000002.jpg
12
80
【0008】
<2> 前記フラックス全質量に対し、粒径が0.3mm超~1.4mmの範囲にあるフラックス粒子が90質量%以上である<1>に記載のサブマージアーク溶接用溶融型フラックス。
<3> 嵩密度が0.6~1.3g/cm
3
である<1>又は<2>に記載のサブマージアーク溶接用溶融型フラックス。
【発明の効果】
【0009】
本開示によれば、サブマージアーク溶接中にフラックスの吹上現象が生じても、散布厚が不足することが抑制され、アーク安定性、スラグ剥離性およびビード形状などの溶接作業性に優れたサブマージアーク溶接用溶融型フラックスが提供される。
【図面の簡単な説明】
【0010】
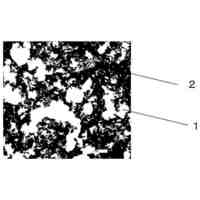
本開示の実施例に用いたフラックスの発泡している粒子と発泡していない粒子の判断に使用した画像解析の結果の一例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日鉄溶接工業株式会社
溶接用メタル系フラックス入りワイヤ
29日前
日鉄溶接工業株式会社
低温用鋼のサブマージアーク溶接用ボンドフラックス
1か月前
日鉄溶接工業株式会社
サブマージアーク溶接用溶融型フラックス
1か月前
個人
タップ
4か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
15日前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
12日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
25日前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
大見工業株式会社
ドリル
1か月前
株式会社トヨコー
被膜除去方法
3か月前
村田機械株式会社
レーザ加工機
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
4日前
津田駒工業株式会社
センタリングバイス
19日前
有限会社 ナプラ
ソルダペースト
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
超硬合金製ドリル
4か月前
トヨタ自動車株式会社
溶接マスク
2か月前
株式会社不二越
ブローチ盤
19日前
トヨタ自動車株式会社
溶接ヘッド
2か月前
住友重機械工業株式会社
加工装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ