TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025107694
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001054
出願日
2024-01-09
発明の名称
ドリル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250714BHJP(工作機械;他に分類されない金属加工)
要約
【課題】硬脆材料からなる被削材を穴あけ加工する場合に、各切刃の切削負荷を低減して摩耗を抑制しつつ、切屑排出性も良好に維持でき、これにより安定して工具寿命を延長できるドリルを提供する。
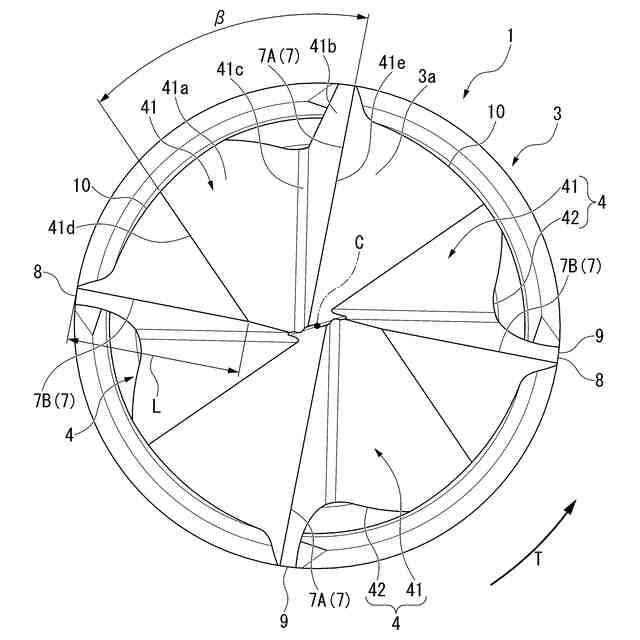
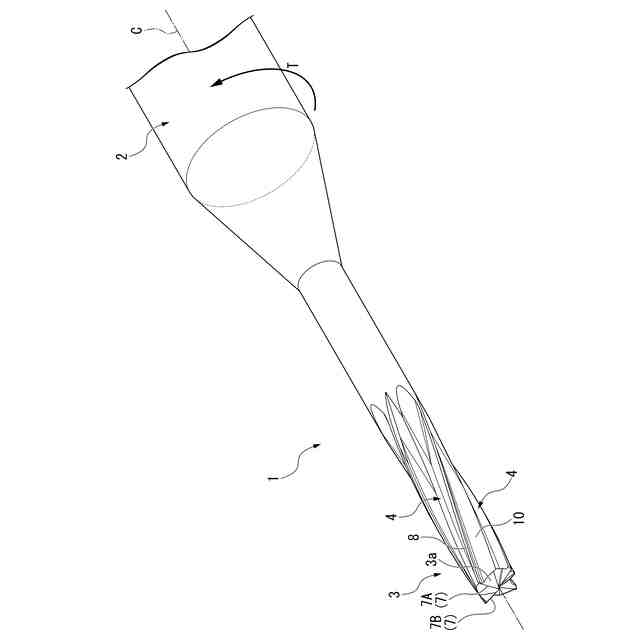
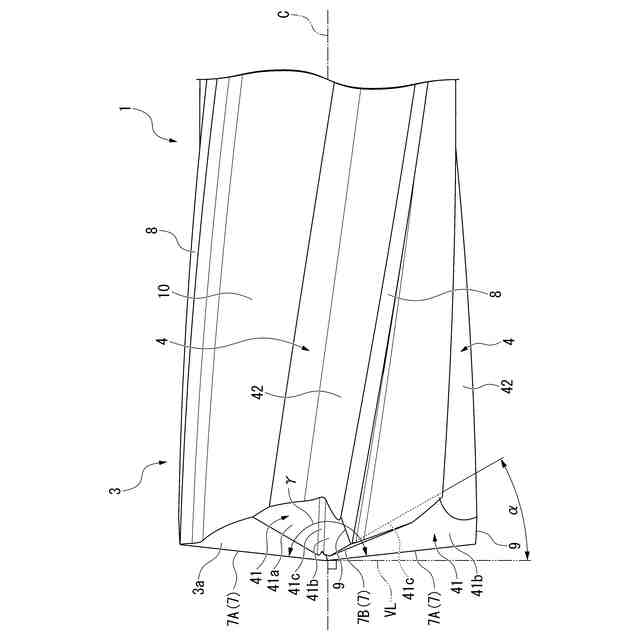
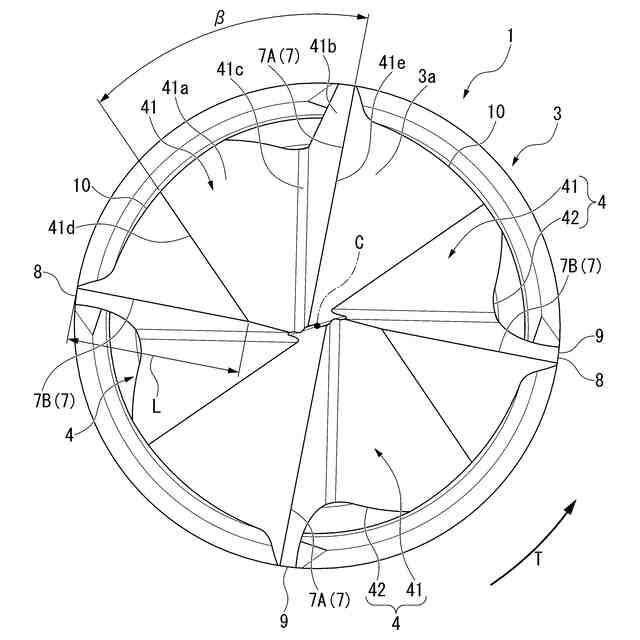
【解決手段】ダイヤモンドを含むコーティング膜が設けられたボディ3を備え、切屑排出溝4は、ボディ3の先端面3aから後端側に窪む溝状をなし、径方向外側へ向かうに従い溝幅が広くなる先端溝41と、先端溝41の径方向外端部に接続され、後端側へ向かうに従いドリル回転方向Tとは反対側に向けて延びる外周溝42と、を有し、切刃7は、径方向外側へ向かうに従い後端側に向けて延び、先端溝41及び切刃7の組は、中心軸C回りに並んで4つ設けられ、4つの切刃7は、中心軸C回りに交互に並ぶ一対の長刃7Aと一対の短刃7Bとを有し、短刃7Bの両側に配置される一対の先端溝41同士は、短刃7Bの径方向内側で互いに連通する。
【選択図】図3
特許請求の範囲
【請求項1】
中心軸を中心として軸方向に延び、少なくとも先端部にダイヤモンドを含むコーティング膜が設けられたボディを備え、
前記ボディは、
前記ボディの先端部に配置される切刃と、
前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、を有し、
前記切屑排出溝は、
前記ボディの先端面から後端側に窪む溝状をなし、径方向外側へ向かうに従い溝幅が広くなる先端溝と、
前記ボディの外周面から径方向内側に窪む溝状をなし、前記先端溝の径方向外端部に接続され、後端側へ向かうに従い前記中心軸回りのうちドリル回転方向とは反対側に向けて延びる外周溝と、を有し、
前記切刃は、前記先端溝の前記ドリル回転方向を向く壁面と、前記ボディの先端面とが接続される稜線部に配置され、径方向外側へ向かうに従い後端側に向けて延び、
前記先端溝及び前記切刃の組は、前記中心軸回りに並んで4つ設けられ、
4つの前記切刃は、
一対の長刃と、
前記長刃よりも刃長寸法が短くされた一対の短刃と、を有し、
前記長刃と前記短刃とは、前記中心軸回りに交互に並んで配置され、
前記中心軸回りにおいて前記短刃の両側に配置される一対の前記先端溝同士は、前記短刃の径方向内側で互いに連通する、
ドリル。
続きを表示(約 410 文字)
【請求項2】
前記切刃の前記中心軸回りの回転軌跡の直径寸法に対して、各前記短刃の刃長寸法が、25%以上49%以下とされる、
請求項1に記載のドリル。
【請求項3】
前記先端溝は、
前記先端溝の前記中心軸回りにおける両端縁のうち、前記ドリル回転方向の端縁である第1端縁と、
前記先端溝の前記中心軸回りにおける両端縁のうち、前記ドリル回転方向とは反対側の端縁である第2端縁と、を有し、
前記ボディを軸方向の先端側から見て、前記第1端縁と前記第2端縁との間に形成される先端溝開き角が、30°以上80°以下とされる、
請求項1または2に記載のドリル。
【請求項4】
前記ボディを径方向から見て、前記中心軸と直交する仮想直線と、前記先端溝の溝底との間に形成される先端溝ノッチ角が、10°以上50°以下とされる、
請求項1または2に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、例えば超硬合金、セラミックス、単結晶シリコンなどの硬脆材料からなる被削材を穴あけ加工する硬脆材料用のドリルが知られている。例えば特許文献1には、少なくともドリル本体先端の切刃部分に、硬質炭素皮膜またはダイヤモンド電着砥粒層(ダイヤモンドを含むコーティング膜)が被覆された2枚刃の硬脆材料用のドリルが開示されている。
【0003】
この種のドリルでは、工具寿命を延長することへの要望がある。例えば、ドリルの一刃あたりの切削負荷を低減して摩耗を抑制することにより、コーティング膜の剥離等を抑えられれば、工具寿命を延長することができる。そこで、硬脆材料用のドリルとして、例えば特許文献2に開示されるような、4枚刃のドリルを採用することが考えられる。
【先行技術文献】
【特許文献】
【0004】
特許第3657546号公報
特開2022-159631号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、硬脆材料からなる被削材を穴あけ加工する場合、単にドリルの刃数を4枚刃とするのみでは、切屑排出性が低下し、切屑詰まりが生じるおそれがある。切屑詰まりが生じると、ドリル先端部の摩滅が進行するため、工具寿命を十分に延ばすことができない。
【0006】
本発明は、硬脆材料からなる被削材を穴あけ加工する場合に、各切刃の切削負荷を低減して摩耗を抑制しつつ、切屑排出性も良好に維持でき、これにより安定して工具寿命を延長できるドリルを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0008】
〔本発明の態様1〕
中心軸を中心として軸方向に延び、少なくとも先端部にダイヤモンドを含むコーティング膜が設けられたボディを備え、前記ボディは、前記ボディの先端部に配置される切刃と、前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、を有し、前記切屑排出溝は、前記ボディの先端面から後端側に窪む溝状をなし、径方向外側へ向かうに従い溝幅が広くなる先端溝と、前記ボディの外周面から径方向内側に窪む溝状をなし、前記先端溝の径方向外端部に接続され、後端側へ向かうに従い前記中心軸回りのうちドリル回転方向とは反対側に向けて延びる外周溝と、を有し、前記切刃は、前記先端溝の前記ドリル回転方向を向く壁面と、前記ボディの先端面とが接続される稜線部に配置され、径方向外側へ向かうに従い後端側に向けて延び、前記先端溝及び前記切刃の組は、前記中心軸回りに並んで4つ設けられ、4つの前記切刃は、一対の長刃と、前記長刃よりも刃長寸法が短くされた一対の短刃と、を有し、前記長刃と前記短刃とは、前記中心軸回りに交互に並んで配置され、前記中心軸回りにおいて前記短刃の両側に配置される一対の前記先端溝同士は、前記短刃の径方向内側で互いに連通する、ドリル。
【0009】
本発明のドリルは、例えば超硬合金、セラミックス、単結晶シリコンなどの硬脆材料からなる被削材を穴あけ加工するのに適している。この硬脆材料用ドリルは、4枚刃のドリルであることから、従来の2枚刃のドリルと比べて、一刃あたりの切削負荷を低減して摩耗を抑制することができる。これにより、ダイヤモンドを含むコーティング膜の剥離等が抑えられ、工具寿命を延長することができる。
【0010】
より詳しくは、ドリルの加工形態においては、切刃のうち外周部(径方向外端部)の切削距離が長くなり、外周部での摩耗が進行しやすくなる傾向がある。本発明のように、刃数を4枚刃とすることにより、各切刃の外周部での切削距離を短く抑えて摩耗の進行を抑制し、長寿命化を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
15日前
株式会社ダイヘン
溶接電源装置
13日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
ブラザー工業株式会社
工作機械
4か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
4か月前
村田機械株式会社
レーザ加工機
2か月前
大見工業株式会社
ドリル
8日前
村田機械株式会社
レーザ加工機
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
株式会社不二越
管用テーパタップ
4か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社ダイヘン
溶接装置
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































