TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025105235
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223652
出願日
2023-12-28
発明の名称
タップ工具
出願人
株式会社牧野フライス製作所
代理人
個人
,
個人
,
個人
主分類
B23G
5/06 20060101AFI20250703BHJP(工作機械;他に分類されない金属加工)
要約
【課題】タップ工具先端部の食付き部の切れ刃がワークに切り込んだたときに、タップ工具の撓みや倒れのような変形が撓むことを防止すること。
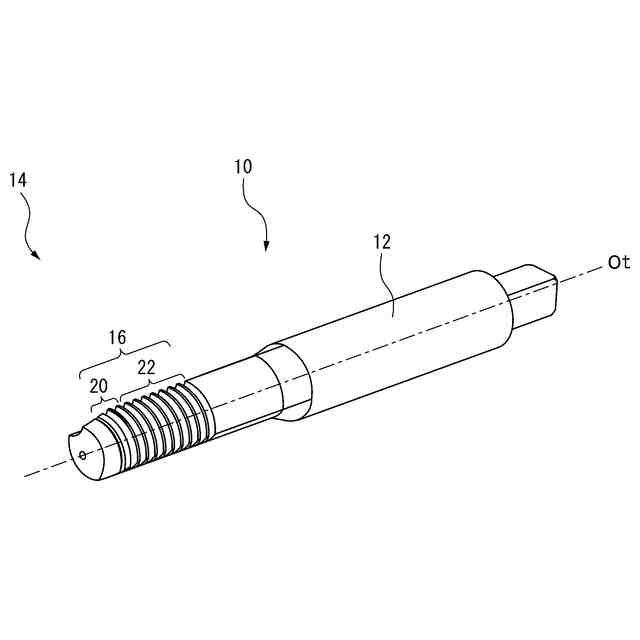
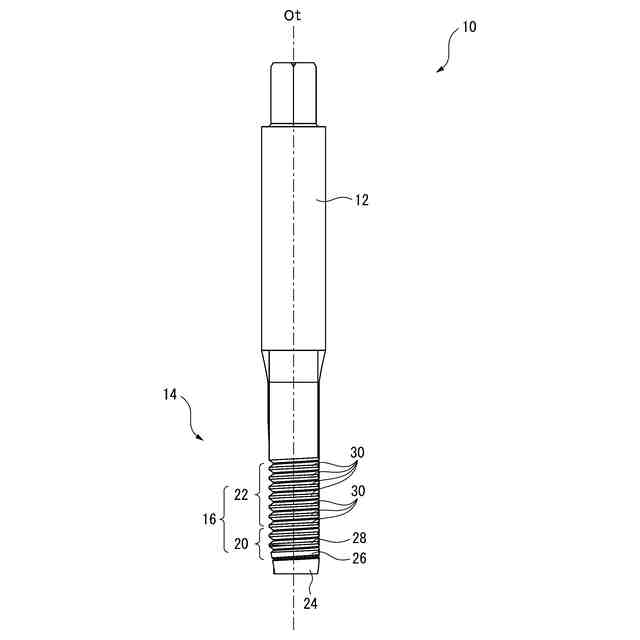
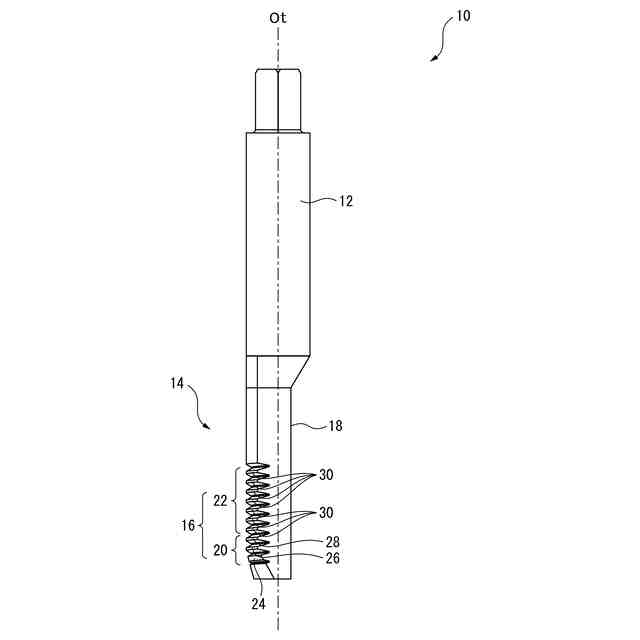
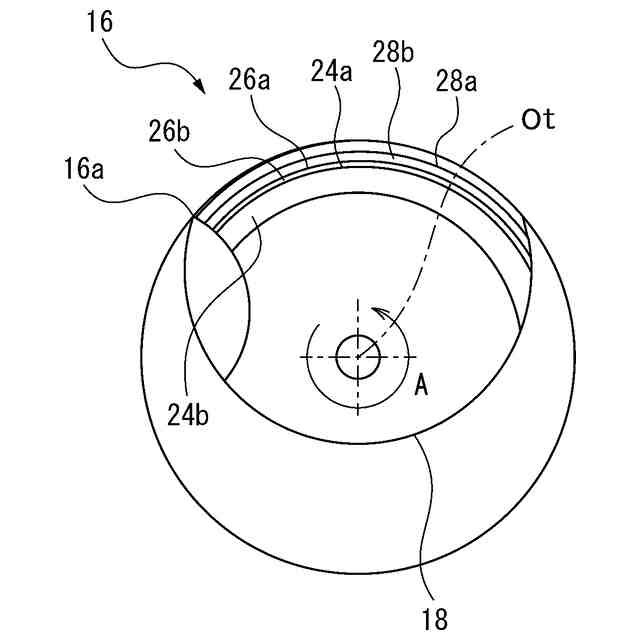
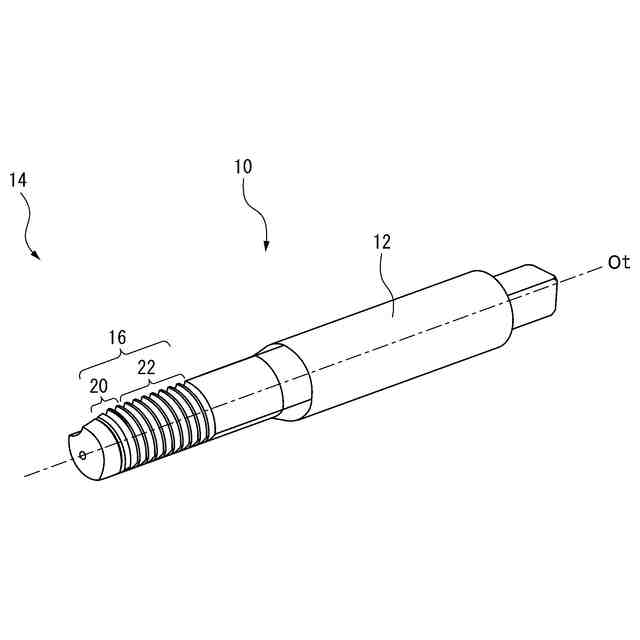
【解決手段】タップ工具10が、中心軸線Omを有するシャンク部12と、シャンク部の一端に結合されたカッターボディ14とを有し、カッターボディは、ワークWに形成した下穴Hに係合するねじ部16と、下穴に係合しない非係合部18とを有しており、ねじ部は、基端側の完全ねじ部22と、完全ねじ部の先端側に連続して形成される不完全ねじ部20とを備え、不完全ねじ部は、下穴に対して加工を行う切れ刃16aと、該切れ刃の回転方向後方に位置するガイドパッド部16bとを備え、ガイドパッド部の外周面が、中心軸線に関する切れ刃の半径を有しているする円筒面から形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
ワークに形成した下穴をねじ穴に加工するタップ工具において、
中心軸線を有するシャンク部と、
前記シャンク部の一端に結合されたカッターボディとを具備し、
前記カッターボディは、ワークに形成した下穴に係合するねじ部と、前記下穴に係合しない非係合部とを有しており、
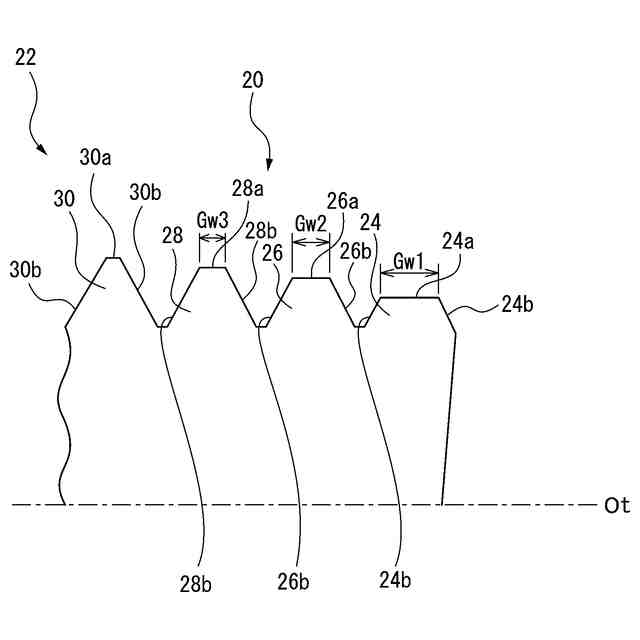
前記ねじ部は、基端側の完全ねじ部と、前記完全ねじ部の先端側に連続して形成される不完全ねじ部とを備え、
前記不完全ねじ部は、前記下穴に対して加工を行う切れ刃と、該切れ刃の回転方向後方に位置するガイドパッド部とを備え、
前記ガイドパッド部の外周面が、前記中心軸線に対して平行な円筒面であって、前記中心軸線から前記切れ刃までの距離に等しい半径を有する円筒面から形成されていることを特徴とするタップ工具。
続きを表示(約 260 文字)
【請求項2】
前記不完全ねじ部の外周面が、前記中心軸線に対して平行な円筒面の一部から形成されている請求項1に記載のタップ工具。
【請求項3】
前記複数のねじ山の外周面は、先端側のねじ山から基端側のねじ山へ半径が次第に大きくなる階段状に形成されている請求項2に記載のタップ工具。
【請求項4】
前記ガイドパッド部の前記外周面の軸方向の幅が周方向に一定である請求項2に記載のタップ工具。
【請求項5】
前記ねじ部は、軸方向に延びる溝を有している請求項1に記載のタップ工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークに設けられた下穴をねじ穴に加工するタップ工具に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
マシニングセンタとそれに装着されたタップ工具を使ってタップ加工を行う場合は、回転と直線送りを同期させたいわゆる同期タップ加工で行われる。同期タップ加工では、加工したねじ穴からタップ工具を引き出すときにも、回転と送りを同期させる必要がある。そのため、タップ工具の引き抜きに要する時間は、タップ工具を前進させてねじ溝を加工する時間にほぼ等しい時間が必要である。
【0003】
特許文献1には、ねじ穴のねじ溝を加工する刃部を有するねじ部と、刃部によって加工されたねじ溝に係合するパッド部と、回転軸線とねじ穴の中心軸線とを一致させた横断面視において、ねじ穴との間に空間を形成する非係合部とを備えたタップ工具が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-168698号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のタップ工具では、非係合部とねじ穴との間に空間が形成されるので、ねじ加工の終了した後に、回転軸線とねじ穴の中心軸線とが一致した状態から、ねじ穴内で回転軸線に直交する方向にタップ工具をシフトさせ、ねじ部とねじ溝との係合及びパッド部とねじ溝との係合を同時に解除し、タップ工具をねじ穴から軸方向に引き抜くことが可能となる。
【0006】
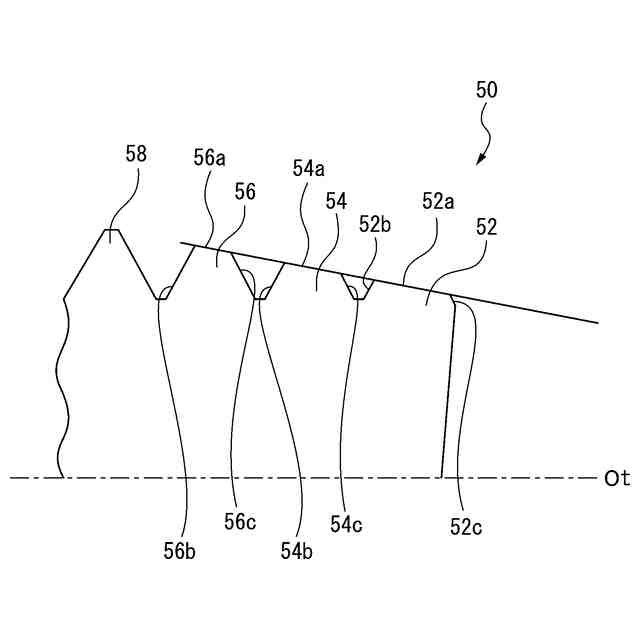
特許文献1のタップ工具では、タップ工具先端部の食付き部の切れ刃が最初に切り込んだときに、下穴の入口で食付き部を十分に支持することができず、撓みや倒れのようなタップ工具の変形を生じるタップ工具が撓むように変形することがある。更に、特許文献1のタップ工具は、刃部には逃げ角が設けられているために、特に、タップ工具が最初に切り込むときに、撓みや倒れのような変形が生じ易い問題がある。
【0007】
本発明は、本出願人の先願である先行文献1の改良発明であり、こうした従来技術の問題を解決することを目的としている。すなわち、加工終了後に、ねじ穴内で回転軸線に直交する方向にタップ工具をシフトさせ、次いで、タップ工具をねじ穴から軸方向に引き抜くことが可能なタップ工具において、タップ工具先端部の食付き部の切れ刃がワークに切り込んだたときに、撓みや倒れのような変形が撓みを生じないタップ工具を提供することを目的としている。
【課題を解決するための手段】
【0008】
上述の目的を達成するために、本発明によれば、ワークに形成した下穴をねじ穴に加工するタップ工具において、中心軸線を有するシャンク部と、前記シャンク部の一端に結合されたカッターボディとを具備し、前記カッターボディは、ワークに形成した下穴に係合するねじ部と、前記下穴に係合しない非係合部とを有しており、前記ねじ部は、基端側の完全ねじ部と、前記完全ねじ部の先端側に連続して形成される不完全ねじ部とを備え、前記不完全ねじ部は、前記下穴に対して加工を行う切れ刃と、該切れ刃の回転方向後方に位置するガイドパッド部とを備え、前記ガイドパッド部の外周面が、前記中心軸線に対して平行な円筒面であって、前記中心軸線から前記切れ刃までの距離に等しい半径を有する円筒面から形成されているタップ工具が提供される。
【発明の効果】
【0009】
本発明によれば、不完全ねじ部のガイドパッド部の外周面が、前記中心軸線に対して平行な円筒面であって、前記中心軸線から前記切れ刃までの距離に等しい半径を有する円筒面から形成されているので、加工中、特にタップ工具の不完全ねじ部がワークの下穴に係合し始めたとき(食付き刃が切り込むとき)に、ガイドパッドの外周面が切削抵抗を支持するので、タップ工具が撓むことを防止できる。
【図面の簡単な説明】
【0010】
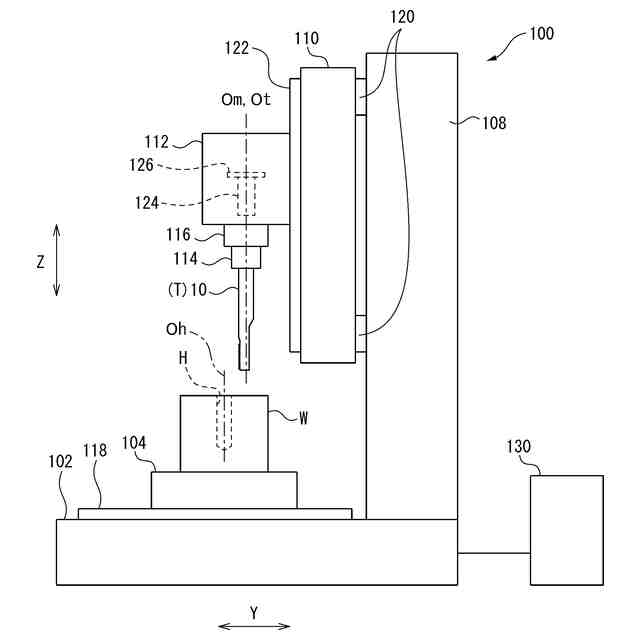
本発明のタップ工具を用いてタップ加工する工作機械の一例を示す略図である。
本発明の実施形態によるタップ工具の正面図である。
図2のタップ工具の側面図である。
図2のタップ工具の先端側の端面図である。
図2のタップ工具の斜視図である。
図2のタップ工具の不完全ねじ部を示す部分拡大断面図である。
従来技術のタップ工具の不完全ねじ部を示す部分拡大断面図である。
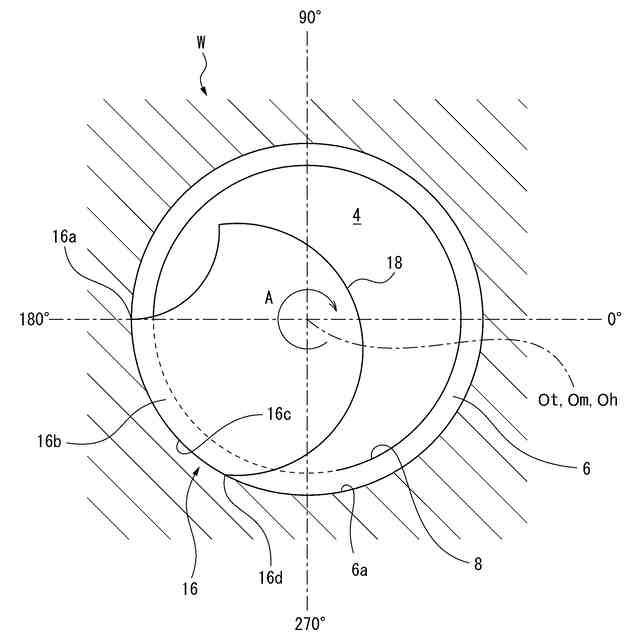
タップ工具と、それが加工するねじ穴の横断面図である。
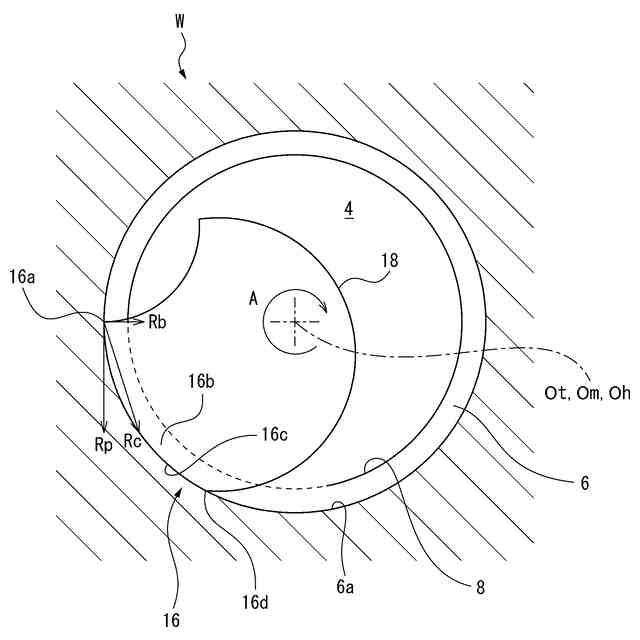
切削抵抗とその主分力及び背分力を示す、図8と同様の横断面図である。
図8の状態からタップ工具がシフトした状態を示す、タップ工具とねじ穴の横断面図である。
溝を有したタップ工具の正面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
5日前
株式会社ダイヘン
溶接電源装置
7日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
22日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
大見工業株式会社
ドリル
今日
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社不二越
管用テーパタップ
3か月前
株式会社ダイヘン
溶接装置
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
有限会社 ナプラ
ソルダペースト
27日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社ダイヘン
溶接装置
23日前
株式会社ダイヘン
溶接装置
23日前
株式会社プロテリアル
金属箔の溶接方法
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































