TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025105083
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223381
出願日
2023-12-28
発明の名称
医療用ゴム物品の製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
主分類
C08J
7/00 20060101AFI20250703BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】表面の摩擦係数および粘着性が低減された医療用ゴム物品の製造方法を提供する。
【解決手段】本発明の医療用ゴム組成物の製造方法は、(a)ハロゲン化ブチルゴムを含有する基材ポリマーと(b)粒子状のポリオレフィン系樹脂とを含有する医療用ゴム組成物の硬化物に紫外線を照射する工程を含むことを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
(a)ハロゲン化ブチルゴムを含有する基材ポリマーと、(b)粒子状のポリオレフィン系樹脂とを含有する医療用ゴム組成物の硬化物に、紫外線を照射する工程を含むことを特徴とする医療用ゴム物品の製造方法。
続きを表示(約 750 文字)
【請求項2】
前記ハロゲン化ブチルゴムは、塩素化ブチルゴム、臭素化ブチルゴム、イソブチレンとp-メチルスチレンの共重合体の臭素化物よりなる群から選択される少なくとも1種である請求項1に記載の医療用ゴム物品の製造方法。
【請求項3】
(a)前記ハロゲン化ブチルゴムを含有する基材ポリマーは、ハロゲン化ブチルゴムのみからなる請求項1に記載の医療用ゴム物品の製造方法。
【請求項4】
(b)前記粒子状のポリオレフィン系樹脂の含有量は、(a)ハロゲン化ブチルゴムを含有する基材ポリマー100質量部に対して、5質量部以上、100質量部以下である請求項1に記載の医療用ゴム物品の製造方法。
【請求項5】
(b)前記粒子状のポリオレフィン系樹脂の体積平均粒子径は、200μm以下である請求項1に記載の医療用ゴム物品の製造方法。
【請求項6】
(b)前記粒子状のポリオレフィン系樹脂は、超高分子量ポリエチレン、高密度ポリエチレン、低密度ポリエチレンよりなる群から選択される少なくとも1種である請求項1に記載の医療用ゴム物品の製造方法。
【請求項7】
前記紫外線の波長は、160nm~380nmである請求項1に記載の医療用ゴム物品の製造方法。
【請求項8】
前記医療用ゴム組成物の硬化物への積算照度は、1000mJ/cm
2
以上である請求項1に記載の医療用ゴム物品の製造方法。
【請求項9】
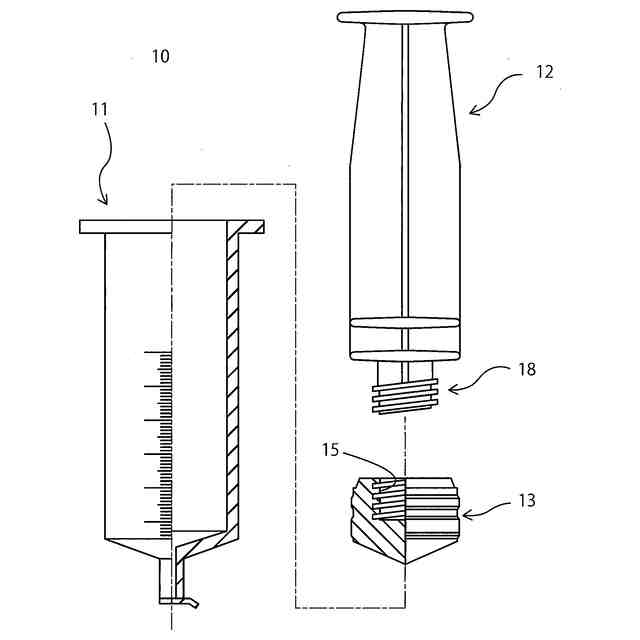
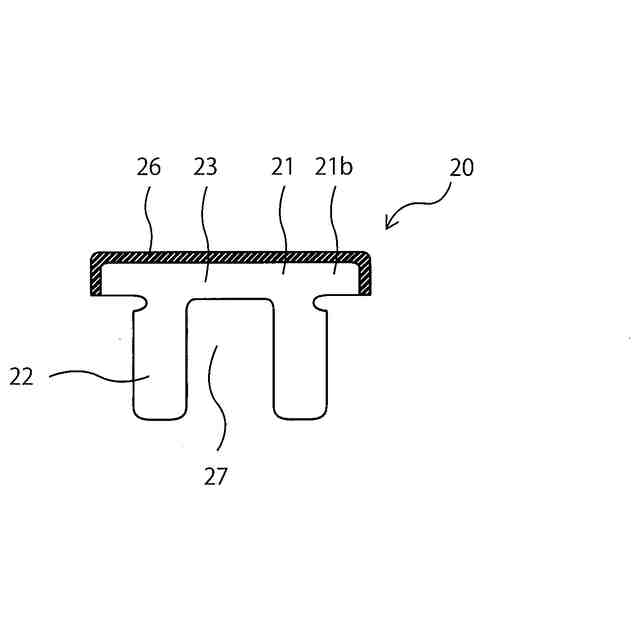
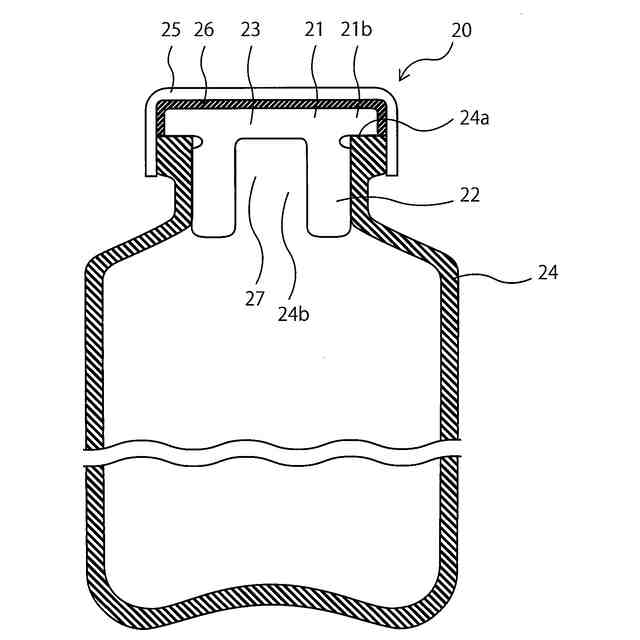
前記医療用ゴム物品は、バイアル瓶のゴム栓、シリンジ用のキャップ、プランジャストッパー、または、真空採血管用ゴム栓である請求項1~8のいずれか一項に記載の医療用ゴム物品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、医療用ゴム物品の製造方法に関するものであり、より詳しくは、医療用ゴム物品表面の摩擦係数および粘着性を低減させる技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
医療用ゴム物品には、ガスバリア性に優れるハロゲン化ブチルゴムが使用されている。ハロゲン化ブチルゴムは、加硫出来る二重結合量が僅かなので、加硫後のゴム物品表面には粘着性がある(タック値が高い)。そのために摺動性が悪く、更に長期間保管するとゴム部品同士がくっ付いてしまうという問題がある。高摺動性を付与し、摩擦抵抗を低くする目的で、加硫後のゴム物品表面にシリコーンオイルを塗布し、または、フッ素樹脂系フィルムでラミネートすることが行われている。
【0003】
一方、ポリマー材料表面の性質を向上させるために、ポリマー材料に紫外線を照射する表面改質方法がある。
【0004】
例えば、特許文献1には、側鎖または主鎖に-CH
2
-結合を有するポリマーからなる素材に、不活性雰囲気中で、波長が160~310nmである紫外線を照射した後、酸化性雰囲気中で、前記素材に、波長が200nm以下である紫外線を照射することにより、素材表面の濡れ性を均一にする素材の表面改質方法が開示されている。
【0005】
特許文献2には、ポリマー材料基材(ただし、布帛基材を除く。)の表面に、一般式(1)R-CH=CH
2
(式中、Rは炭素数6以上のアルキル基を示す。)で表されるビニル化合物を接触させ、紫外線を照射することにより、前記ポリマー材料基材の表面に撥水性を付与するポリマー材料基材の表面処理方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平03-128941号公報
特開2023-053773号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
摺動性を改善するために医療用ゴム物品の表面にシリコーンオイルを塗布したり、フッ素樹脂系フィルムでラミネートすることが行われている。しかしながら、シリコーンオイルを塗布した医療用ゴム物品が、バイオ薬品に接触すると、シリコーン粒子によるタンパク質の凝集が起こる恐れがある。そのため、バイオ薬品を使用する医療用品には、シリコーンオイル塗布した医療用ゴム物品は使えない。特に、プレフィルドシリンジのプランジャストッパーでは、シリコーンオイルフリー(SOF)のニーズが高くなっている。
【0008】
また、ポリテトラフルオロエチレン(PTFE)フィルムなどのフッ素樹脂系フィルムをラミネートしたラミネート医療用ゴム物品は、PTFEフィルムの弾性率がゴムより100倍高く、プレフィルドシリンジのプランジャストッパーとしてシール性が低下する傾向がある。さらに、PTFEフィルムは分解しないので、環境および人間の健康への潜在的なリスクがあり、将来的にPFAS(ペルフルオロアルキル化合物またはポリフルオロアルキル化合物)規制対応として、PTFEフィルムが使用できなくなる可能性がある。
【0009】
以上の通り、SOFおよびPFAS規制対応として、シリコーンオイルやフッ素樹脂系フィルムを使わず、医療用ゴム物品表面の摩擦係数および粘着性を低減させる方法が求められている。
【0010】
本発明は、上記事情に鑑みてなされたものであり、表面の摩擦係数および粘着性が低減される新規な医療用ゴム物品の製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
5日前
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
空気入りタイヤ
2日前
住友ゴム工業株式会社
重荷重用タイヤ
3日前
住友ゴム工業株式会社
重荷重用タイヤ
3日前
住友ゴム工業株式会社
二輪自動車用タイヤ
3日前
住友ゴム工業株式会社
二輪自動車用タイヤ
5日前
住友ゴム工業株式会社
ゴルフクラブヘッド
5日前
住友ゴム工業株式会社
ゴルフクラブヘッド
9日前
住友ゴム工業株式会社
シリンジ用ガスケット
2日前
住友ゴム工業株式会社
導電性ローラの製造方法
4日前
住友ゴム工業株式会社
ポリマー被覆ガラス基材
4日前
住友ゴム工業株式会社
医療用ゴム物品の製造方法
2日前
住友ゴム工業株式会社
医療用ゴム物品の製造方法
2日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
3日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
3日前
住友ゴム工業株式会社
サイド部材用ゴム組成物及びタイヤ
3日前
住友ゴム工業株式会社
医療用ゴム物品およびその製造方法
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ