TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102636
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2024163796
出願日
2024-09-20
発明の名称
導電性ローラの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
主分類
G03G
15/08 20060101AFI20250701BHJP(写真;映画;光波以外の波を使用する類似技術;電子写真;ホログラフイ)
要約
【課題】導電性ローラの導電性弾性層の表面に、樹脂から形成された不完全膜を形成することができる導電性ローラの製造方法を提供する。
【解決手段】導電性ローラの製造方法は、導電性軸芯体と前記導電性軸芯体の外周に形成された導電性弾性層とを有するローラ部材に対して、前記導電性弾性層の外周面に樹脂粉体を付与する付与工程、前記樹脂粉体を拡散部材により、導電性弾性層の外周面全体に拡散させる拡散工程、前記樹脂粉体を加熱することにより、前記樹脂粉体を前記導電性弾性層の外周面に融着させて不完全膜を形成する加熱工程を含むことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
導電性軸芯体と前記導電性軸芯体の外周に形成された導電性弾性層とを有するローラ部材に対して、前記導電性弾性層の外周面に樹脂粉体を付与する付与工程、
前記樹脂粉体を拡散部材により、導電性弾性層の外周面全体に拡散させる拡散工程、
前記樹脂粉体を加熱することにより、前記樹脂粉体を前記導電性弾性層の外周面に融着させて不完全膜を形成する加熱工程を含むことを特徴とする、導電性ローラの製造方法。
続きを表示(約 540 文字)
【請求項2】
前記拡散工程において、拡散部材を前記導電性弾性層の外周面に押圧した状態で摺動させて樹脂粉体を拡散させる、請求項1に記載の導電性ローラの製造方法。
【請求項3】
前記拡散部材は、前記ローラ部材を挿通可能な円筒状の弾性部材である、請求項2に記載の導電性ローラの製造方法。
【請求項4】
前記拡散工程において、前記ローラ部材を軸線周りに回転させながら、前記導電性弾性層の外周面上で、拡散部材をローラ部材の軸方向に摺動させることで、樹脂粉体を拡散させる、請求項1または2に記載の導電性ローラの製造方法。
【請求項5】
前記拡散部材が弾性部材であり、前記弾性部材のAsker-C硬度が、40以下である、請求項3に記載の導電性ローラの製造方法。
【請求項6】
前記付与工程の前に、前記導電性弾性層の表面に紫外線を照射する紫外線照射工程を含む、請求項1に記載の導電性ローラの製造方法。
【請求項7】
前記付与工程において、前記樹脂粉体を保持した転写体に、前記導電性弾性層を押圧することにより、前記導電性弾性層の外周面に前記樹脂粉体を付与する、請求項1に記載の導電性ローラの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、導電性ローラの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
レーザープリンタ、静電式複写機、普通紙ファクシミリ装置、あるいはこれらの複合機等の電子写真法を利用した画像形成装置においては、例えば、帯電させた感光体の表面を露光して当該表面に形成される静電潜像をトナー像に現像する現像ローラ等に導電性ローラが使用される。
【0003】
画像形成のためトナーを運ぶ役割を持つ現像ローラは、導電性弾性層を有しており、トナー帯電性や搬送量の安定のため、導電性弾性層の表面が所定の形状、粗さを有するように処理されている。導電性弾性層の表面形状は、弾性層表面を研磨することで制御できるが、このような研磨により調整された表面形状では、弾性層表面の摩耗によって、印刷濃度の劣化や弾性層表面へのトナー固着などの問題が生じやすい傾向がある。
【0004】
そこで、導電性弾性層の表面形状を制御する方法として、例えば、特許文献1には、ウレタン系液体塗料に、表面粗さを適宜付与するための粗粒子を添加し、有機溶媒等で粘度を調整した液体塗料を用いて、樹脂被覆層を形成する方法が提案されている(特許文献1(段落0132)参照)。
【先行技術文献】
【特許文献】
【0005】
特開2018-155944号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
導電性弾性層の表面に樹脂被覆層を形成することで、表面形状を調整でき、かつ、耐久性を改善することができる。しかし、導電性ローラの弾性層表面に液体塗料を塗布、硬化させて樹脂被覆層を形成する方法では、液体塗料を乾燥させる工程において、有機溶剤が揮発するためVOC(揮発性有機化合物)が発生する。そのため、発生したVOCを回収するための設備等が必要となる。
また、樹脂被覆層を形成する方法として、静電塗装がある。しかし、静電塗装で形成される樹脂被覆層は完全膜であり、導電性ローラの導電性弾性層の表面が完全に樹脂で被覆されるため、導電性ローラの電気特性が低下するという問題がある。
【0007】
本発明は上記事情に鑑みてなされたものであり、導電性ローラの導電性弾性層の表面に、樹脂から形成された不完全膜を形成することができる導電性ローラの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決することができた本発明の導電性ローラの製造方法は、導電性軸芯体と前記導電性軸芯体の外周に形成された導電性弾性層とを有するローラ部材に対して、前記導電性弾性層の外周面に樹脂粉体を付与する付与工程、前記樹脂粉体を拡散部材により、導電性弾性層の外周面全体に拡散させる拡散工程、前記樹脂粉体を加熱することにより、前記樹脂粉体を前記導電性弾性層の外周面に融着させて不完全膜を形成する加熱工程を含むことを特徴とする。
【発明の効果】
【0009】
本発明の製造方法によれば、有機溶剤を用いることなく、導電性弾性層の表面に、樹脂から形成された不完全膜を有する導電性ローラを製造できる。
【図面の簡単な説明】
【0010】
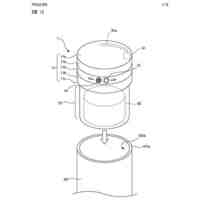
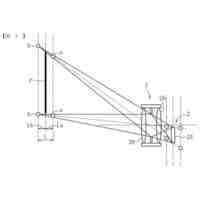
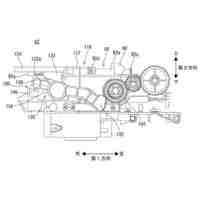
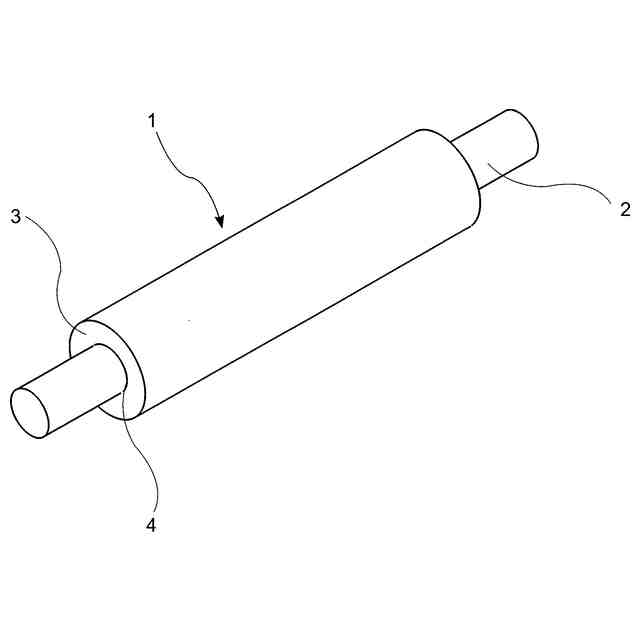
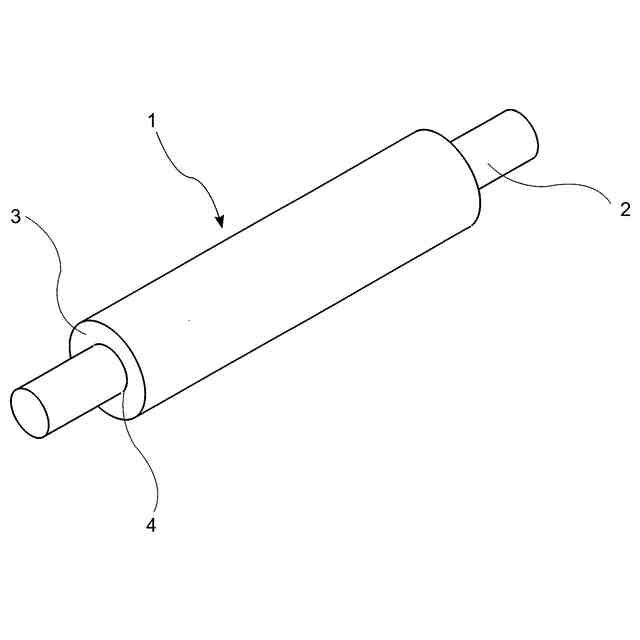
導電性ローラの一例の、全体の外観を示す斜視図。
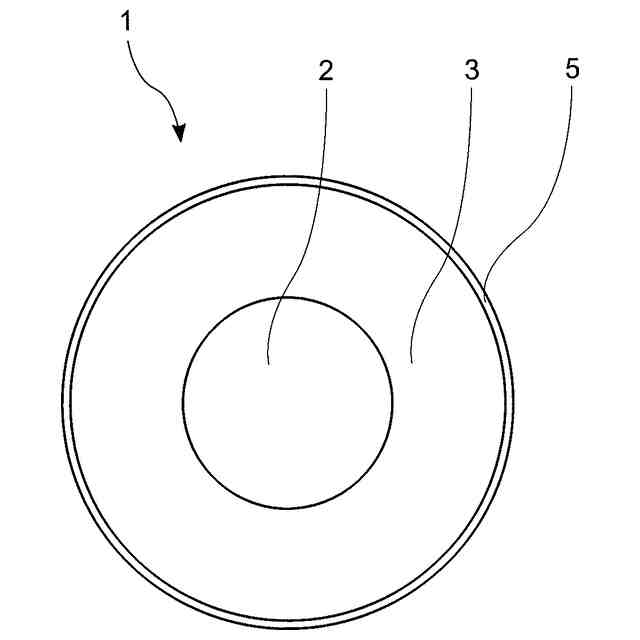
図1の導電性ローラの端面図。
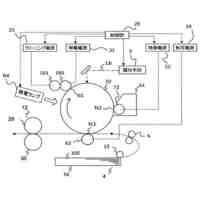
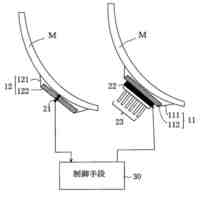
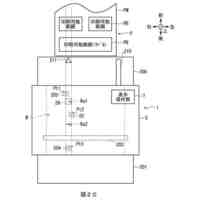
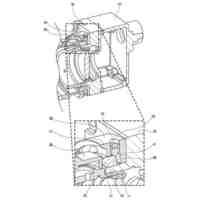
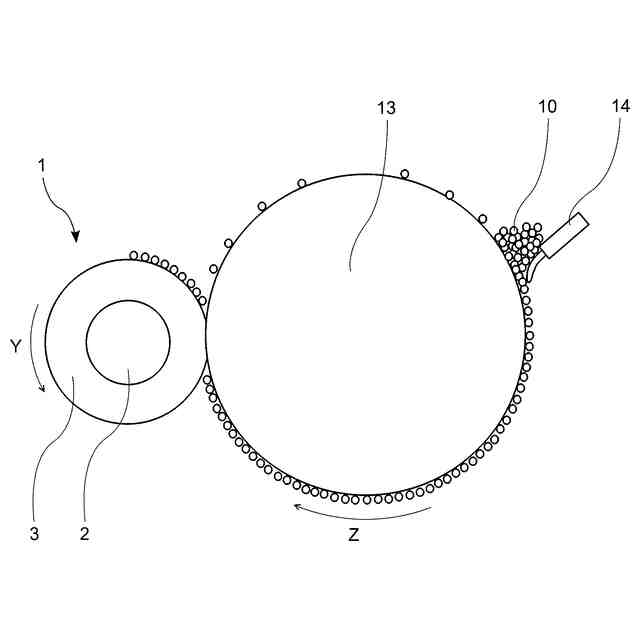
転写板を用いて導電性弾性層の外周面に樹脂粉体を付与する方法の一例を示す模式図。
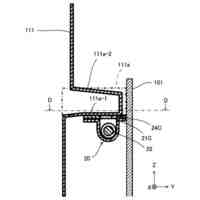
転写ローラを用いて導電性弾性層の外周面に樹脂粉体を付与する方法の一例を示す模式図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
監視用カメラ
2か月前
日本精機株式会社
車両用投影装置
3か月前
日本精機株式会社
車両用投影装置
3か月前
株式会社リコー
画像形成装置
2か月前
株式会社リコー
画像形成装置
21日前
株式会社リコー
画像投射装置
3か月前
株式会社リコー
画像形成装置
1か月前
株式会社リコー
画像形成装置
1か月前
株式会社リコー
画像形成装置
12日前
株式会社リコー
画像形成装置
12日前
株式会社リコー
画像形成装置
2か月前
株式会社リコー
画像形成装置
2か月前
株式会社イノン
接写補助装置
2か月前
株式会社リコー
画像形成装置
3か月前
株式会社リコー
画像形成装置
3か月前
トヨタ自動車株式会社
撮像方法
1か月前
キヤノン株式会社
トナー
2か月前
キヤノン株式会社
画像形成装置
25日前
株式会社オプトル
プロジェクタ
6日前
キヤノン株式会社
画像形成装置
6日前
キヤノン株式会社
画像形成装置
1か月前
ブラザー工業株式会社
再生方法
13日前
シャープ株式会社
画像形成装置
5日前
キヤノン株式会社
画像形成装置
3か月前
キヤノン株式会社
画像形成装置
25日前
キヤノン株式会社
画像形成装置
3か月前
キヤノン株式会社
画像形成装置
25日前
キヤノン株式会社
画像形成装置
25日前
キヤノン株式会社
トナー
1か月前
キヤノン株式会社
トナー
1か月前
キヤノン株式会社
画像形成装置
2か月前
キヤノン株式会社
トナー
2か月前
沖電気工業株式会社
画像形成装置
3か月前
株式会社シグマ
絞り機構及びレンズ鏡筒
4日前
沖電気工業株式会社
画像形成装置
2か月前
興和株式会社
マウント構造
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ