TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104335
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024230558
出願日
2024-12-26
発明の名称
ドリルビット返却システム及びドリルビット返却方法
出願人
セントラム・テクノロジー・コーポレーション
,
CENTRUM TECHNOLOGY CORPORATION
代理人
弁理士法人鈴榮特許綜合事務所
主分類
B23B
41/00 20060101AFI20250702BHJP(工作機械;他に分類されない金属加工)
要約
【課題】人工を減少し自動化の度合いを高め、必要に応じてドリルビット箱を自動的に個別に掴んで補充できる、ドリルビットを選び取って配置するための保管システム及びその方法を提案する。
【解決手段】本開示は、第一ドリルビット箱内の複数のドリルビットを返却するためのドリルビット返却システムを提出する。前記複数のドリルビットが異なるドリルビット径を有する。前記ドリルビット返却システムは、ピックアンドプレース機構とドリルビット返却装置を含む。前記ピックアンドプレース機構は、複数の第二ドリルビット箱を選び取って配置するため使用され、前記複数の第二ドリルビット箱のそれぞれのドリルビットが特定のドリルビット径を有する。前記ドリルビット返却装置は、前記第一ドリルビット箱内のそれぞれの前記ドリルビットのドリルビット径を対応する前記複数の第二ドリルビット箱に返却する。
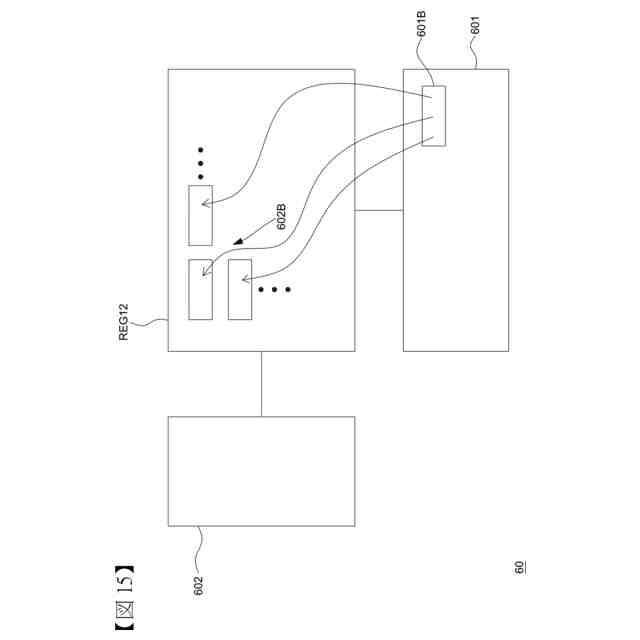
【選択図】図15
特許請求の範囲
【請求項1】
回収エリアからの複数の第一ドリルビット箱を受け取る入口搬送装置であって、前記複数の第一ドリルビット箱のそれぞれが、同じ又は異なるドリルビット径を有するドリルビットの組み合わせを含む前記入口搬送装置と、
前記複数の第一ドリルビット箱を前記入口搬送装置から選び取って返却エリアに搬送する第一箱クロー機械アームと、
前記複数の第一ドリルビット箱内の各ドリルビットのドリルビット径に基づいて、前記各ドリルビットを対応する第二ドリルビット箱に返却して、返却が完成した複数の第三ドリルビット箱を形成するドリルビットクロー機械アームと、
返却が完成した前記複数の第三ドリルビット箱を前記返却エリアから選び取って完成エリアに搬送する第二箱クロー機械アームと、
前記複数の第三ドリルビット箱を前記完成エリアからドリルビット保管システムに搬送する出口搬送装置と、を含む、ドリルビット返却システム。
続きを表示(約 3,000 文字)
【請求項2】
前記複数の第一ドリルビット箱を前記回収エリアに格納する第一保管サブシステムと、
前記複数の第三ドリルビット箱を前記完成エリアに格納する第二保管サブシステムと、
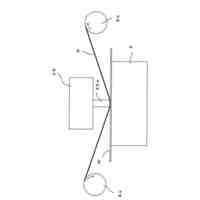
平行発光ユニットと第一撮像ユニットとを含み、前記ドリルビットクロー機械アームが前記複数のドリルビットのそれぞれを掴むと、前記平行発光ユニットが前記複数のドリルビットのそれぞれを平行光源で照明して、前記第一撮像ユニットが前記複数のドリルビットのそれぞれが折れているかどうかを判定する折れたドリルビット識別モジュールと、
前記平行発光ユニットと前記第一撮像ユニットとを含み、前記ドリルビットクロー機械アームが前記複数のドリルビットのそれぞれを掴むと、前記平行発光ユニットが前記複数のドリルビットのそれぞれを平行光源で照明して、前記第一撮像ユニットが前記複数のドリルビットのそれぞれのドリルビット径を取得するドリルビット径測定モジュールと、
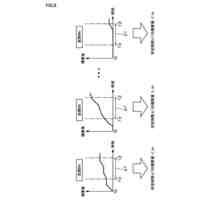
口型発光ユニットと、第二撮像ユニットと、バックライトプレートとを含み、前記口型発光ユニットが、前記複数のドリルビット箱のそれぞれを口型光源で照明して、前記バックライトプレートにより前記口型光源を前記第二撮像ユニットに反射させ、前記第二撮像ユニットが前記複数のドリルビット箱のそれぞれのドリルビットカラーリング情報とドリルビット数量情報を取得するカラーリング/数量識別モジュールと、を更に含む請求項1に記載のドリルビット返却システム。
【請求項3】
空箱エリア及び第三箱クロー機械アームを更に含み、
前記第三箱クロー機械アームは、各ドリルビット径に対応する空のドリルビット箱を前記空箱エリアから前記返却エリアに搬送する、請求項1に記載のドリルビット返却システム。
【請求項4】
前記ドリルビットクロー機械アームは、複数の機械アームを含み、前記複数の機械アームとの間の等間隔が、前記複数の第一ドリルビット箱との間のドリルビット箱間隔に自動的に適合し、
前記第二ドリルビット箱に対応する収容空間に、前記複数の機械アームの動作を収容できない場合、前記複数の機械アームが、前記複数の第一ドリルビット箱から同じドリルビット径のドリルビットを取り出し、対応する前記第二ドリルビット箱に配置する作業を時分割で実行する、請求項1に記載のドリルビット返却システム。
【請求項5】
前記ドリルビットクロー機械アームは、複数の機械アームを含み、前記複数の機械アームとの間の等間隔が、前記複数の第一ドリルビット箱との間のドリルビット箱間隔に自動的に適合し、
前記第二ドリルビット箱に対応する収容空間に、前記複数の機械アームの動作を収容できる場合、前記複数の機械アームが、前記複数の第一ドリルビット箱から同じドリルビット径のドリルビットを取り出し、対応する前記第二ドリルビット箱に配置する作業を同時に実行する、請求項1に記載のドリルビット返却システム。
【請求項6】
回収エリアからの複数の第一ドリルビット箱を受け取るステップであって、前記複数の第一ドリルビット箱のそれぞれが、同じ又は異なるドリルビット径を有するドリルビットの組み合わせを含む前記ステップと、
前記複数の第一ドリルビット箱を選び取って返却エリアに搬送するステップと、
前記複数の第一ドリルビット箱内の各ドリルビットのドリルビット径に基づいて、前記各ドリルビットを対応する第二ドリルビット箱に返却して、複数の第三ドリルビット箱を形成するステップと、
返却が完成した前記複数の第三ドリルビット箱を前記返却エリアから選び取って完成エリアに搬送するステップと、
前記複数の第三ドリルビット箱を前記完成エリアからドリルビット保管システムに搬送するステップと、を含む、ドリルビット返却方法。
【請求項7】
平行光源で前記複数のドリルビットのそれぞれを照明して、第一撮像ユニットが前記複数のドリルビットのそれぞれが折れているかどうかを判定するステップと、
前記平行光源で前記複数のドリルビットのそれぞれを照明して、前記第一撮像ユニットが前記複数のドリルビットのそれぞれのドリルビット径を取得するステップと、
口型光源で前記複数のドリルビット箱のそれぞれを照明し、バックライトプレートにより前記口型光源を第二撮像ユニットに反射させ、前記第二撮像ユニットが前記複数のドリルビット箱のそれぞれのドリルビットカラーリング情報とドリルビット数量情報を取得するステップと、を更に含む、請求項6に記載のドリルビット返却方法。
【請求項8】
前記第二ドリルビット箱に対応する収容空間に、前記複数の機械アームの動作を収容できない場合、前記複数の第一ドリルビット箱から同じドリルビット径のドリルビットを取り出し、対応する前記第二ドリルビット箱に配置する作業を時分割で実行し、
前記第二ドリルビット箱に対応する収容空間に、前記複数の機械アームの動作を収容できる場合、前記複数の機械アームが、前記複数の第一ドリルビット箱から同じドリルビット径のドリルビットを取り出し、対応する前記第二ドリルビット箱に配置する作業を同時に実行する、請求項6に記載のドリルビット返却方法。
【請求項9】
第一ドリルビット箱内の複数のドリルビットを返却するためのドリルビット返却システムであって、
前記複数のドリルビットが異なるドリルビット径を有し、
前記ドリルビット返却システムは、
複数の第二ドリルビット箱を選び取って配置するためのピックアンドプレース機構であって、前記複数の第二ドリルビット箱のそれぞれのドリルビットが特定のドリルビット径を有する前記ピックアンドプレース機構と、
前記第一ドリルビット箱内のそれぞれの前記ドリルビットのドリルビット径を対応する前記複数の第二ドリルビット箱に返却するドリルビット返却装置と、を含む、ドリルビット返却システム。
【請求項10】
前記ドリルビット返却システムは、
回収エリアからの前記複数の第一ドリルビット箱を受け取る入口搬送装置であって、前記複数の第一ドリルビット箱のそれぞれが、同じなドリルビット径を有するドリルビットの組み合わせを含む前記入口搬送装置と、
前記複数の第二ドリルビット箱を完成エリアからドリルビット保管システムに搬送する出口搬送装置と、を更に含み、
前記ドリルビット返却装置は、前記複数の第一ドリルビット箱内の各ドリルビットのドリルビット径に基づいて、対応する第二ドリルビット箱に返却するドリルビットクロー機械アームと、を含み、
前記ピックアンドプレース機構は、
前記複数の第一ドリルビット箱を前記入口搬送装置から選び取って返却エリアに搬送する第一箱クロー機械アームと、
返却が完成した前記複数の第二ドリルビット箱を前記返却エリアから選び取って前記完成エリアに搬送する第二箱クロー機械アームと、を含む、請求項9に記載のドリルビット返却システム。
発明の詳細な説明
【関連出願の相互参照】
【0001】
この出願は、2023年12月27日に台湾知的財産局に提出された台湾特許出願第112151154号に基づき優先権を主張するものであり、その開示内容は参照により本明細書に全体として組み込まれている。
続きを表示(約 4,200 文字)
【技術分野】
【0002】
本開示は、ドリルビットシステムに関し、特に、ドリルビット用の保管システム、ドリルビット準備システム、ビット返却システム及びドリルビット管理システムに関する。
【背景技術】
【0003】
一般に、プリント基板(PCB)の穴あけは、機械的穴あけとレーザー穴あけに分けられる。機械的穴あけでは、通常、PCBに穴を開けるには、異なる直径のドリルビットが必要となるため、ドリルビット径の異なるドリルビットを取り出すか回收する必要があり、ドリルビット径の異なるドリルビットを保管する保管システムが必要であり、同じドリルビット箱内にドリルビット径の異なるドリルビットを配置する必要がある。同じPCBを異なるビット径で穴あけするためのPCB穴あけ機の使用を容易にする。ただし、ドリルビットの保管、ビットの準備、回収はまだ完全な自動化には至っておらず、依然として人工での選び取り、配置、構成を必要とする。
【0004】
中国特許出願公開第CN114750236A号には、フレームと、フレーム上に取り付けられた底板とを含む、PCBドリルビットの選び取りと配置のための自動カッター準備及び引き出し装置が開示されている。自動カッター準備及び引き出し装置には、材料の選び取りと配置のための機械アームと、底板に取り付けられるスイング機構と、が含まれる。前記スイング機構は、キャリア プレートを備えており、キャリア プレートには複数列のカッター箱配置スロットが設けられており、Y 軸駆動源がキャリア プレートを駆動し、XY駆動機構が前記ロボットアームを駆動して、前記機械アームは、前記複数列のカッター箱配置スロットの任意位置に到達して駆動できる。前記機械アームは、材料を掴み、同時に複数のドリルビットを掴むことができるため、高効率なロードとアンロードを実現する。
【0005】
しかしながら、上記特許文献では、ドリルビットはキャリアプレート全体の複数列のカッター箱配置スロットにのみ掴むことができ、複数列のカッター箱を人工の手動で取り出す必要があり、機器間の調整にとって有益ではない。
【発明の開示】
【発明が解決しようとする課題】
【0006】
従来技術の欠点を考慮し、人工を減少し自動化の度合いを高め、必要に応じてドリルビット箱を自動的に個別に掴んで補充できる、ドリルビットを選び取って配置するための保管システム及びその方法を提案する。
【課題を解決するための手段】
【0007】
本発明の実施形態は、ドリルビット保管システム、ドリルビット準備システム、ビット返却システム及びシステム間のドリルビット管理システムを提案する。ドリルビット保管システムは、複数の保管モジュール、多軸駆動構造及び処理ユニットを含む。ドリルビット箱は、ルールに従って保管できる。たとえば、同じドリルビット直径のドリルビットを同じドリルビット箱に配置して、各ドリルビット箱にあるドリルビット直径とドリルビット数量を識別するための特定の電子ラベルを取り付けることができる。PCB上のドリル穴の直径は必ずしも同じサイズではないため、同じPCBに必要なドリルビットの直径は異なる。異なる直径のドリルビットを同じドリルビット箱に入れてドリルビットアセンブリを形成するには、ドリルビット準備システムが必要である。これにより、PCB穴あけ機は、対応するサイズのドリルに異なる直径のドリルビットを設定できる。更に、ドリルビット保管システムには、ピックアンドプレース装置と移送装置が含まれており、前記ピックアンドプレース装置は、保管モジュールにドリルビット保管箱を取り出して前記移送装置上に置くことができる。その後、前記移送装置がドリルビット箱を出口部に移送する。ドリルビット箱は、前記移送装置を介して出口部からドリルビット準備システムに移送できるため、ドリルビット保管システムとドリルビット準備システムとの間の完全自動化が確立される。
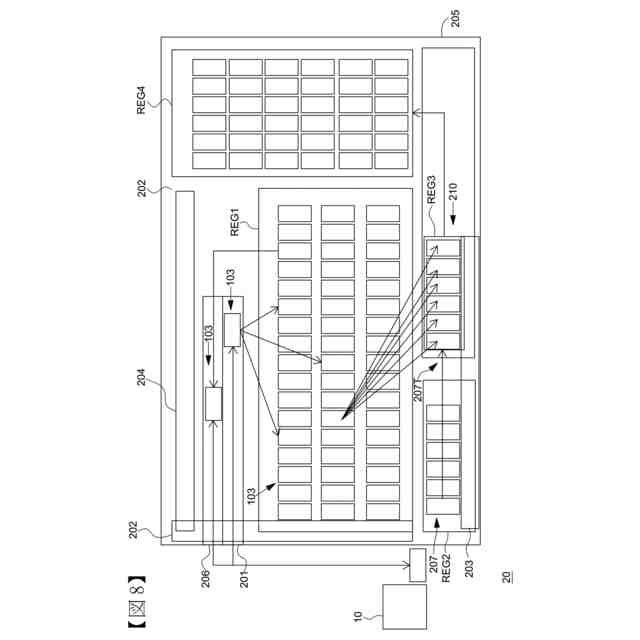
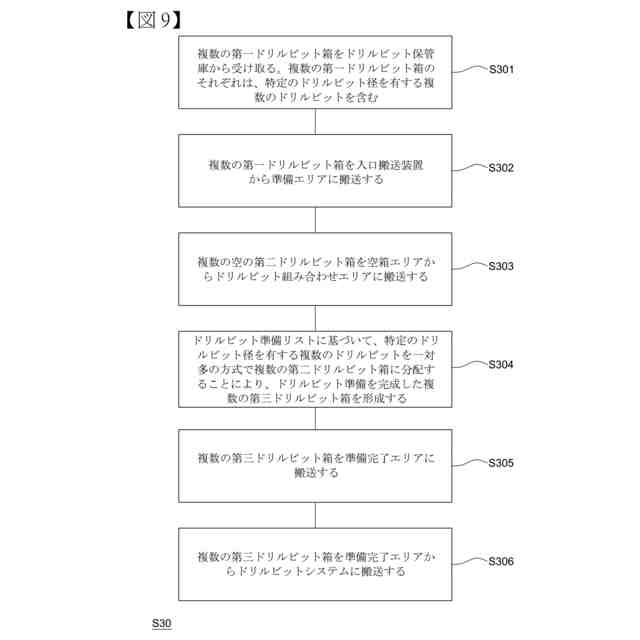
【0008】
本発明の実施形態に係るドリルビット準備システムは、搬送装置、ドリルビット箱を選び取って配置するための装置、ドリルビットをクランプして配置するための装置、光学識別モジュール及び処理ユニットを含む。搬送装置は、保管システムからのドリルビット箱を一時保管して搬送し、ドリルビット箱を選び取って配置するための装置は、ドリルビット箱を選び取って準備エリアに配置し、空のドリルビット箱を空箱エリアからドリルビット組み合わせエリアに搬送する。ドリルビット管理システムは、上記のシステムに加えて、電子タグリーダライタ、データベース、処理ユニット、クラウド管理システムを含む。電子タグリーダライタは、ドリルビット準備リストを走査して、異なるドリルビット径のドリルビットを同じドリルビット箱に分配して準備する。ドリルビットをクランプして配置するための装置は、ドリルビット準備装置とみなすことができ、処理ユニットは、ドリルビットをクランプ及び配置するための装置により、ドリルビット準備リストに基づいて必要な特定のドリルビット径のドリルビットを空のドリルビット箱内にクランプさせる。空のドリルビット箱の数が多く、ドリルビットをクランプして配置するための装置にもドリルビットクランプユニットが多数あるため、複数の空のドリルビット箱を同時にクランプする方が効率的である。ドリルビット組み合わせエリアでドリルビットの準備が完了したドリルビット箱は、その後のPCB穴あけ装置への搬送のために、搬送装置により完成エリアに一時的に保管する。ドリルビットを分配した後、準備エリアにおけるドリルビット箱が空になり、空箱エリアにまだスペースがある場合、ドリルビット箱を選び取って配置するための装置は、準備エリアに空のドリルビット箱選び取って空箱エリアに配置する。ドリルビットを分配した後、準備エリアのドリルビット箱にドリルビットが残っている場合には、搬送装置により、残ったドリルビットが入ったドリルビット箱をドリルビット保管システムに返却することができる。使用済みのドリルビット又は研磨したドリルビットは、まずドリルビット返却システムによって分類され、その後、保管のためにドリルビット保管システムに返却する。搬送装置は、準備完了のドリルビット箱をPCB 穴あけ装置に搬送して完全に自動化することもできる。
【0009】
本発明の実施形態に開示されたドリルビット保管システム、ドリルビット準備システム及びビット返却システムはすべて、上記システムに加えて、電子タグリーダライタ、データベース、処理ユニット、クラウド管理システムなどを更に含む。光学的識別モジュールは、ドリルビット径を検出する第一光学的識別モジュールと、ドリルビット数量及びカラーリングを検出する第二光学的識別モジュールとを含んでもよい。各システムには電子タグリーダライタを搭載しており、ドリルビット箱に取り付けられた電子タグを読み取ることで、ドリルビット箱、ドリルビット数量、ドリルビット径などを識別することができる。各システムは、光学識別モジュールを使用して、ドリルビット箱内のドリルビット数量とドリルビット径を実際に検出して再確認することもでき、ドリルビットの情報と実際のドリルビット数量とドリルビット径との間の不一致を回避できる。各システム間では、ドリルビット箱を自動的に選び取って配置する移動装置により、ドリルビット箱を目的の機械まで自由に搬送できる。
【0010】
本発明の実施形態に係るドリルビット返却システムは、搬送装置、ドリルビット箱を選び取って配置するための装置、ドリルビットをクランプして配置するための装置、折れたドリルビット識別モジュール、ドリルビット径測定モジュール、カラーリング/数量識別モジュール及び処理ユニットを含む。PCB穴あけ機でドリルビットを使用した後は、ドリルビットが鈍くなるため、次の穴あけを容易にするために研磨する必要がある。ドリルビットで穿孔した後に配置されたドリルビット箱は、一時保管のためにドリルビット返却システムの回収エリアに配置され、ドリルビット箱を選び取って配置するための装置及び搬送装置は、ドリルビット組み合わせエリアに搬送し、ドリルビットをクランプして配置するための装置は、ドリルビット返却システムと見なすことができ、各ドリルビットのドリルビット径に応じて、使用済み又は研磨されたドリルビットを返却エリアの各ドリルビット箱に返却し、返却エリアのドリルビット箱内の各ドリルビットは、特定のドリルビット径を有する。例えば、返却エリアの第一ドリルビット箱内の各ドリルビットは、第一特定のドリルビット径を有し、返却エリアの第二ドリルビット箱内の各ドリルビットは、第二特定のドリルビット径を有する。ドリルビット組み合わせエリアのドリルビットが返却エリアに返却される準備が整う前に、折れたドリルビット識別モジュールが各ドリルビットに折れドリルビットがあるかどうかを検出し、返却の対象から除外する。ドリルビットをクランプして配置するための装置は、複数のドリルビットクランプユニットを含むことができ、複数のドリルビットクランプユニットは、異なるドリルビット径のドリルビットを同時にクランプして、返却エリアの異なる位置でのドリルビット箱に配置する。同じ位置にあるドリルビット箱内のドリルビットは同じ針径を有する。或いは、複数のドリルビットクランプユニットのサイズは、返却エリアの同じドリルビット箱内で動作できる場合、ドリルビット組み合わせエリアの複数のドリルビットを同時にクランプして、返却エリアの同じドリルビット箱に配置する。返却が完成したドリルビット箱は、ドリルビット箱を選び取って配置するための装置を介して搬送装置に搬送され、完成エリアに一時保管され、搬送装置は、返却が完成した後のドリルビット箱がドリルビット保管システムに搬送し、自動化によってドリルビットの返却という目的を達成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
22日前
株式会社FUJI
工作機械
14日前
株式会社FUJI
工作機械
26日前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社ダイヘン
溶接装置
15日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
15日前
トヨタ自動車株式会社
溶接マスク
22日前
有限会社 ナプラ
ソルダペースト
19日前
住友重機械工業株式会社
加工装置
19日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社不二越
波形抽出装置
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
通り穴加工用タップ
2か月前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
DMG森精機株式会社
工作機械
29日前
ブラザー工業株式会社
工作機械
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社アドウェルズ
超音波加工装置
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ