TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101910
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219008
出願日
2023-12-26
発明の名称
数値制御装置、制御方法、及びプログラム
出願人
ブラザー工業株式会社
代理人
個人
主分類
G05B
19/416 20060101AFI20250701BHJP(制御;調整)
要約
【課題】工具交換において工具の積載条件に応じて最適化された時定数で工具マガジンを旋回した場合にも、工具マガジンと主軸とを適切なパラメータに基づき動作できる数値制御装置、制御方法、及びプログラムを提供する。
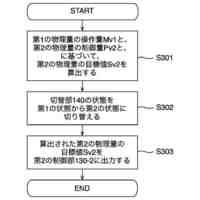
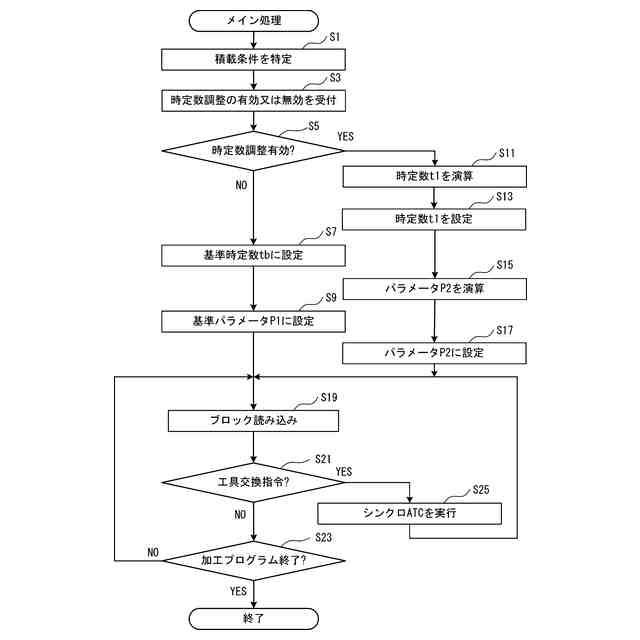
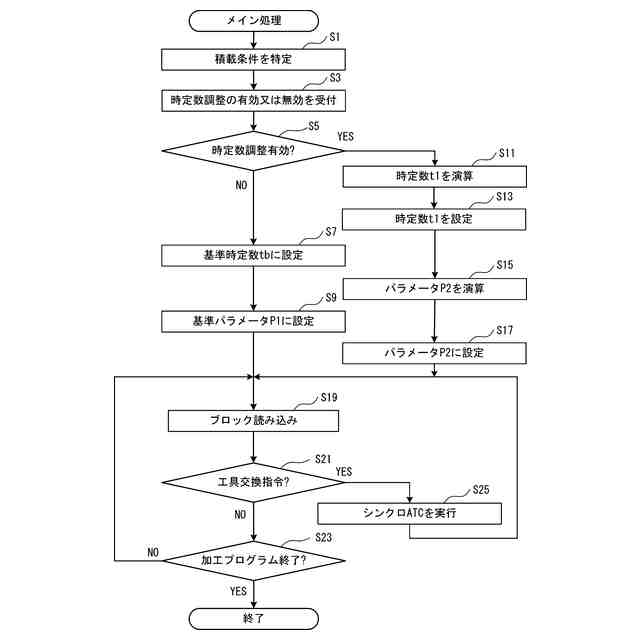
【解決手段】制御部は、工具マガジンの積載条件に基づいて、工具マガジンの旋回動作における加減速の時定数を設定する(S13)。制御部は、パラメータP2を、設定された時定数t1に基づき設定する(S17)。パラメータP2は、受取位置で工具マガジンが主軸から工具を受け取った後、主軸が離隔位置に到達する前に工具マガジンの旋回動作を開始し、且つ工具マガジンが受渡位置まで旋回する前に離隔位置から交換位置への主軸の移動動作を開始する為のものである。工具交換において、設定された時定数t1と設定されたパラメータP2に基づき、工具マガジンの旋回動作と主軸の移動動作とを実行する(S25)。
【選択図】図6
特許請求の範囲
【請求項1】
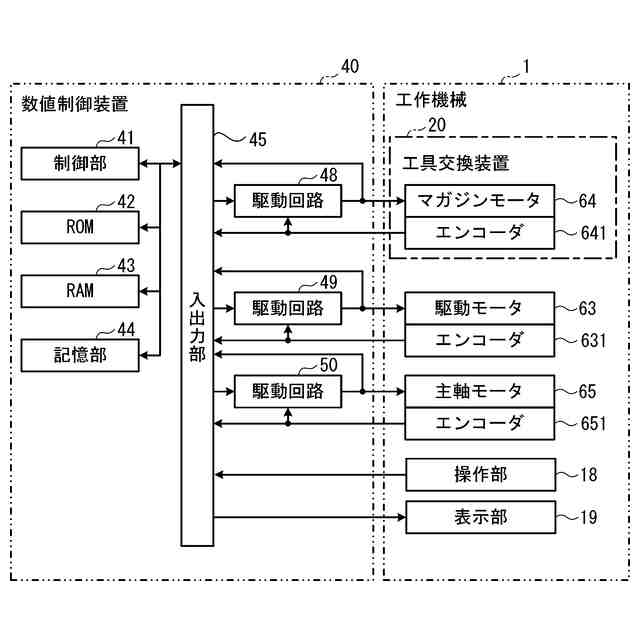
工具を装着可能であり、前記工具を交換する工具交換において、駆動モータの駆動によって前記工具を交換する交換位置と前記交換位置から離隔した離隔位置との間を移動可能な主軸と、
前記工具を積載可能であり、前記工具交換において、マガジンモータの駆動によって旋回軸回りに旋回動作することで、前記主軸に装着された前記工具を受けとる受取位置と前記主軸に装着される前記工具を前記主軸に受け渡す受渡位置との間を旋回可能な工具マガジンと
を備えた工作機械を制御する数値制御装置であって、
前記駆動モータ及び前記マガジンモータに指令を出力することで、前記主軸及び前記工具マガジンの動作を制御する制御部
を備え、
前記制御部は、
前記工具マガジンの積載条件に基づいて、前記工具マガジンの前記旋回動作における加減速の時定数を設定する時定数設定処理と、
前記受取位置で前記工具マガジンが前記主軸から前記工具を受け取った後、前記主軸が前記離隔位置に到達する前に前記工具マガジンの前記旋回動作を開始し、且つ前記工具マガジンが前記受渡位置まで旋回する前に前記離隔位置から前記交換位置への前記主軸の移動動作を開始する為のパラメータを、前記時定数設定処理において設定された前記時定数に基づき設定するパラメータ設定処理と、
前記工具交換において、前記時定数設定処理において設定された前記時定数と前記パラメータ設定処理により設定された前記パラメータに基づき、前記工具マガジンの前記旋回動作と前記主軸の前記移動動作とを実行する動作制御処理と
を実行する
ことを特徴とする数値制御装置。
続きを表示(約 2,700 文字)
【請求項2】
前記積載条件は、前記工具マガジンの前記旋回軸回りのイナーシャ及び偏荷重の少なくとも一方によって規定される
ことを特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記時定数と前記パラメータとの対応関係を示す情報を記憶する記憶部を備え、
前記パラメータ設定処理は、前記時定数設定処理で設定した前記時定数と前記記憶部に記憶された前記情報に基づき前記パラメータを設定する演算処理を実行する
ことを特徴とする請求項1に記載の数値制御装置。
【請求項4】
前記時定数は、前記工具マガジンの最大イナーシャ、及び最大偏荷重に応じた基準時定数を含み、
前記パラメータは、前記基準時定数に対応する基準パラメータを含み、
前記情報は、前記時定数の変動に対する前記パラメータの変化率であり、
前記演算処理は、
前記基準時定数、前記基準パラメータ、前記時定数設定処理により設定された前記時定数、及び前記変化率に基づき、前記パラメータを演算する
ことを特徴とする請求項3に記載の数値制御装置。
【請求項5】
前記パラメータは、
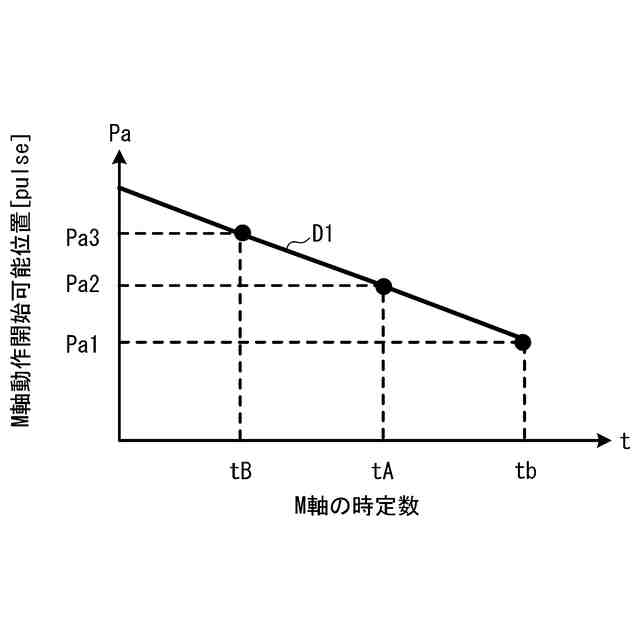
前記主軸が前記離隔位置に到達する前に、前記工具マガジンの前記旋回動作を開始可能な前記主軸の位置を示す第一パラメータと、
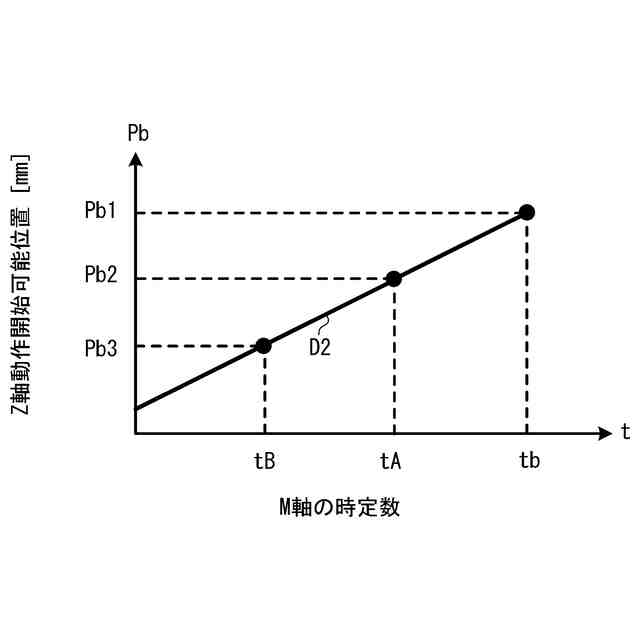
前記工具マガジンが前記受渡位置まで旋回する前に、前記主軸が前記離隔位置から前記交換位置へ向けて前記移動動作を開始可能な前記工具マガジンの旋回位置を示す第二パラメータと
を含む
ことを特徴とする請求項1に記載の数値制御装置。
【請求項6】
前記時定数は、前記工具マガジンの最大イナーシャ、及び最大偏荷重に応じた基準時定数を含み、
前記動作制御処理は、
前記時定数設定処理により前記基準時定数に対して短縮された前記時定数に設定された場合、
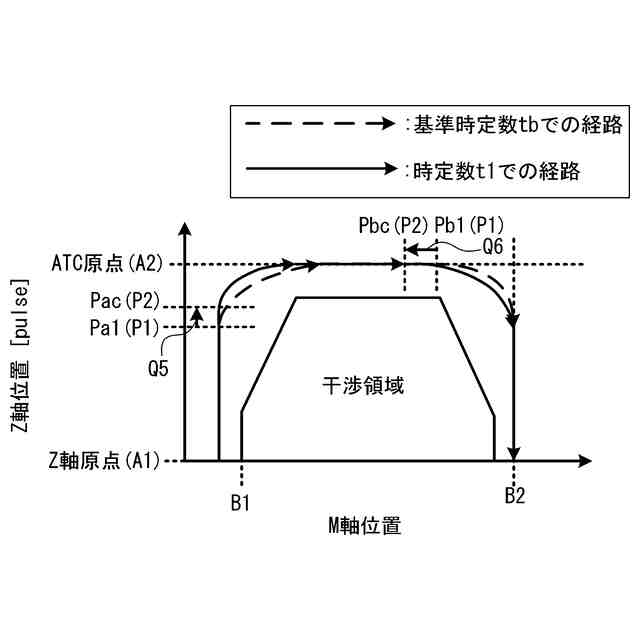
前記受取位置から前記受渡位置への前記工具マガジンの前記旋回動作を開始する時の前記主軸の位置が、前記基準時定数での前記工具マガジンの前記旋回動作を開始する時の前記主軸の位置よりも前記離隔位置に近い位置で前記工具マガジンの前記旋回動作を開始し、
前記離隔位置から前記交換位置への前記主軸の前記移動動作を開始する時の前記工具マガジンの旋回位置が、前記基準時定数での前記主軸の前記移動動作を開始する時の前記工具マガジンの旋回位置よりも前記受渡位置に対して遠い位置で前記主軸の前記移動動作を開始する
ことを特徴とする請求項1に記載の数値制御装置。
【請求項7】
前記制御部は、
前記時定数設定処理の実行について有効又は無効を受け付ける受付処理
を実行する
ことを特徴とする請求項1に記載の数値制御装置。
【請求項8】
前記パラメータ設定処理は、
前記工具マガジンに積載された前記工具の総重量が所定値以上の場合と、前記工具マガジンに積載された前記工具の前記総重量が前記所定値よりも小さい場合とで異なる前記パラメータを設定する
ことを特徴とする請求項1に記載の数値制御装置。
【請求項9】
工具を装着可能であり、前記工具を交換する工具交換において、駆動モータの駆動によって前記工具を交換する交換位置と前記交換位置から離隔した離隔位置との間を移動可能な主軸と、
前記工具を積載可能であり、前記工具交換において、マガジンモータの駆動によって旋回軸回りに旋回動作することで、前記主軸に装着された前記工具を受けとる受取位置と前記主軸に装着される前記工具を前記主軸に受け渡す受渡位置との間を旋回可能な工具マガジンと
を備えた工作機械を制御し、前記駆動モータ及び前記マガジンモータに指令を出力することで、前記主軸及び前記工具マガジンの動作を制御する数値制御装置の制御方法であって、
前記工具マガジンの積載条件に基づいて、前記工具マガジンの前記旋回動作における加減速の時定数を設定する時定数設定ステップと、
前記受取位置で前記工具マガジンが前記主軸から前記工具を受け取った後、前記主軸が前記離隔位置に到達する前に前記工具マガジンの前記旋回動作を開始し、且つ前記工具マガジンが前記受渡位置まで旋回する前に前記離隔位置から前記交換位置への前記主軸の移動動作を開始する為のパラメータを、前記時定数設定ステップにおいて設定された前記時定数に基づき設定するパラメータ設定ステップと、
前記工具交換において、前記時定数設定ステップにおいて設定された前記時定数と前記パラメータ設定ステップにより設定された前記パラメータに基づき、前記工具マガジンの前記旋回動作と前記主軸の前記移動動作とを実行する動作制御ステップと
を実行する
ことを特徴とする制御方法。
【請求項10】
工具を装着可能であり、前記工具を交換する工具交換において、駆動モータの駆動によって前記工具を交換する交換位置と前記交換位置から離隔した離隔位置との間を移動可能な主軸と、
前記工具を積載可能であり、前記工具交換において、マガジンモータの駆動によって旋回軸回りに旋回動作することで、前記主軸に装着された前記工具を受けとる受取位置と前記主軸に装着される前記工具を前記主軸に受け渡す受渡位置との間を旋回可能な工具マガジンと
を備えた工作機械を制御し、前記駆動モータ及び前記マガジンモータに指令を出力することで、前記主軸及び前記工具マガジンの動作を制御する数値制御装置のコンピュータに、
前記工具マガジンの積載条件に基づいて、前記工具マガジンの前記旋回動作における加減速の時定数を設定する時定数設定ステップと、
前記受取位置で前記工具マガジンが前記主軸から前記工具を受け取った後、前記主軸が前記離隔位置に到達する前に前記工具マガジンの前記旋回動作を開始し、且つ前記工具マガジンが前記受渡位置まで旋回する前に前記離隔位置から前記交換位置への前記主軸の移動動作を開始する為のパラメータを、前記時定数設定ステップにおいて設定された前記時定数に基づき設定するパラメータ設定ステップと、
前記工具交換において、前記時定数設定ステップにおいて設定された前記時定数と前記パラメータ設定ステップにより設定された前記パラメータに基づき、前記工具マガジンの前記旋回動作と前記主軸の前記移動動作とを実行する動作制御ステップと
を実行させることを特徴とするプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、制御方法、及びプログラムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
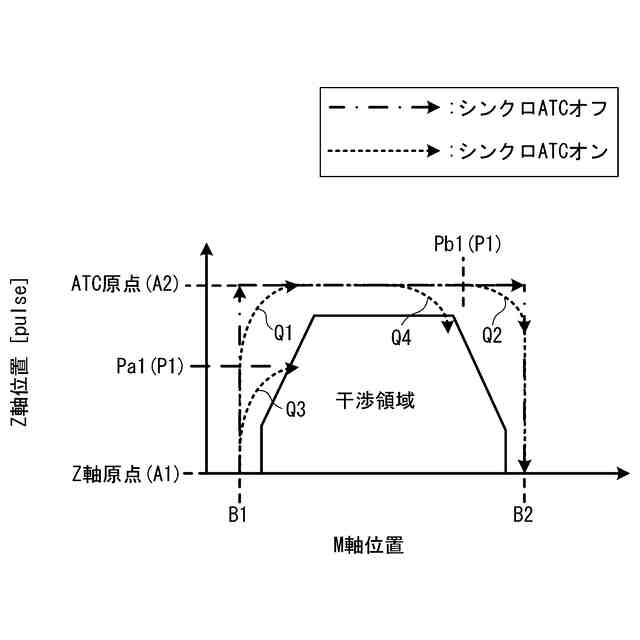
特許文献1に記載の工作機械は、工具マガジン、及び主軸を動作制御して工具交換を実行する。工具マガジンには、工具が積載される。主軸には、工具が装着される。工具交換時、工作機械は、主軸がZ軸原点を通過した後ATC原点に到達する前に工具マガジンの旋回動作を実行する。工作機械は、工具マガジンが目標位置に到達する前に、ATC原点からZ軸原点へ主軸の移動動作を実行する。旋回動作及び移動動作は、これらの動作を制御する為のパラメータに基づき実行される。このように、工作機械は、工具マガジンの旋回動作と、主軸の移動動作とをオーバラップさせて、工具交換の時間を短縮する。
【先行技術文献】
【特許文献】
【0003】
特開2013-205975号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記工作機械に対して、工具マガジンを旋回動作する際の時定数を、工具マガジンへの工具の積載条件に応じて最適化した時定数に設定する機能を搭載した場合、設定後の時定数に対する上記パラメータの適切な値が変化する。設定後の時定数に対してパラメータが適切な値でない状態で工具交換を実行した場合、例えば主軸と工具マガジンとが干渉してしまう可能性がある。
【0005】
本発明の目的は、工具交換において工具の積載条件に応じて最適化された時定数で工具マガジンを旋回した場合にも、工具マガジンと主軸とを適切なパラメータに基づき動作できる数値制御装置、制御方法、及びプログラムを提供することである。
【課題を解決するための手段】
【0006】
請求項1の数値制御装置は、工具を装着可能であり、前記工具を交換する工具交換において、駆動モータの駆動によって前記工具を交換する交換位置と前記交換位置から離隔した離隔位置との間を移動可能な主軸と、前記工具を積載可能であり、前記工具交換において、マガジンモータの駆動によって旋回軸回りに旋回動作することで、前記主軸に装着された前記工具を受けとる受取位置と前記主軸に装着される前記工具を前記主軸に受け渡す受渡位置との間を旋回可能な工具マガジンとを備えた工作機械を制御する数値制御装置であって、前記駆動モータ及び前記マガジンモータに指令を出力することで、前記主軸及び前記工具マガジンの動作を制御する制御部を備え、前記制御部は、前記工具マガジンの積載条件に基づいて、前記工具マガジンの前記旋回動作における加減速の時定数を設定する時定数設定処理と、前記受取位置で前記工具マガジンが前記主軸から前記工具を受け取った後、前記主軸が前記離隔位置に到達する前に前記工具マガジンの前記旋回動作を開始し、且つ前記工具マガジンが前記受渡位置まで旋回する前に前記離隔位置から前記交換位置への前記主軸の移動動作を開始する為のパラメータを、前記時定数設定処理において設定された前記時定数に基づき設定するパラメータ設定処理と、前記工具交換において、前記時定数設定処理において設定された前記時定数と前記パラメータ設定処理により設定された前記パラメータに基づき、前記工具マガジンの前記旋回動作と前記主軸の前記移動動作とを実行する動作制御処理とを実行することを特徴とする。
【0007】
上記数値制御装置は、工具交換において工具の積載条件に応じて最適化された時定数で工具マガジンを旋回した場合にも、工具マガジンと主軸とを適切なパラメータに基づき動作できる。
【0008】
請求項2の数値制御装置では、前記積載条件は、前記工具マガジンの前記旋回軸回りのイナーシャ及び偏荷重の少なくとも一方によって規定されてもよい。数値制御装置は、イナーシャ及び偏荷重に基づき時定数を設定できる。
【0009】
請求項3の数値制御装置は、前記時定数と前記パラメータとの対応関係を示す情報を記憶する記憶部を備え、前記パラメータ設定処理は、前記時定数設定処理で設定した前記時定数と前記記憶部に記憶された前記情報に基づき前記パラメータを設定する演算処理を実行してもよい。数値制御装置は、対応関係を示す情報に基づき時定数を設定できる。
【0010】
請求項4の数値制御装置では、前記時定数は、前記工具マガジンの最大イナーシャ、及び最大偏荷重に応じた基準時定数を含み、前記パラメータは、前記基準時定数に対応する基準パラメータを含み、前記情報は、前記時定数の変動に対する前記パラメータの変化率であり、前記演算処理は、前記基準時定数、前記基準パラメータ、前記時定数設定処理により設定された前記時定数、及び前記変化率に基づき、前記パラメータを演算してもよい。数値制御装置は、演算によりパラメータを求めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
20日前
株式会社ダイヘン
移動体
25日前
ローム株式会社
半導体集積回路
1か月前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
ペダル機構
1か月前
株式会社ダイフク
搬送設備
20日前
三栄ハイテックス株式会社
基準電圧回路
1か月前
キヤノン電子株式会社
加工装置、及び、制御方法
5日前
三菱電機株式会社
自己位置推定装置
2か月前
株式会社オプトン
制御プログラム生成装置
18日前
株式会社鷺宮製作所
制御装置
19日前
株式会社ダイフク
物品搬送設備
18日前
株式会社ダイフク
物品搬送設備
18日前
株式会社ダイヘン
負荷時タップ切換器
25日前
株式会社ダイフク
物品搬送設備
11日前
株式会社ダイフク
物品搬送設備
1か月前
トヨタ自動車株式会社
移動体、及び制御方法
2か月前
株式会社戸張空調
アクセル・ブレーキ操作装置
1か月前
三菱電機株式会社
電源回路
5日前
株式会社計数技研
移動体、及びプログラム
1か月前
WHILL株式会社
電動モビリティ
2か月前
オムロン株式会社
安全装置
18日前
シンフォニアテクノロジー株式会社
異常検知装置
18日前
株式会社ダイフク
飛行体制御システム
7日前
ローム株式会社
半導体装置
1か月前
株式会社ダイヘン
搬送車
2か月前
個人
ペダル装置、及びペダル装置を具備する自動車
今日
日本信号株式会社
自走式装置
2か月前
株式会社日立製作所
製造工程管理システム
19日前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
株式会社大林組
作業機械の自動運転制御システム
1か月前
株式会社東芝
監視制御システム及び監視制御方法
6日前
エイブリック株式会社
ボルテージレギュレータ及び半導体装置
1か月前
株式会社FUJI
工作機械
21日前
株式会社豊田自動織機
無人搬送車両
28日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ