TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101645
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218633
出願日
2023-12-25
発明の名称
レーザ加工装置
出願人
三星ダイヤモンド工業株式会社
代理人
個人
,
個人
主分類
B23K
26/364 20140101AFI20250630BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置の小型化を実現しながら、2つのロール間で搬送されるフィルム状の被加工物にラインを迅速に形成することが可能なレーザ加工装置を提供する。
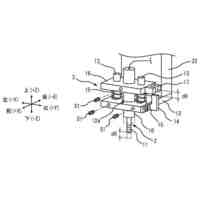
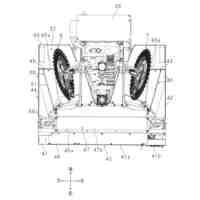
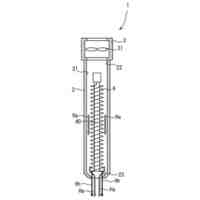
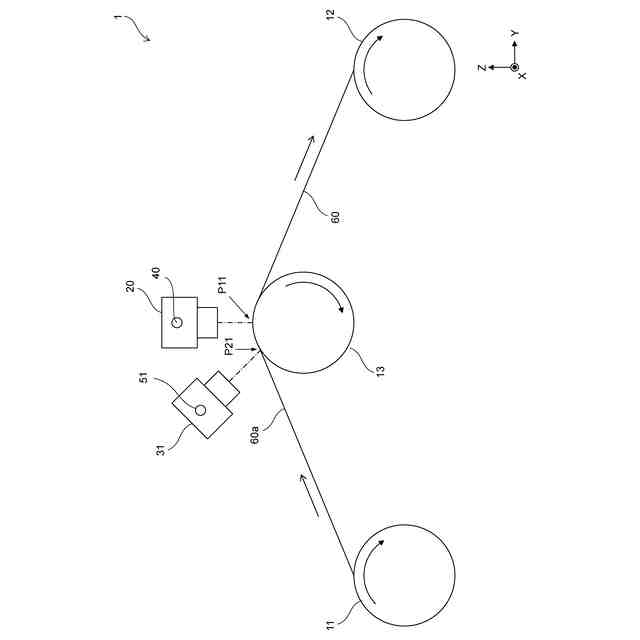
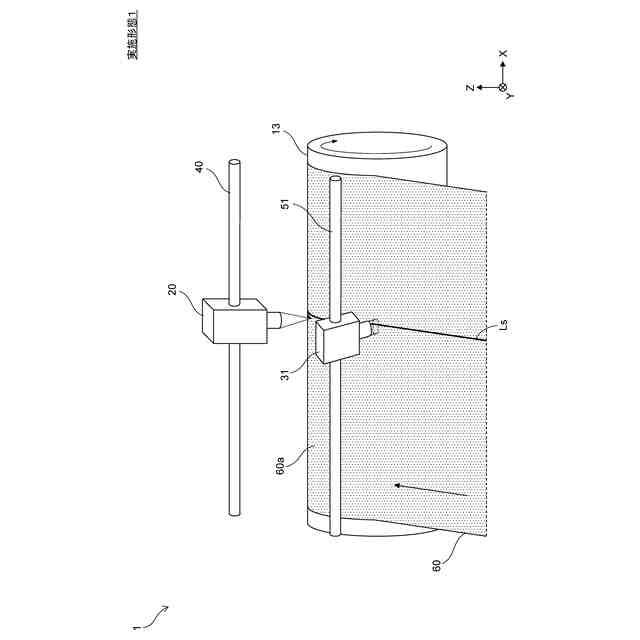
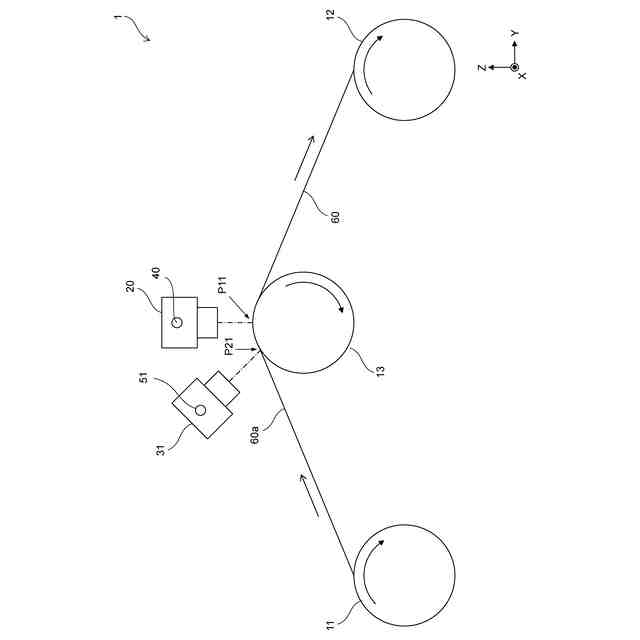
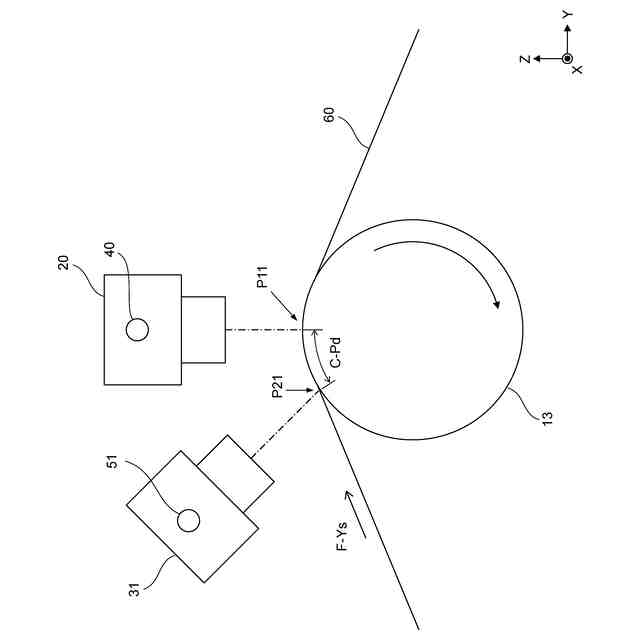
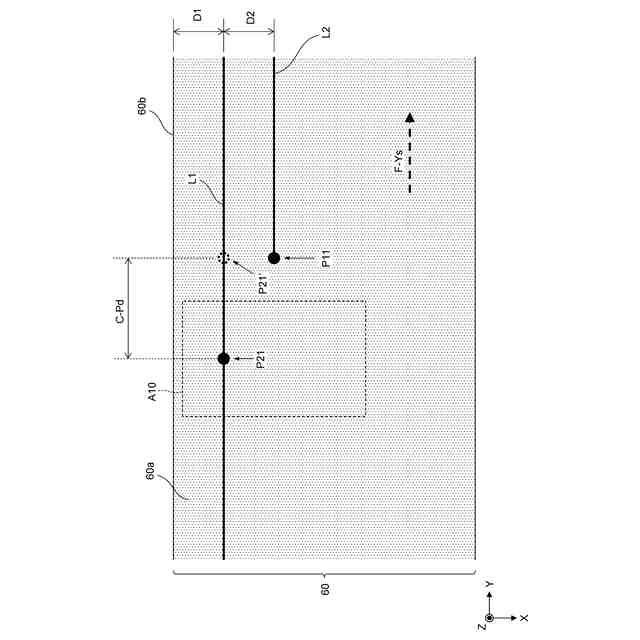
【解決手段】レーザ加工装置1は、第1ロール11から第2ロール12へとフィルム状の被加工物60を搬送する搬送部と、被加工物60の被加工面60aにレーザ光を照射する加工ヘッド20と、被加工物60の幅方向に加工ヘッド20を移動させるヘッド移送機構40と、加工ヘッド20に対して被加工物60の搬送方向の上流側に配置されたカメラ31と、搬送部、加工ヘッド20およびヘッド移送機構40を制御する制御部と、を備える。制御部は、被加工物60を第1ロール11から第2ロール12へと連続的に搬送させながら、被加工面60aに対するレーザ光の照射位置P11と、被加工物60上を搬送方向に沿って延びる基準ラインとの距離が所定の目標距離に維持されるように、加工ヘッド20を移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
第1ロールと第2ロールの間でフィルム状の被加工物を搬送する搬送部と、
前記被加工物の被加工面にレーザ光を照射する加工ヘッドと、
前記被加工物の幅方向に前記加工ヘッドを移動させるヘッド移送部と、
前記加工ヘッドに対して前記被加工物の搬送方向の上流側に配置されたカメラと、
前記搬送部、前記加工ヘッドおよび前記ヘッド移送部を制御する制御部と、を備え、
前記制御部は、前記搬送部により前記被加工物を前記第1ロールから前記第2ロールへと連続的に搬送させながら、前記被加工面に対する前記レーザ光の照射位置と、前記被加工物上を前記搬送方向に沿って延びる基準ラインとの距離が所定の目標距離に維持されるように、前記ヘッド移送部により前記加工ヘッドを移動させる、
ことを特徴とするレーザ加工装置。
続きを表示(約 920 文字)
【請求項2】
請求項1に記載のレーザ加工装置において、
前記加工ヘッドに対して前記被加工物の前記搬送方向の下流側に配置され、前記基準ラインを撮像可能な第2のカメラをさらに備え、
前記制御部は、前記搬送部により前記被加工物を前記第2ロールから前記第1ロールへと連続的に搬送させながら、前記被加工面に対する前記レーザ光の照射位置と、前記被加工物上を前記搬送方向に沿って延びる基準ラインとの距離が所定の目標距離に維持されるように、前記ヘッド移送部により前記加工ヘッドを移動させる、
ことを特徴とするレーザ加工装置。
【請求項3】
請求項1に記載のレーザ加工装置において、
前記加工ヘッドに対して前記被加工物の前記搬送方向の下流側に配置され、前記基準ラインを撮像可能な第2のカメラをさらに備え、
前記制御部は、前記第1ロールから前記第2ロールへと前記被加工物を搬送する際の前記基準ラインと、当該搬送時に前記レーザ光により形成されたラインとの間の距離が、前記目標距離に基づいて設定された所定の閾値の範囲以内であるか否かを、前記第2のカメラからの撮像画像に基づいて判定する、
ことを特徴とするレーザ加工装置。
【請求項4】
請求項1に記載のレーザ加工装置において、
前記基準ラインは、前記被加工物の前記幅方向のエッジまたは前記レーザ光の照射により既に形成されたラインである、
ことを特徴とするレーザ加工装置。
【請求項5】
請求項1ないし4の何れか一項に記載のレーザ加工装置において、
前記幅方向に複数の前記加工ヘッドが配置されている、
ことを特徴とするレーザ加工装置。
【請求項6】
請求項5に記載のレーザ加工装置において、
前記加工ヘッドごとに前記カメラが配置されている、
ことを特徴とするレーザ加工装置。
【請求項7】
請求項1に記載のレーザ加工装置において、
前記被加工物は、太陽電池フィルムである、
ことを特徴とするレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ光を用いて被加工面に溝状のラインを形成するレーザ加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
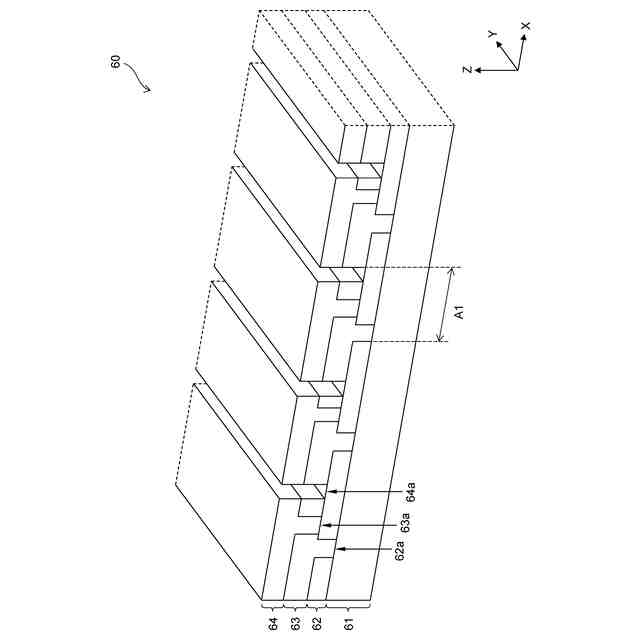
従来、レーザ光を用いて被加工面に溝状のラインを形成するレーザ加工装置が知られている。たとえば、モノシリック集積構造の太陽電池の製造工程では、基板上に積層される透明導電層、発電/吸収層、導電層に対して、ラインが形成される。この製造工程では、第1ロールに巻かれたフィルム状の被加工物が、第1ロールから送り出され、第2ロールによって巻き取られる。第1ロールから第2ロールへと被加工物が搬送される間に、被加工物が一時静止され、レーザ加工装置によって被加工面にラインが形成される。
【0003】
以下の特許文献1には、第1ロールから第2ロールへと巻き取られる薄膜太陽電池等の被加工物に、所定のパターンでラインを形成するレーザ加工装置が記載されている。
【0004】
このレーザ加工装置では、被加工物が撮像処理ステージに配置され、撮像部により被加工面が撮像される。これにより得られた撮像信号をもとに、被加工面上に既に形成されている1次パターニングライン上の複数点の位置座標値が算出される。その後、被加工物が加工処理ステージへと移送され、加工処理ステージ側の撮像部により、被加工面が撮像される。これにより得られた撮像信号に基づく1次パターニング上の位置座標値と、撮像処理ステージ側の処理により得られた位置座標値との差に応じて、レーザ光の走査位置が補正される。補正後の走査位置に応じて、ガルバノスキャンミラー等の走査手段の動作が制御されて、レーザ光が被加工物に照射される。これにより、被加工面に2次パターニングラインが形成される。
【先行技術文献】
【特許文献】
【0005】
特開2005-081392号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1に記載のレーザ加工装置では、被加工物を、一旦、撮像処理ステージおよび加工処理ステージに静止させる必要がある。このため、ライン形成のために、被加工物の搬送と停止を繰り返す必要があり、第1ロールに巻かれている被加工物の全てにラインを形成するための処理時間が長くなってしまう。
【0007】
加えて、上記特許文献1に記載のレーザ加工装置では、被加工物の搬送方向に撮像処理ステージと加工処理ステージとを並べて配置する必要があるため、レーザ加工装置のサイズが被加工物の搬送方向に大きくなってしまう。
【0008】
かかる課題に鑑み、本発明は、装置の小型化を実現しながら、2つのロール間で搬送されるフィルム状の被加工物にラインを迅速に形成することが可能なレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
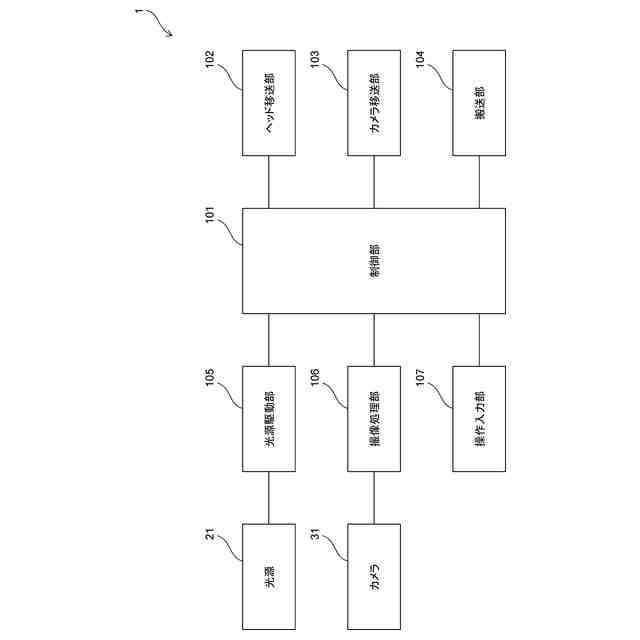
本発明の主たる態様に係るレーザ加工装置は、第1ロールと第2ロールとの間でフィルム状の被加工物を搬送する搬送部と、前記被加工物の被加工面にレーザ光を照射する加工ヘッドと、前記被加工物の幅方向に前記加工ヘッドを移動させるヘッド移送部と、前記加工ヘッドに対して前記被加工物の搬送方向の上流側に配置されたカメラと、前記搬送部、前記加工ヘッドおよび前記ヘッド移送部を制御する制御部と、を備える。前記制御部は、前記搬送部により前記被加工物を前記第1ロールから前記第2ロールへと連続的に搬送させながら、前記被加工面に対する前記レーザ光の照射位置と、前記被加工物上を前記搬送方向に沿って延びる基準ラインとの距離が所定の目標距離に維持されるように、前記ヘッド移送部により前記加工ヘッドを移動させる。
【0010】
本態様に係るレーザ加工装置によれば、第1ロールから第2ロールへと被加工物を搬送しながら被加工面にラインが形成されるため、第1ロールに巻かれた被加工物に対するラインの形成を迅速に行える。また、加工ヘッドとカメラとを搬送方向に配置するだけであるため、レーザ加工装置のサイズが搬送方向に大型化することを抑制できる。よって、装置の小型化を実現しながら、2つのロール間で搬送されるフィルム状の被加工物にラインを迅速に形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め装置
17日前
株式会社FUJI
工作機械
21日前
株式会社FUJI
工作機械
9日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
株式会社ダイヘン
溶接装置
10日前
住友重機械工業株式会社
加工装置
14日前
トヨタ自動車株式会社
溶接マスク
17日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
有限会社 ナプラ
ソルダペースト
14日前
株式会社ダイヘン
溶接装置
10日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
摩耗判定装置
28日前
株式会社不二越
波形抽出装置
28日前
日東精工株式会社
はんだこて先の製造方法
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社ジャノメ
インサート挿入装置
1か月前
株式会社ダイヘン
溶接システム
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
DMG森精機株式会社
工作機械
24日前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
21日前
ブラザー工業株式会社
工作機械
9日前
株式会社IHI
支持機構
21日前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社向洋技研
プロジェクション溶接部材
14日前
西日本商工株式会社
熱風噴出装置
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ