TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101083
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217668
出願日
2023-12-25
発明の名称
ガスセンサ
出願人
日本特殊陶業株式会社
代理人
弁理士法人グランダム特許事務所
主分類
G01N
27/12 20060101AFI20250630BHJP(測定;試験)
要約
【課題】測定対象ガスを精度良く検知し得るガスセンサ及びガスセンサ装置を提供する。
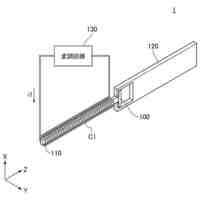
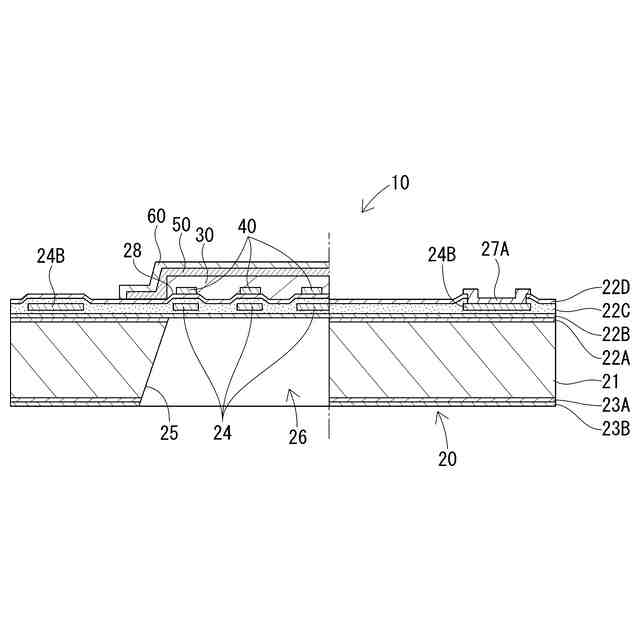
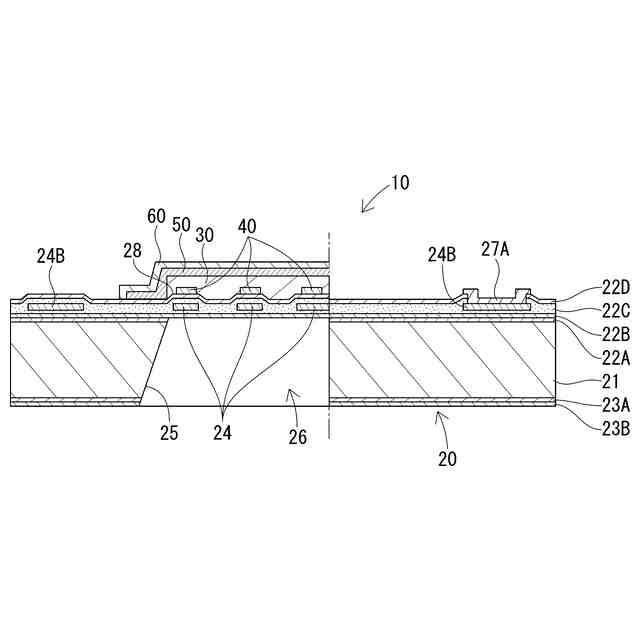
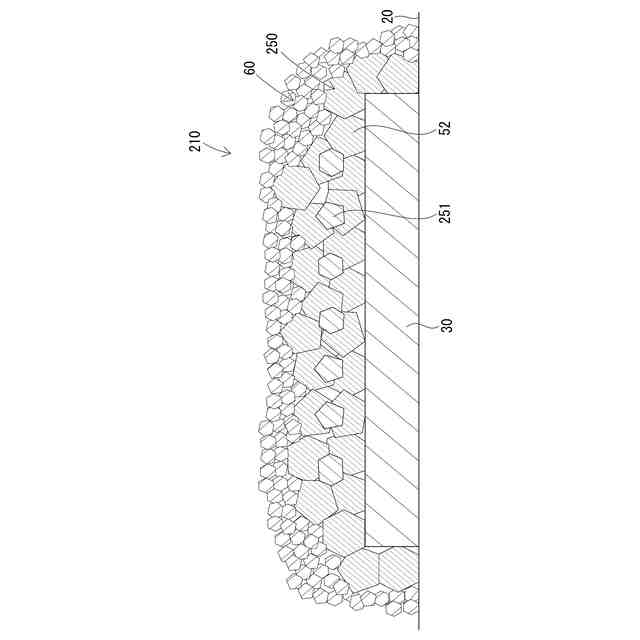
【解決手段】ガスセンサ10は、発熱部24を有する基材20と、基材20上に配され、互いに離隔して配される一対の電極40と、一対の電極40と電気的に接続され、発熱部24によって加熱され、測定対象ガスと反応するガス感応膜30と、発熱部24の加熱に基づく温度変化によって測定対象ガスを吸着および脱離することで測定対象ガスを濃縮する吸着材51と、備える。ガスセンサ10は、ガス感応膜30を覆い、吸着材51と、複数の気孔が形成された多孔層52と、を有する吸着層50と、吸着層50を覆い、複数の気孔が形成され、吸着層50からの測定対象ガスの放散を抑制する放散抑制層60と、を備えている。多孔層52の気孔率は、放散抑制層60の気孔率よりも大きい。
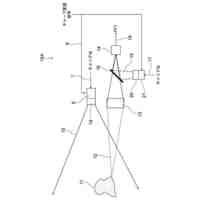
【選択図】図1
特許請求の範囲
【請求項1】
発熱部を有する基材と、
前記基材上に配され、互いに離隔して配される一対の電極と、
一対の前記電極と電気的に接続され、前記発熱部によって加熱され、測定対象ガスと反応するガス感応膜と、
前記発熱部の加熱に基づく温度変化によって前記測定対象ガスを吸着および脱離することで前記測定対象ガスを濃縮する吸着材と、
を備えるガスセンサであって、
前記ガス感応膜を覆い、前記吸着材と、複数の気孔が形成された多孔層と、を有する吸着層と、
前記吸着層を覆い、複数の気孔が形成され、前記吸着層からの前記測定対象ガスの放散を抑制する放散抑制層と、
を備え、
前記多孔層の気孔率は、前記放散抑制層の気孔率よりも大きい、ガスセンサ。
続きを表示(約 170 文字)
【請求項2】
前記放散抑制層は、前記吸着層の表面全体を覆っている、請求項1に記載のガスセンサ。
【請求項3】
前記吸着材は、前記ガス感応膜に接している、請求項1又は請求項2に記載のガスセンサ。
【請求項4】
前記吸着材は、前記ガス感応膜から離隔している、請求項1又は請求項2に記載のガスセンサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスセンサに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ppbレベルまたはpptレベルの極低濃度のガスを測る技術は、ガスクロマトグラフィー質量分析等の大型機器を用いるものが主流であり、小型かつ精度良く測る手法は限られている。
【0003】
例えば、特許文献1のガスセンサは、ヒータ層と、ヒータ層にて加熱され、測定対象ガスが検出されるガス検出部と、を有している。ガス検出部は、ガス感知層と、ガス感知層の表面を覆う拡散層と、拡散層の表面を覆う吸着層と、を有している。吸着層は、拡散層よりも測定対象ガスに対する吸着性に優れる構成である。
【先行技術文献】
【特許文献】
【0004】
特開2017-20883号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のガスセンサでは、吸着層によって測定対象ガスを高濃度化する構成であるが、吸着層が大気に露出した状態となっている。そのため、吸着層から脱離した測定対象ガスの大半が大気側へと発散してしまう。これにより、濃縮したガスを効率よくガス感応膜へ向かわせることができず、検知精度が十分とは言えなかった。
【0006】
本開示は、測定対象ガスを精度良く検知し得るガスセンサを提供する。
【課題を解決するための手段】
【0007】
本開示のガスセンサは、
発熱部を有する基材と、
前記基材上に配され、互いに離隔して配される一対の電極と、
一対の前記電極と電気的に接続され、前記発熱部によって加熱され、測定対象ガスと反応するガス感応膜と、
前記発熱部の加熱に基づく温度変化によって前記測定対象ガスを吸着および脱離することで前記測定対象ガスを濃縮する吸着材と、
を備えるガスセンサであって、
前記ガス感応膜を覆い、前記吸着材と、複数の気孔が形成された多孔層と、を有する吸着層と、
前記吸着層を覆い、複数の気孔が形成され、前記吸着層からの前記測定対象ガスの放散を抑制する放散抑制層と、
を備え、
前記多孔層の気孔率は、前記放散抑制層の気孔率よりも大きい。
【発明の効果】
【0008】
本開示に係る技術は、測定対象ガスを精度良く検知し得る。
【図面の簡単な説明】
【0009】
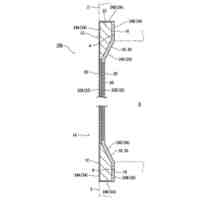
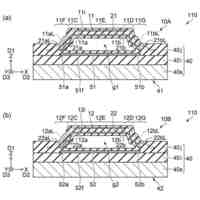
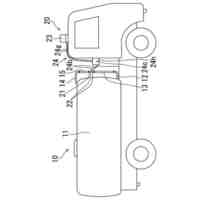
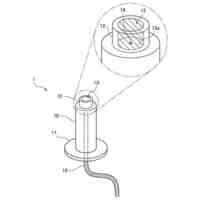
図1は、第1実施形態のガスセンサを概略的に示す側断面図である。
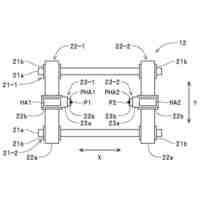
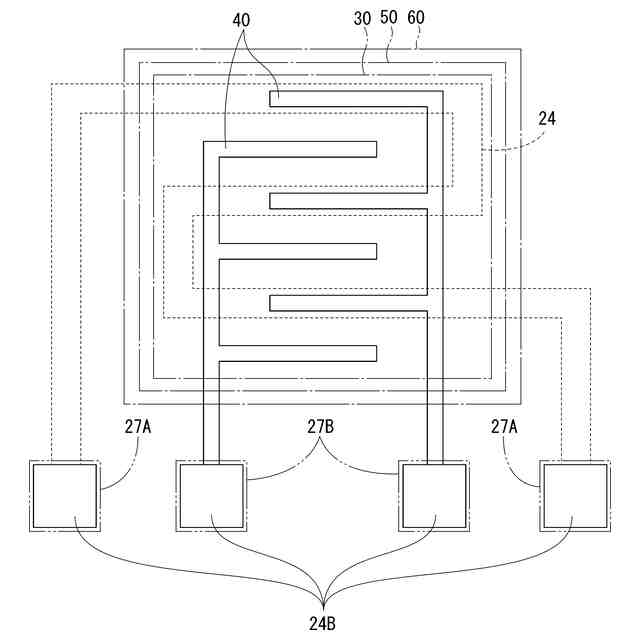
図2は、図1のガスセンサの一部の平面模式図である。
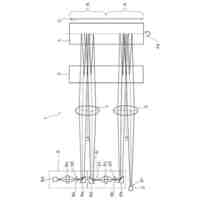
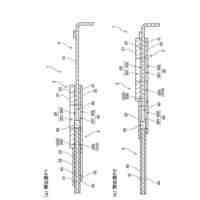
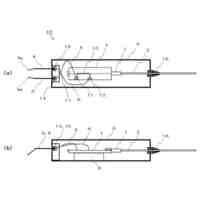
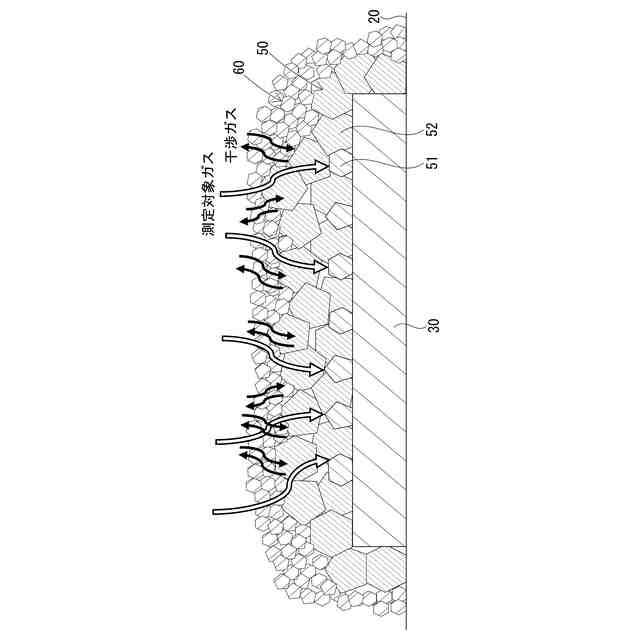
図3は、図1のガスセンサの一部を拡大して示す側断面図であり、発熱部による加熱前の状態を説明する図である。
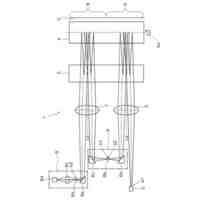
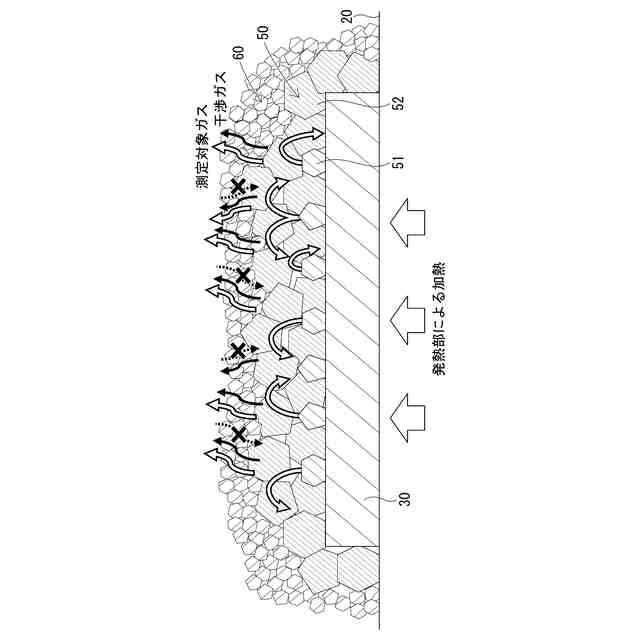
図4は、発熱部によって加熱された状態を説明する図3相当図である。
図5は、吸着層の気孔率の算出の方法を説明するために用いる断面模式図である。
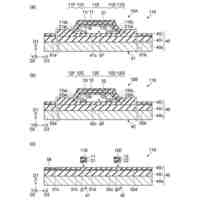
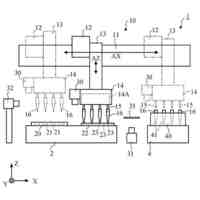
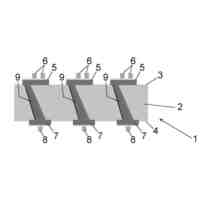
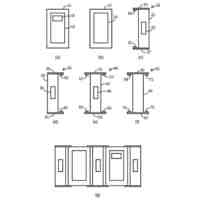
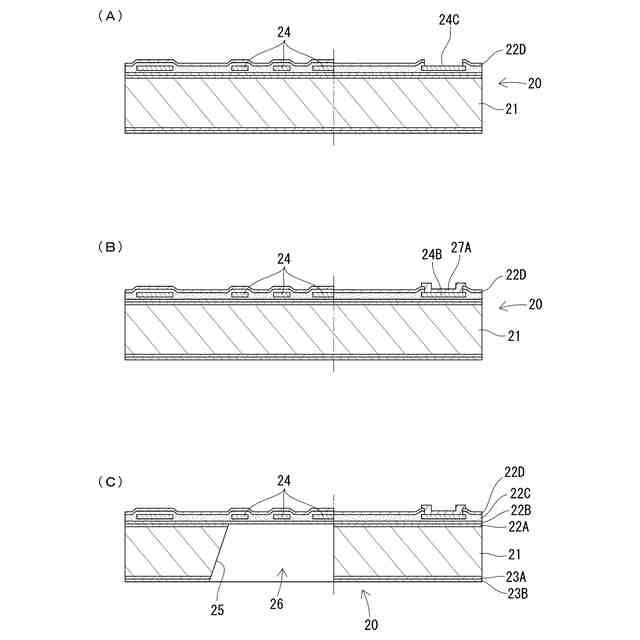
図6は、ガスセンサの製造工程を説明する工程図である。
図7は、図6に続くガスセンサの製造工程を説明する工程図である。
図8は、図7に続くガスセンサの製造工程を説明する工程図である。
図9は、第2実施形態のガスセンサを概略的に示す側断面図である。
【発明を実施するための形態】
【0010】
以下では、本開示の実施形態が列記されて例示される。
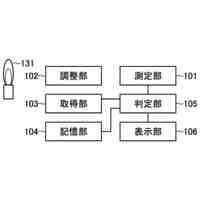
〔1〕発熱部を有する基材と、
前記基材上に配され、互いに離隔して配される一対の電極と、
一対の前記電極と電気的に接続され、前記発熱部によって加熱され、測定対象ガスと反応するガス感応膜と、
前記発熱部の加熱に基づく温度変化によって前記測定対象ガスを吸着および脱離することで前記測定対象ガスを濃縮する吸着材と、
を備えるガスセンサであって、
前記ガス感応膜を覆い、前記吸着材と、複数の気孔が形成された多孔層と、を有する吸着層と、
前記吸着層を覆い、複数の気孔が形成され、前記吸着層からの前記測定対象ガスの放散を抑制する放散抑制層と、
を備え、
前記多孔層の気孔率は、前記放散抑制層の気孔率よりも大きい、ガスセンサ。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
微小振動検出装置
8日前
株式会社イシダ
X線検査装置
8日前
ユニパルス株式会社
力変換器
29日前
株式会社豊田自動織機
産業車両
1か月前
三菱電機株式会社
計測器
23日前
横浜ゴム株式会社
音響窓
1か月前
個人
センサーを備えた装置
1か月前
株式会社辰巳菱機
システム
17日前
日置電機株式会社
測定装置
1か月前
株式会社国際電気
試験装置
1か月前
IPU株式会社
距離検出装置
29日前
日本精機株式会社
施工管理システム
1か月前
アンリツ株式会社
分光器
3日前
アンリツ株式会社
分光器
3日前
株式会社東芝
センサ
8日前
ダイハツ工業株式会社
測定用具
1日前
株式会社東芝
センサ
1か月前
株式会社FRPカジ
FRP装置
19日前
TDK株式会社
磁気センサ
4日前
株式会社カワタ
サンプリング装置
12日前
日本精工株式会社
分注装置
15日前
学校法人立命館
液面レベルセンサ
16日前
富士レビオ株式会社
嵌合システム
22日前
TDK株式会社
ガスセンサ
11日前
株式会社田中設備
報知装置
1か月前
株式会社ヨコオ
コンタクタ
1日前
株式会社CAST
センサ固定治具
1か月前
株式会社精工技研
光電圧プローブ
9日前
大和製衡株式会社
組合せ計量装置
19日前
国立大学法人京都大学
バイオセンサ
4日前
本多電子株式会社
超音波ソナー装置
24日前
アズビル株式会社
火炎状態判定装置
1か月前
三菱マテリアル株式会社
温度センサ
15日前
株式会社熊平製作所
刃物類判別装置
1か月前
富士電機株式会社
半導体パッケージ
25日前
WOTA株式会社
液位検出システム
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ