TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100204
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217402
出願日
2023-12-22
発明の名称
レーザ加工装置、レーザ加工方法、記憶媒体
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B23K
26/08 20140101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】適切な量のレーザ光を加工対象物に照射できるレーザ加工装置等を提供する。
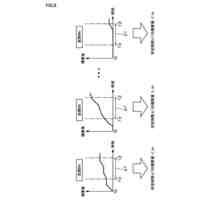
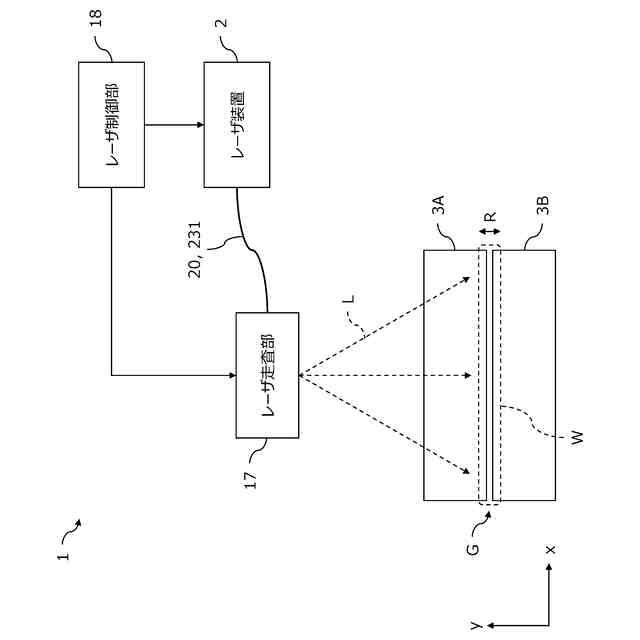
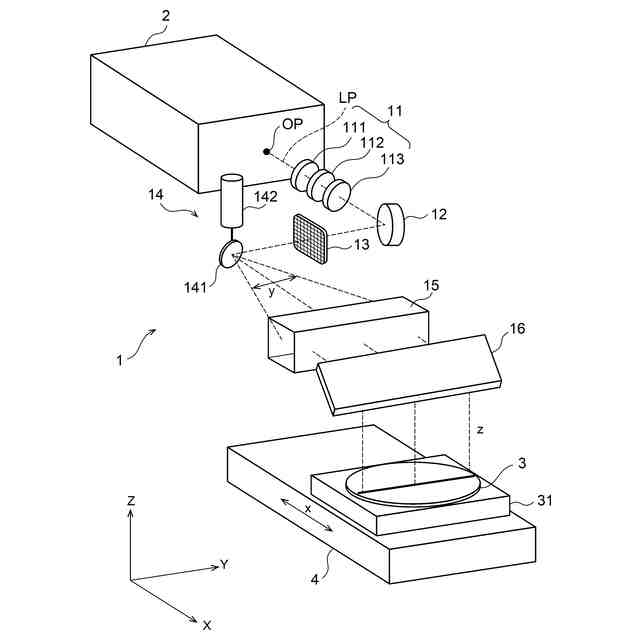
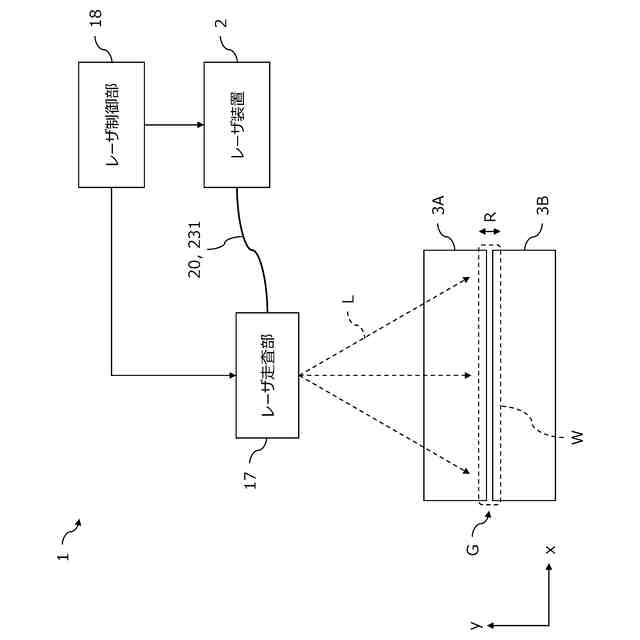
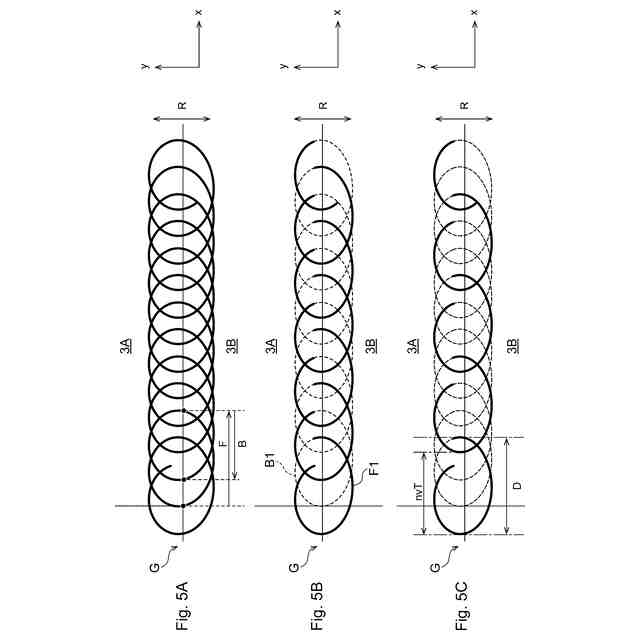
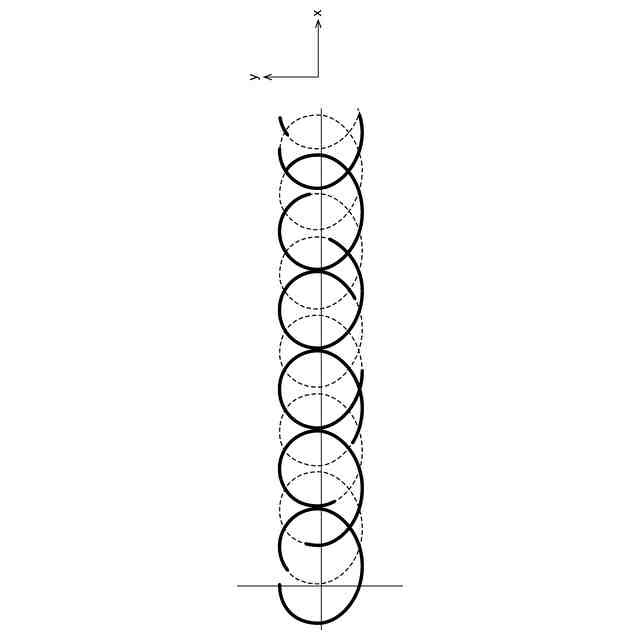
【解決手段】レーザ加工装置1は、y方向に沿った反復走査範囲R内での反復的なレーザ光Lのy走査と、当該y方向に交差するx方向に沿った当該レーザ光Lのx走査を組み合わせた走査を行うレーザ走査部17と、走査中にレーザ光Lをレーザ装置2に間欠的に出射させるレーザ制御部18と、を備える。x走査は、x方向に沿ったレーザ光Lの前進と後退を交互に繰り返し、各前進量は各後退量より多い。レーザ制御部18は、前進および後退がx方向において重複する範囲で、レーザ装置2にレーザ光Lの出射を一時的に停止させる。
【選択図】図4
特許請求の範囲
【請求項1】
第1方向に沿った反復走査範囲内での反復的なレーザ光の第1走査と、当該第1方向に交差する第2方向に沿った当該レーザ光の第2走査を組み合わせた走査を行うレーザ走査部と、
前記走査中に前記レーザ光をレーザ装置に間欠的に出射させるレーザ制御部と、
を備えるレーザ加工装置。
続きを表示(約 970 文字)
【請求項2】
前記第2走査は、前記第2方向に沿った前記レーザ光の直進走査である、請求項1に記載のレーザ加工装置。
【請求項3】
前記第2走査は、前記第2方向に沿った前記レーザ光の前進と後退を交互に繰り返し、
前記各前進量は前記各後退量より多い、
請求項1に記載のレーザ加工装置。
【請求項4】
前記レーザ制御部は、前記前進および前記後退が前記第2方向において重複する範囲で、前記レーザ装置に前記レーザ光の出射を一時的に停止させる、請求項3に記載のレーザ加工装置。
【請求項5】
前記レーザ光の照射位置は、前記第2方向において連続的に並ぶ、請求項4に記載のレーザ加工装置。
【請求項6】
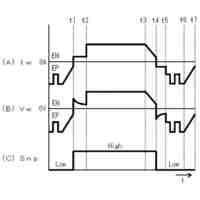
前記レーザ制御部は、前記レーザ装置に前記レーザ光の出射を行わせる所定の出射期間と、前記レーザ装置に前記レーザ光の出射を停止させる所定の停止期間を交互に繰り返し、
前記第2走査は、前記第2方向に沿って前記レーザ光を前進させる所定の前進期間と、前記第2方向に沿って前記レーザ光を後退させる所定の後退期間を交互に繰り返し、
前記前進期間および前記後退期間の和である進行周期は、前記出射期間および前記停止期間の和である間欠出射周期より短い、
請求項4に記載のレーザ加工装置。
【請求項7】
前記間欠出射周期は、前記進行周期の自然数倍である、請求項6に記載のレーザ加工装置。
【請求項8】
前記レーザ制御部は、前記レーザ装置に前記レーザ光の出射を行わせる所定の出射期間と、前記レーザ装置に前記レーザ光の出射を停止させる所定の停止期間を交互に繰り返し、
前記第1走査の反復周期は、前記出射期間および前記停止期間の和である間欠出射周期より短い、
請求項1から7のいずれかに記載のレーザ加工装置。
【請求項9】
前記間欠出射周期は、前記反復周期の自然数倍である、請求項8に記載のレーザ加工装置。
【請求項10】
前記レーザ光の照射位置は、前記第1方向に沿った前記反復走査範囲内において連続的に並ぶ、請求項1から7のいずれかに記載のレーザ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工装置等に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、ファイバレーザ装置からのレーザ光によって直線状に溶接処理を施すレーザ溶接装置が開示されている。溶接ラインを横断するようにレーザ光を小刻みに往復振動させることで、当該溶接ラインを跨った確実な溶接を可能にする。
【先行技術文献】
【特許文献】
【0003】
特開2015-30011号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以上のようなライン走査に往復振動を組み合わせた複合的なレーザ走査では、単純なライン走査と比較して、溶接対象物上へのレーザ光の照射量が多くなる。このため、溶接対象物によっては、溶融が過多になって適切な溶接を行えない恐れがある。
【0005】
本開示はこうした状況に鑑みてなされたものであり、適切な量のレーザ光を加工対象物に照射できるレーザ加工装置等を提供することを目的とする。
【課題を解決するための手段】
【0006】
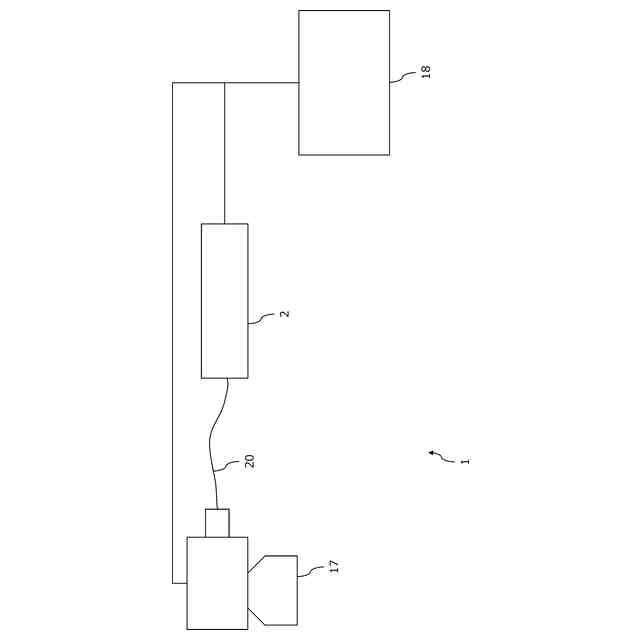
上記課題を解決するために、本開示のある態様のレーザ加工装置は、第1方向に沿った反復走査範囲内での反復的なレーザ光の第1走査と、当該第1方向に交差する第2方向に沿った当該レーザ光の第2走査を組み合わせた走査を行うレーザ走査部と、走査中にレーザ光をレーザ装置に間欠的に出射させるレーザ制御部と、を備える。
【0007】
本態様によれば、第1走査および第2走査を組み合わせた複合的なレーザ走査中にレーザ光が間欠的に出射されるため、加工対象物に過剰な量のレーザ光が照射されることを効果的に防止できる。
【0008】
本開示の別の態様は、レーザ加工方法である。この方法は、第1方向に沿った反復走査範囲内での反復的なレーザ光の第1走査と、当該第1方向に交差する第2方向に沿った当該レーザ光の第2走査を組み合わせた走査を行うことと、走査中にレーザ光をレーザ装置に間欠的に出射させることと、を実行する。
【0009】
本開示の更に別の態様は、記憶媒体である。この記憶媒体は、第1方向に沿った反復走査範囲内での反復的なレーザ光の第1走査と、当該第1方向に交差する第2方向に沿った当該レーザ光の第2走査を組み合わせた走査を行うことと、走査中にレーザ光をレーザ装置に間欠的に出射させることと、をコンピュータに実行させるレーザ加工プログラムを記憶している。
【0010】
なお、以上の構成要素の任意の組合せや、これらの表現を方法、装置、システム、記録媒体、コンピュータプログラム等に変換したものも、本開示に包含される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
26日前
日東精工株式会社
ねじ締め装置
7日前
株式会社FUJI
工作機械
11日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
溶接ヘッド
26日前
住友重機械工業株式会社
加工装置
4日前
株式会社ダイヘン
溶接装置
今日
有限会社 ナプラ
ソルダペースト
4日前
株式会社ダイヘン
溶接装置
今日
トヨタ自動車株式会社
溶接ヘッド
27日前
トヨタ自動車株式会社
溶接マスク
7日前
株式会社不二越
摩耗判定装置
18日前
株式会社不二越
波形抽出装置
18日前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
26日前
株式会社FUJI
周辺装置制御用治具
1か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ダイヘン
溶接システム
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
11日前
株式会社ジャノメ
インサート挿入装置
27日前
DMG森精機株式会社
工作機械
14日前
株式会社向洋技研
プロジェクション溶接部材
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
20日前
株式会社IHI
支持機構
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
西日本商工株式会社
熱風噴出装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ