TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099525
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216237
出願日
2023-12-21
発明の名称
回転電機用コイルの製造方法
出願人
本田技研工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H02K
15/04 20250101AFI20250626BHJP(電力の発電,変換,配電)
要約
【課題】相反方向を向く側面に凹溝を形成する際に不要な歪が生じにくい回転電機用コイルの製造方法を提供する。
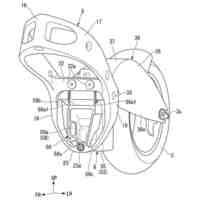
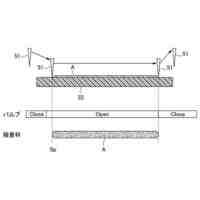
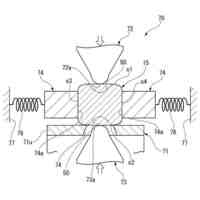
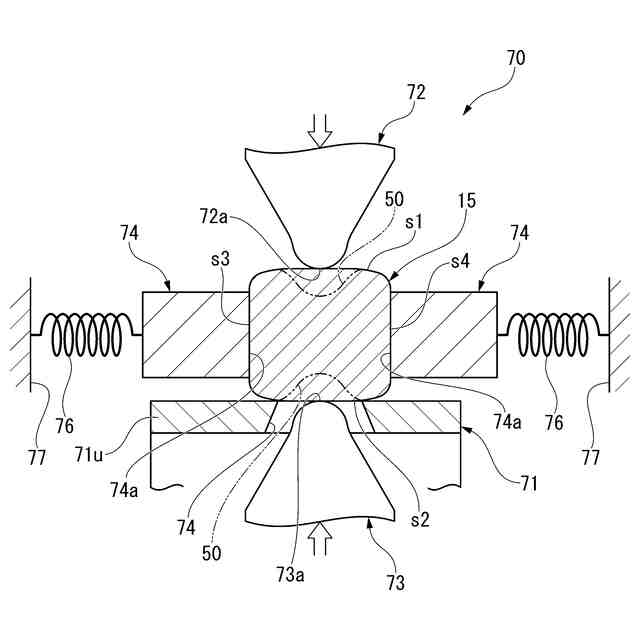
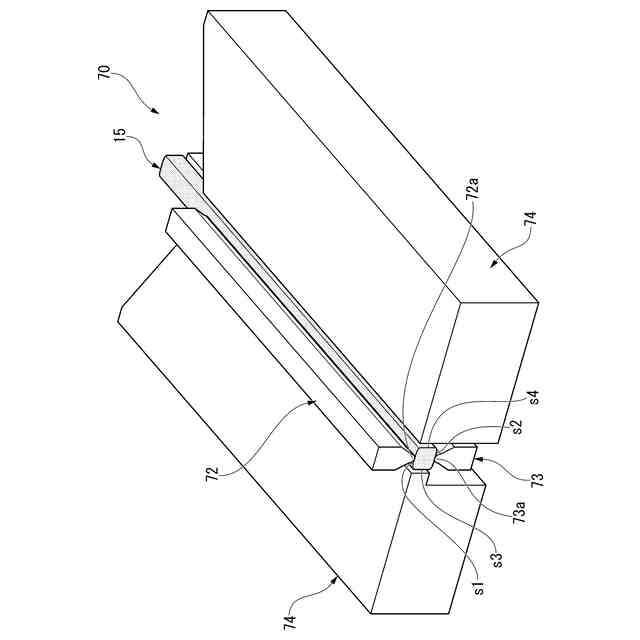
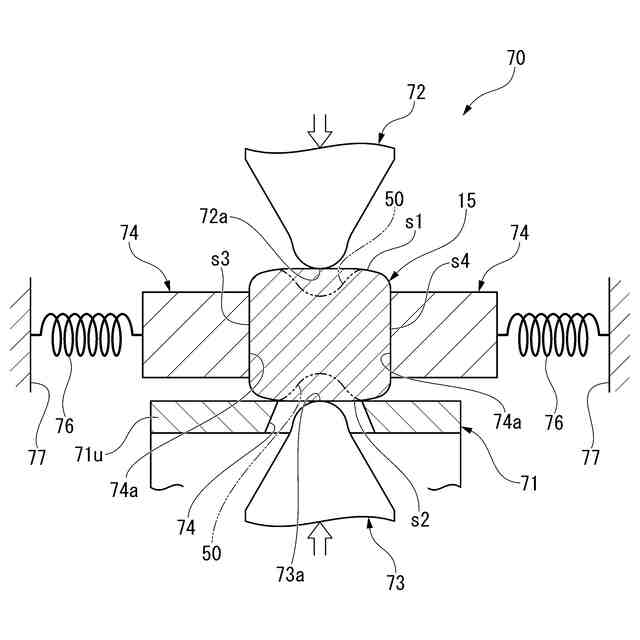
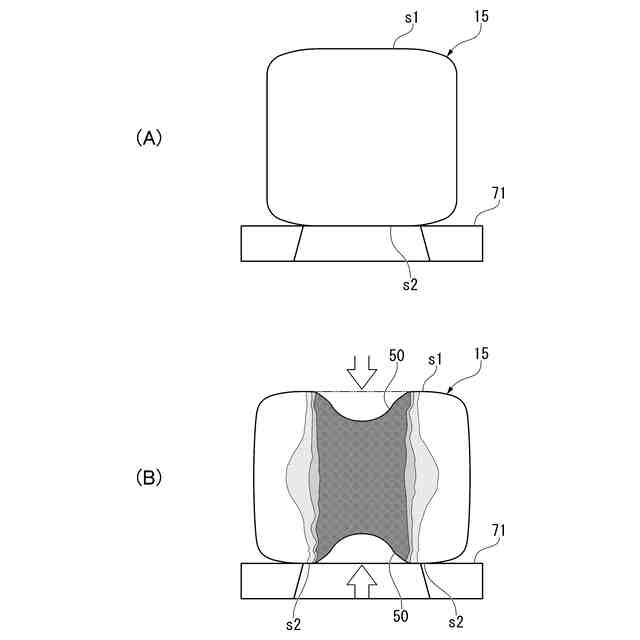
【解決手段】回転電機用コイルは、互いに相反方向を向く第1側面と第2側面を有し、前記第1側面と前記第2側面に長手方向に沿う凹溝50が夫々設けられる。この回転電機用コイルの製造に際しては、第1側面と第2側面の一方に凹溝50を押圧成型しているときに、他方に対する凹溝50の押圧成型を開始する。
【選択図】図4
特許請求の範囲
【請求項1】
互いに相反方向を向く第1側面と第2側面を有し、前記第1側面と前記第2側面に長手方向に沿う凹溝が夫々設けられた回転電機用コイルの製造方法であって、
前記第1側面と前記第2側面の一方に前記凹溝を押圧成型しているときに、他方に対する前記凹溝の押圧成型を開始することを特徴とする回転電機用コイルの製造方法。
続きを表示(約 440 文字)
【請求項2】
前記第1側面及び前記第2側面に対する前記押圧成型の開始タイミングと、前記第1側面及び前記第2側面に対する前記押圧成型の終了タイミングの少なくとも一方を一致させることを特徴とする請求項1に記載の回転電機用コイルの製造方法。
【請求項3】
前記第1側面及び前記第2側面に対する前記押圧成型の開始タイミングと、前記第1側面及び前記第2側面に対する前記押圧成型の終了タイミングを夫々一致させることを特徴とする請求項2に記載の回転電機用コイルの製造方法。
【請求項4】
前記第1側面及び前記第2側面に対して前記押圧成型を行うときには、前記第1側面及び前記第2側面以外の相反方向を向く他の側面の対を支持型によって挟持することを特徴とする請求項1または2に記載の回転電機用コイルの製造方法。
【請求項5】
前記支持型は、荷重の入力時に変位可能にばね付勢されていることを特徴とする請求項4に記載の回転電機用コイルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機用コイルの製造方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
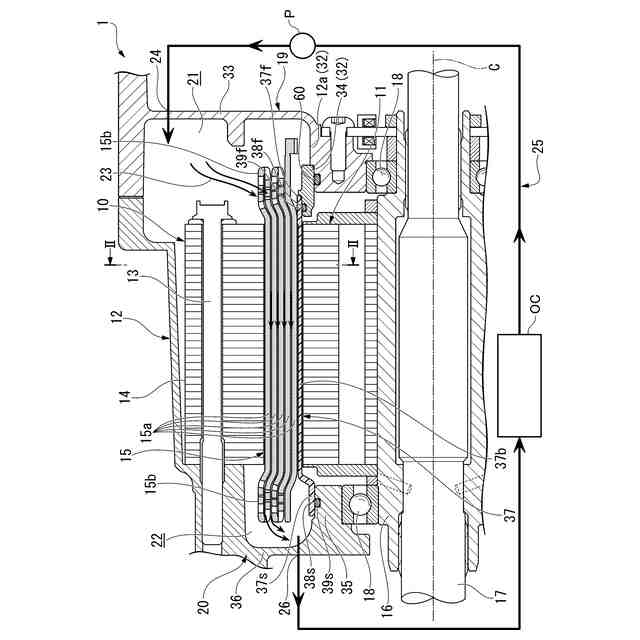
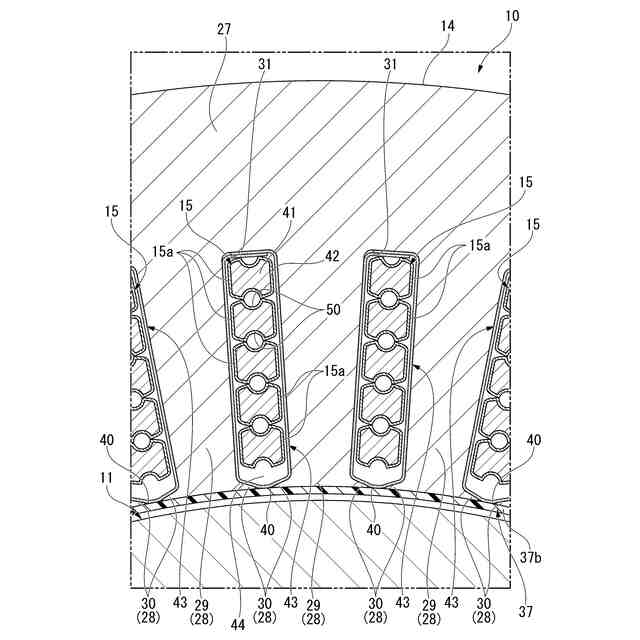
電動モータや発電機等の回転電機として、円環状のステータの径方向内側にロータが回転可能に配置されたものがある。ステータは、ステータコアと、ステータコアに巻回されるコイル(回転電機用コイル)と、を備えている。ステータコアは、例えば、円筒状のバックヨークと、バックヨークから径方向内側に突出する複数のティースが一体に形成されている。周方向で隣り合う複数のティースの間には、それぞれスロットが形成されている。コイルは、ティースの両側に配置されるスロットを通して各ティースに巻回されている。
【0003】
この種の回転電機では、使用時にコイルが高温になるため、コイルを効率良く冷却することが望まれている。回転電機のコイルを効率良く冷却するための手法として、コイルの周囲に冷却液を流すものが知られている(例えば、特許文献1参照)。
【0004】
特許文献1に記載の回転電機は、ステータコアのティースに巻回されるコイル(回転電機用コイル)が平角線によって形成されている。そして、コイルのうちのスロットに挿通される挿通部の側面(延出方向と交差する方向を向く側面)には、略円弧状の凹溝が形成されている。この凹溝には、ステータコアの軸方向の一端側から導入された冷却液が流入し、その冷却液が軸方向の他端側に流出する。コイルは、このとき凹溝を流れる冷却液によって効率良く冷却される。
【先行技術文献】
【特許文献】
【0005】
特許第7139969号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
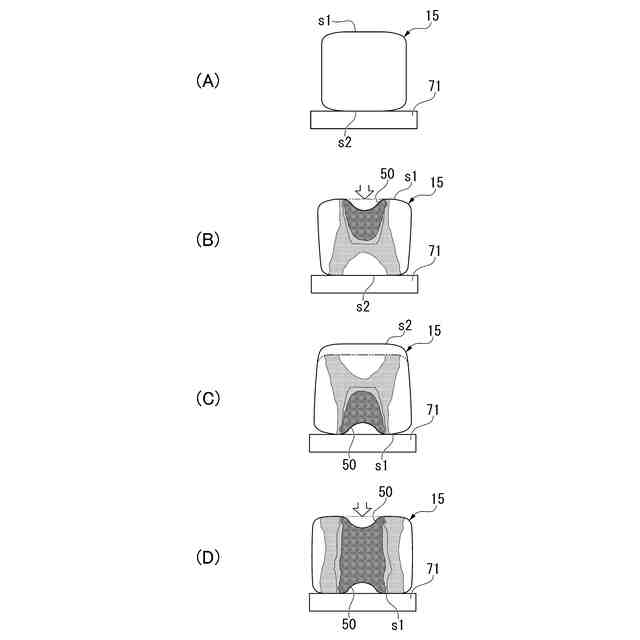
ところで、上述のような凹溝をコイルの相反方向を向く両側面に形成する場合、一方の側面が上を向くようにしてコイルを載置台に載置し、その状態で溝形成用の雄型を下降させてコイルの一方の側面に凹溝を押圧成型する。そして、一方の側面に対する凹溝の押圧成型を完了した後には、コイルを反転させてコイルの他方の側面を上方に向け、その他方の側面に対して一方の側面と同様に雄型によって凹溝を押圧成型する。
【0007】
このようにしてコイルの相反方向を向く二つの側面に凹溝を形成すると、一方の側面(上方側を向く面)に雄型を押圧するときに、コイルの幅方向の略中央の上面に押し付けられる雄型の山形状の押圧部と、載置台の平坦な上面との間で圧縮荷重が作用する。このとき、コイルの他方の側面(下方側を向く面)は、幅方向の広範囲な領域で載置台の上面に当接するため、コイルの断面には、雄型が押し付けられる上面の幅方向の略中央領域と載置台の上面が当接する幅方向の広範囲な領域との間に大きな応力が作用する。つまり、大きな応力が作用する部分、がコイル断面の下方に向かって末広がり状に広がって、若しくは、幅方向に二股に分岐して分布することになる。
【0008】
そして、この後にコイルを反転させてコイルの他方の側面を上に向けて、その面に雄型を押圧すると、上方の雄型の押圧部と載置台の上面との間で同様に圧縮荷重が作用する。このとき、コイルの断面には、雄型が押し付けられる上面の幅方向の略中央領域と載置台の上面が当接する幅方向の広範囲な領域との間に大きな応力が作用する部分が分布することになるが、コイルの断面には、一方の側面に凹溝を形成した際に生じた応力の一部が残存している。このため、成型を完了したコイルの断面には、一方の側面に凹溝を形成した際に生じた応力と他方の側面に凹溝を形成した際に生じた応力が合成された形で広範囲に残存することになる。したがって、上述の方法でコイルの相反方向を向く二つの側面に凹溝を形成した場合には、コイルに大きな歪が生じやすい。
【0009】
そこで本発明は、相反方向を向く側面に凹溝を形成する際に不要な歪が生じにくい回転電機用コイルの製造方法を提供しようとするものである。
【課題を解決するための手段】
【0010】
本発明に係る回転電機用コイルの製造方法は、上記課題を解決するために、以下の構成を採用した。
即ち、本発明に係る回転電機用コイルの製造方法は、互いに相反方向を向く第1側面(例えば、実施形態の側面s1)と第2側面(例えば、実施形態の側面s2)を有し、前記第1側面と前記第2側面に長手方向に沿う凹溝(例えば、実施形態の凹溝50)が夫々設けられた回転電機用コイルの製造方法であって、前記第1側面と前記第2側面の一方に前記凹溝を押圧成型しているときに、他方に対する前記凹溝の押圧成型を開始することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
車両構造
21日前
本田技研工業株式会社
制御装置
19日前
本田技研工業株式会社
制御装置
19日前
本田技研工業株式会社
回転電機
25日前
本田技研工業株式会社
鞍乗型車両
12日前
本田技研工業株式会社
鞍乗り型車両
1か月前
本田技研工業株式会社
固体二次電池
4日前
本田技研工業株式会社
着座部材構造
19日前
本田技研工業株式会社
鞍乗り型車両
19日前
本田技研工業株式会社
蓄電システム
6日前
本田技研工業株式会社
鞍乗り型車両
28日前
本田技研工業株式会社
温調システム
1か月前
本田技研工業株式会社
非水電解質電池
18日前
本田技研工業株式会社
着用物着脱装置
1か月前
本田技研工業株式会社
鞍乗り型電動車両
26日前
本田技研工業株式会社
カメラの取付構造
18日前
本田技研工業株式会社
鞍乗り型電動車両
18日前
本田技研工業株式会社
通話サポート装置
18日前
本田技研工業株式会社
鞍乗り型電動車両
1か月前
本田技研工業株式会社
加熱安全性評価装置
1か月前
本田技研工業株式会社
車両用映像表示装置
1か月前
本田技研工業株式会社
車両用映像表示装置
1か月前
本田技研工業株式会社
車両用映像表示装置
1か月前
本田技研工業株式会社
車両用映像表示装置
1か月前
本田技研工業株式会社
車両用映像表示装置
1か月前
本田技研工業株式会社
接着剤塗布システム
5日前
本田技研工業株式会社
燃料電池用貼合方法
5日前
本田技研工業株式会社
外界センサの保持構造
5日前
本田技研工業株式会社
鞍乗型車両の排気装置
19日前
本田技研工業株式会社
動力伝達装置及び車両
25日前
本田技研工業株式会社
電極構造観察用セル組立体
1か月前
本田技研工業株式会社
通信システム及びFPGA
4日前
本田技研工業株式会社
回転電機用コイルの製造方法
25日前
本田技研工業株式会社
燃料電池スタックの製造装置
3日前
本田技研工業株式会社
四輪駆動車両の駆動力制御装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ