TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025094246
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2025053254,2024507143
出願日
2025-03-27,2023-07-26
発明の名称
切削工具
出願人
住友電工ハードメタル株式会社
代理人
弁理士法人深見特許事務所
主分類
B23B
27/14 20060101AFI20250617BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削工具を提供する。
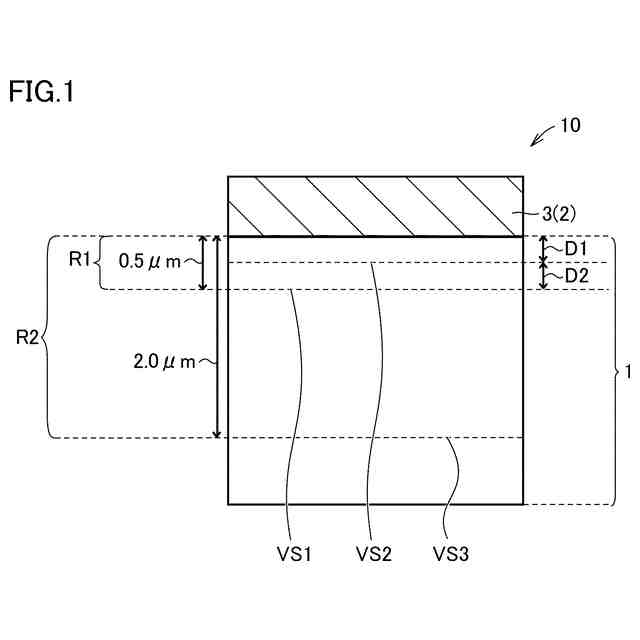
【解決手段】切削工具は、基材と、前記基材上に配置された被膜と、を備え、前記被膜は、第1層を含み、前記基材は、硬質相と結合相とからなり、前記硬質相は、炭化タングステン粒子からなり、前記結合相は、金属コバルトからなり、前記第1層は、酸化アルミニウムまたは窒化チタンアルミからなり、前記基材は、第1領域を有し、前記第1領域は、前記基材と前記被膜との界面と、前記界面から前記基材側に0.5μm離れた位置を通り、且つ前記界面に平行である仮想面VS1と、に挟まれた領域であり、前記界面からの距離および前記仮想面VS1からの距離が等しい仮想面VS2に含まれる直線の長さに対する、前記直線と前記結合相とに位置する線分の長さの合計が占める割合は、50%以上90%以下であり、前記基材の前記被膜に接する面の粗さRzは、1.0μm以下である。
【選択図】図1
特許請求の範囲
【請求項1】
基材と、前記基材上に配置された被膜と、を備える切削工具であって、
前記被膜は、第1層を含み、
前記基材は、硬質相と結合相とからなり、
前記硬質相は、炭化タングステン粒子からなり、
前記結合相は、金属コバルトからなり、
前記第1層は、酸化アルミニウムまたは窒化チタンアルミからなり、
前記基材は、第1領域を有し、
前記第1領域は、前記基材と前記被膜との界面と、前記界面から前記基材側に0.5μm離れた位置を通り、且つ前記界面に平行である仮想面VS1と、に挟まれた領域であり、
前記界面からの距離および前記仮想面VS1からの距離が等しい仮想面VS2に含まれる直線の長さに対する、前記直線と前記結合相とに位置する線分の長さの合計が占める割合は、50%以上90%以下であり、
前記基材の前記被膜に接する面の粗さRz
JIS
は、1.0μm以下である、切削工具。
続きを表示(約 880 文字)
【請求項2】
前記界面からの距離および前記仮想面VS1からの距離が等しい仮想面VS2に含まれる直線の長さに対する、前記直線と前記結合相とに位置する前記線分の長さの合計が占める前記割合は、前記基材と前記被膜との前記界面の法線方向に沿った断面で測定され、
前記基材の前記被膜に接する前記面の粗さRz
JIS
は、前記基材と前記被膜との前記界面の前記法線方向に沿った前記断面において、JISB0601:2001に準拠して測定される、請求項1に記載の切削工具。
【請求項3】
前記基材は、第2領域を有し、
前記第2領域は、前記基材と前記被膜との前記界面と、前記界面から前記基材側に2.0μm離れた位置を通り、且つ前記界面に平行である仮想面VS3に挟まれた領域であり、
前記第2領域における空隙が占める割合は、0体積%以上1.5体積%以下である、請求項1または請求項2に記載の切削工具。
【請求項4】
前記第2領域における前記空隙が占める前記割合は、前記基材と前記被膜との前記界面の法線方向に沿った断面で測定される、請求項3に記載の切削工具。
【請求項5】
前記被膜は、第2層を更に含み、
前記第1層は、前記第2層上に配置され、
前記第2層は、炭窒化チタンからなる、請求項1から請求項4のいずれか1項に記載の切削工具。
【請求項6】
前記第2層の厚みは、0μm超10μm以下である、請求項5に記載の切削工具。
【請求項7】
前記第1層の厚みは、2.0μm以上10μm以下である、請求項1から請求項6のいずれか1項に記載の切削工具。
【請求項8】
前記炭化タングステン粒子の粒径は、0.3μm以上3.0μm以下である、請求項1から請求項7のいずれか1項に記載の切削工具。
【請求項9】
前記基材は、前記結合相を8.0体積%以上20体積%以下含む、請求項1から請求項8のいずれか1項に記載の切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削工具に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来から、基材と、該基材上に配置された被膜と、を備える切削工具が、切削加工に用いられている(特許文献1~特許文献3)。
【先行技術文献】
【特許文献】
【0003】
特開平05-237707号公報
特開2002-331403号公報
特開2013-220521号公報
【発明の概要】
【0004】
本開示の切削工具は、
基材と、該基材上に配置された被膜と、を備える切削工具であって、
該被膜は、第1層を含み、
該基材は、硬質相と結合相とからなり、
該硬質相は、炭化タングステン粒子からなり、
該結合相は、金属コバルトからなり、
該第1層は、酸化アルミニウムまたは窒化チタンアルミからなり、
該基材は、第1領域を有し、
該第1領域は、該基材と該被膜との界面と、該界面から該基材側に0.5μm離れた位置を通り、且つ該界面に平行である仮想面VS1と、に挟まれた領域であり、
該界面からの距離および該仮想面VS1からの距離が等しい仮想面VS2に含まれる直線の長さに対する、該直線と該結合相とに位置する線分の長さの合計が占める割合は、50%以上90%以下であり、
該基材の該被膜に接する面の粗さRz
JIS
は、1.0μm以下である。
【図面の簡単な説明】
【0005】
図1は、本開示の切削工具の一態様を例示する模式断面図である。
図2は、本開示の切削工具の他の一態様を例示する模式断面図である。
図3は、本開示の切削工具の別の他の一態様を例示する模式断面図である。
図4は、本開示の切削工具の製造に用いられるCVD(Chemical Vapor Deposition)装置の一例の模式的な断面図である。
【発明を実施するための形態】
【0006】
[本開示が解決しようとする課題]
近年、工具寿命の向上への要求が益々高まっており、特に、鋳鉄の断続旋削加工においても、工具寿命の更なる向上が求められている。鋳鉄の断続旋削加工においての工具寿命の更なる向上に重要な要素として、「耐摩耗性」と「耐欠損性」とが挙げられる。また、耐摩耗性を向上させる観点で、鋳鉄の断続旋削加工において、基材と、該基材上に配置された被膜と、を備える切削工具であって、該被膜は、第1層を含み、該基材は、硬質相と結合相とからなり、該硬質相は、炭化タングステン粒子からなり、該結合相は、金属コバルトからなり、該第1層は、酸化アルミニウムまたは窒化チタンアルミからなる、切削工具が用いられている。しかしながら、この様な被膜においては、被膜が剥離し易い傾向がある関係で、「耐欠損性」が十分でない場合があった。また、「耐欠損性」が十分でないことに起因して生じる微小な損傷によって、摩耗が生じ易い場合あった(すなわち、「耐摩耗性」が十分でない場合があった)。その為、優れた「耐摩耗性」と優れた「耐欠損性」とを兼備させることにより、特に、鋳鉄の断続旋削加工においても、工具寿命を延長することが求められている。
【0007】
そこで、本開示は、特に鋳鉄の断続旋削加工においても、長い工具寿命を有する切削工具を提供することを目的とする。
【0008】
[本開示の効果]
本開示によれば、特に鋳鉄の断続旋削加工においても、長い工具寿命を有する切削工具を提供することが可能である。
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
(1)本開示の切削工具は、
基材と、前記基材上に配置された被膜と、を備える切削工具であって、
前記被膜は、第1層を含み、
前記基材は、硬質相と結合相とからなり、
前記硬質相は、炭化タングステン粒子からなり、
前記結合相は、金属コバルトからなり、
前記第1層は、酸化アルミニウムまたは窒化チタンアルミからなり、
前記基材は、第1領域を有し、
前記第1領域は、前記基材と前記被膜との界面と、前記界面から前記基材側に0.5μm離れた位置を通り、且つ前記界面に平行である仮想面VS1と、に挟まれた領域であり、
前記界面からの距離および前記仮想面VS1からの距離が等しい仮想面VS2に含まれる直線の長さに対する、前記直線と前記結合相とに位置する線分の長さの合計が占める割合は、50%以上90%以下であり、
前記基材の前記被膜に接する面の粗さRz
JIS
は、1.0μm以下である。
【0010】
本開示によれば、特に鋳鉄の断続旋削加工においても、長い工具寿命を有する切削工具を提供することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
4か月前
個人
フライス盤
13日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
5か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
13日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
4日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
切削油供給装置
29日前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
株式会社アンド
半田付け方法
15日前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
村田機械株式会社
レーザ加工機
3か月前
トヨタ自動車株式会社
接合方法
5か月前
株式会社トヨコー
被膜除去方法
3か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
21日前
ブラザー工業株式会社
工作機械
5か月前
株式会社FUJI
チャック装置
5か月前
ブラザー工業株式会社
工作機械
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































