TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093063
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208556
出願日
2023-12-11
発明の名称
溶接制御装置及び溶接制御方法
出願人
日立GEニュークリア・エナジー株式会社
代理人
弁理士法人開知
主分類
B23K
9/127 20060101AFI20250616BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接対象物の溶接ビードの縁部を従来に比べて安定に検出することで、前層ビードの縁部に対する電極、ワイヤの位置を適正に維持した溶接を実現することが可能な溶接制御装置及び溶接制御方法を提供する。
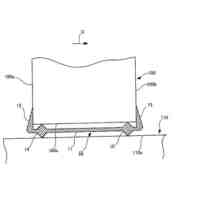
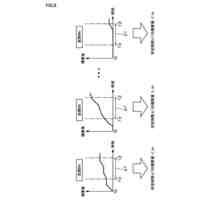
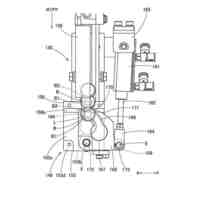
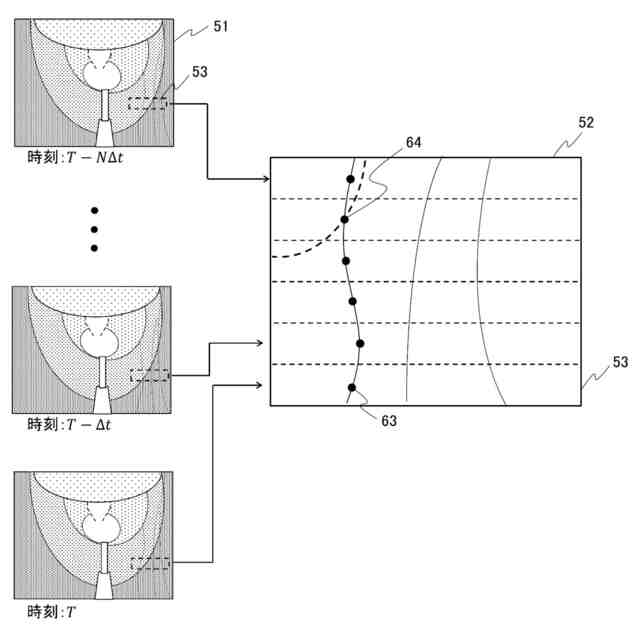
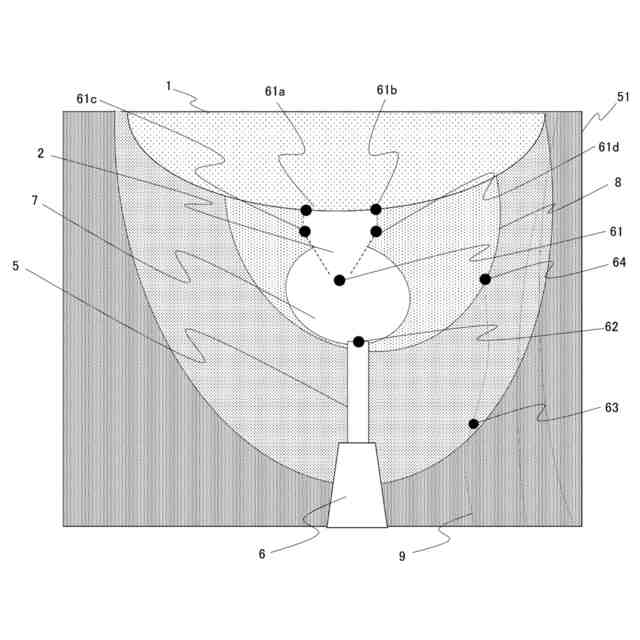
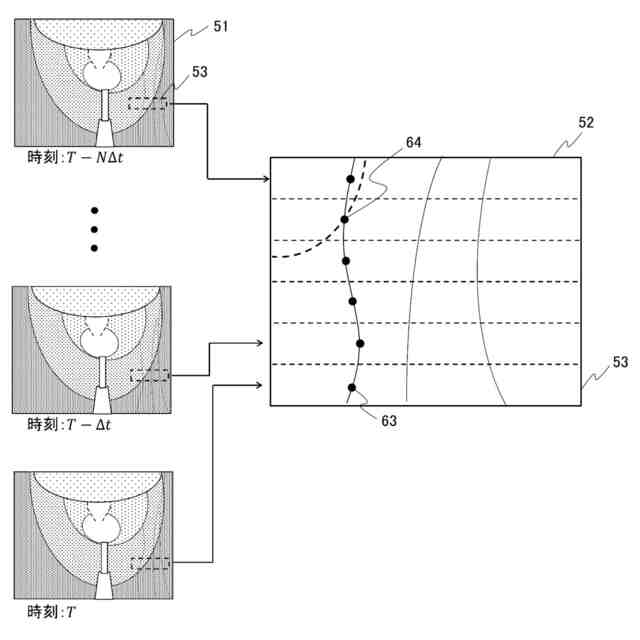
【解決手段】被溶接材3の溶接中の領域を含む領域の画像を撮影する撮影手段10と、撮影手段10により撮影された溶接中の溶接画像51から抽出した溶接ビード8と前層ビード9との境界64に基づき、電極2とワイヤ5との位置いずれか一方以上の位置を制御する処理部11と、を備え、処理部11は、撮影時刻の異なる複数の溶接画像51から溶融池7から離れた領域を時系列順に並べた時系列画像52から溶接ビード8と前層ビード9との境界64を算出し、算出した溶接ビード8と前層ビード9との境界64から一定時間経過後における溶接ビード8と前層ビード9との境界64の移動量を算出する。
【選択図】 図4
特許請求の範囲
【請求項1】
被溶接材の溶接中の領域を含む領域の画像を撮影する撮影部と、
前記撮影部により撮影された溶接中の撮影画像から抽出した特徴量に基づき、電極とワイヤとの位置いずれか一方以上の位置を制御する処理部と、を備え、
前記処理部は、撮影時刻の異なる複数の溶接画像から溶融池から離れた領域を時系列順に並べた時系列画像から特徴量を算出し、算出した前記特徴量から一定時間経過後における特徴量移動量を算出する
溶接制御装置。
続きを表示(約 590 文字)
【請求項2】
請求項1に記載の溶接制御装置において、
前記処理部は、前記撮影時刻の異なる複数の溶接画像における前記特徴量の位置に基づき、一定時間経過後における前記特徴量移動量を推定する
溶接制御装置。
【請求項3】
請求項1に記載の溶接制御装置において、
前記撮影部と前記被溶接材のうちいずれか一方以上の位置情報を取得する位置取得部を更に備え、
前記処理部は、前記位置取得部により取得された前記位置情報に基づき、一定時間経過後における前記特徴量移動量を算出する
溶接制御装置。
【請求項4】
請求項1に記載の溶接制御装置において、
前記溶融池から離れた領域を、溶接進行方向の前方側の領域とする
溶接制御装置。
【請求項5】
被溶接材の溶接中の領域を含む領域の画像を撮影する撮影ステップと、
前記撮影ステップにおいて撮影された溶接中の撮影画像から抽出した特徴量に基づき、電極とワイヤとの位置いずれか一方以上の位置を制御する処理ステップと、を有し、
前記処理ステップでは、撮影時刻の異なる複数の溶接画像から溶融池から離れた領域を時系列順に並べた時系列画像から特徴量を算出し、算出した前記特徴量から一定時間経過後における特徴量移動量を算出する
溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接制御装置及び溶接制御方法に関わる。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
溶接対象物への溶接施工を電極の姿勢や溶接対象の形状に応じて制御する溶接制御装置の一例として、特許文献1には、溶接対象物の溶接に用いられる溶接ワイヤ、又は溶接ワイヤを溶融させるための電極の少なくとも一方を含む位置制御対象を制御するように構成された溶接制御装置であって、少なくとも位置制御対象を含むように撮影した画像から検出される溶接特徴量であって、溶接ワイヤのワイヤ位置または電極の電極位置の少なくとも一方を含む溶接特徴量に基づいて位置制御対象の実位置を決定するように構成された第1決定部と、溶接対象物を溶接する際の電極の姿勢情報または溶接対象物の形状情報の少なくとも一方を含む入力条件に基づいて、入力条件に応じた実位置の目標である目標位置を決定するように構成された第2決定部と、実位置を目標位置にするための位置制御対象の位置制御を実行するように構成された制御部と、を備える、ことが記載されている。
【0003】
溶融池の立体形状及び溶融池の開先内における位置、及び移動方向に基づいて溶融欠陥の発生を予測し、溶接条件を変更して、溶接欠陥の発生を未然に防止する溶接装置の一例として、特許文献2には、被溶接部材の開先内に溶接トーチにより形成される溶融池及びその前方の開先形状を撮像し、溶融池の形状,移動方向及び移動速度を求めると共に、溶融池の進行方向の前方直前の位置にあって溶接ビードの幅方向両端と開先面との接合縁上の点の座標を求め、距離,移動速度から予測されるt時間後の溶融池の領域内に点が片寄りなく略均一な溶け込み深さで含まれるか否かを予測し、溶接欠陥の発生の有無を判断する、ことが記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第7116006号
特開平9-29435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
アーク溶接の能率向上、高品質化のために、溶接制御を自動化する装置について、様々な提案がされている。例えば、特許文献1や特許文献2に開示されている技術が知られている。
【0006】
溶接ワイヤを溶融池に連続的に供給しながら非消耗式電極を用いて施工する自動TIG溶接では、溶接条件の変動によって電極、ワイヤの位置が適正な溶融状態からずれるため、作業者が監視、調整する必要がある。
【0007】
特に、二層以上の複数の層の溶接ビードを重ねて溶接する多層溶接では、前層ビードの縁部を完全に溶融するように電極、ワイヤの位置を適正に維持することが重要である。
【0008】
前層ビードの縁部は凸形状をしており、局所的な形状変化によって前層ビードの縁部と溶融池の距離が変わり、溶融状態が変動する場合がある。そのため、作業者は、前層ビードの縁部に対する電極、ワイヤの位置を監視し、適正位置からずれた場合には、その調整のための介入操作を行う。このような電極、ワイヤの位置調整作業を自動化して作業者の負担を軽減するために、前層ビードの縁部の位置を自動で検出する方法が求められている。
【0009】
特許文献1に開示された装置は、画像処理で得られた溶接対象物の開先位置または溶融池位置に基づいて、位置制御対象の電極、ワイヤの目標位置を決定することで、溶接士が行う場合と同等の溶接品質のアーク溶接を自動で行うことができる。しかしながら、多層溶接に関しては記載がなく、開先よりも複雑な形状を有する前層ビードの縁部を安定に検出することが難しい、という課題があった。
【0010】
特許文献2に開示された装置は、溶融池の進行方向の前方の位置にあって溶接ビードの幅方向の両縁上にある点の座標を求め、所定時間後に溶融池内に含まれることとなるかを予測演算し、溶接条件を制御する。しかしながら、溶接時に取得される画像はアーク光を抑制するフィルタにより輝度が低下するため、溶融池の進行方向の前方の位置では画像が不鮮明となり、前層ビードの縁部を安定に検出することが難しい、という課題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
28日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
9日前
株式会社FUJI
工作機械
1日前
株式会社FUJI
工作機械
13日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
溶接マスク
9日前
株式会社ダイヘン
溶接装置
2日前
株式会社ダイヘン
溶接装置
2日前
住友重機械工業株式会社
加工装置
6日前
トヨタ自動車株式会社
溶接ヘッド
28日前
トヨタ自動車株式会社
溶接ヘッド
29日前
有限会社 ナプラ
ソルダペースト
6日前
株式会社不二越
波形抽出装置
20日前
日東精工株式会社
はんだこて先の製造方法
28日前
株式会社不二越
摩耗判定装置
20日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社向洋技研
プロジェクション溶接部材
6日前
株式会社ダイヘン
溶接システム
1か月前
株式会社ジャノメ
インサート挿入装置
29日前
株式会社IHI
支持機構
13日前
DMG森精機株式会社
工作機械
16日前
株式会社ダイヘン
パルスアーク溶接制御方法
22日前
株式会社ダイヘン
パルスアーク溶接制御方法
13日前
春日機械工業股ふん有限公司
挟持装置
1か月前
ブラザー工業株式会社
工作機械
1日前
矢嶋工業株式会社
切出装置
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ