TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093002
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208470
出願日
2023-12-11
発明の名称
工作機械システム
出願人
ユアサ商事株式会社
,
株式会社ジェイ・シー・シー
代理人
個人
,
個人
,
個人
主分類
G05B
19/404 20060101AFI20250616BHJP(制御;調整)
要約
【課題】アイドリングタイムを短縮できる工作機械システムを提供する。
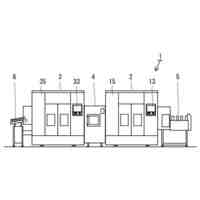
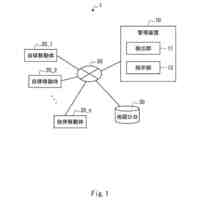
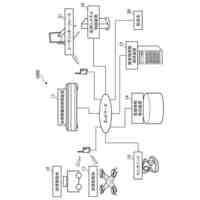
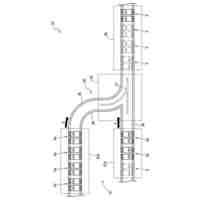
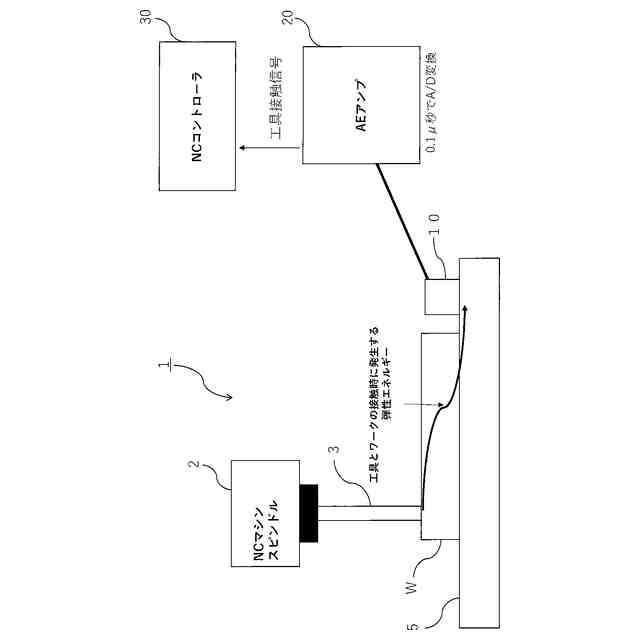
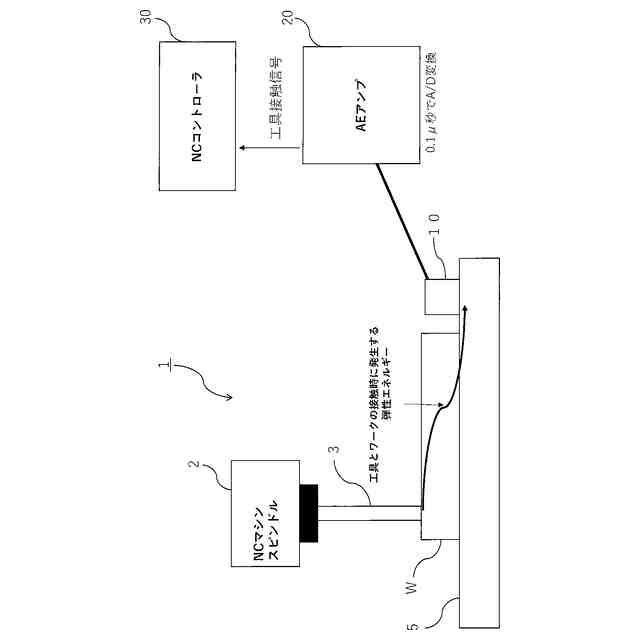
【解決手段】工作機械1と、工作機械1の動作を制御するNCコントローラ20とを備えた工作機械システムであって、AEセンサ10と、AEアンプ20とを有し、AEセンサ10は、主軸2により工具3を回転させてワークWを加工する際に、工具3とワークWが接触したときに発生する弾性波を表すAE信号を検知し、AEアンプにAE信号を送信するようになっており、AEアンプ20は、AEセンサ10から送られたAE信号をA/D変換して増幅した工具接触信号を生成し、NCコントローラ20に工具接触信号を送信し、NCコントローラ30は、AEアンプ20から送られた工具接触信号を用いて工作機械の動作を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
主軸に装着された工具によりワークテーブルに載置されたワークを加工する工作機械と、所定の加工制御プログラムに従い前記工作機械の動作を制御するNCコントローラとを備えた工作機械システムであって、
前記ワークテーブルに設置されたAE(Acoustic Emission)センサと、
前記AEセンサと電気的に接続されたAEアンプとを有し、
前記AEセンサは、前記ワークの材質に応じて定めた周波数領域を検知するように周波数範囲が設定されており、前記主軸により工具を回転させて前記ワークを加工する際に、前記工具と前記ワークが接触するときに発生する弾性波を表すAE信号を検知し、前記AEアンプに該検知したAE信号を送信するようになっており、
前記AEアンプは、前記AEセンサから送られたAE信号をA/D変換して増幅した工具接触信号を生成し、前記NCコントローラに前記工具接触信号を送信し、
前記NCコントローラは、前記AEアンプから送られた前記工具接触信号を用いて前記工作機械の動作を制御して該工作機械に前記ワークを加工させることを特徴とする工作機械システム。
続きを表示(約 530 文字)
【請求項2】
前記NCコントローラは、前記主軸により工具を回転させて前記ワークを加工する際に、最初に工具がワークに接触したときにAEセンサが検知するAE信号から生成された前記工具接触信号によりワークの加工点を特定し、前記工作機械の動作を制御して該工作機械に前記加工点からワークを加工させることを特徴とする請求項1に記載の工作機械システム。
【請求項3】
前記NCコントローラは、前記工具接触信号から前記工具の摩耗量を求めて、該摩耗量を用いて前記加工制御プログラムに設定された位置データを補正し、その補正した位置データを用いて前記工作機械の動作を制御して該工作機械に前記ワークを加工させることを特徴とする請求項1に記載の工作機械システム。
【請求項4】
前記NCコントローラは、前記工具接触信号から求めた前記工具の摩耗量から前記工具の状態を判定することを特徴とする請求項3に記載の工作機械システム。
【請求項5】
前記NCコントローラは、前記工具接触信号から求めた前記工具の摩耗量を数値化した摩耗量情報を生成し、該生成した摩耗量情報を出力することを特徴とする請求項3又は4に記載の工作機械システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械システムに関し、例えば、工作機械の主軸に装着された工具の状態を判定する機能を備えた工作機械システムに関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
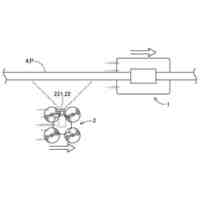
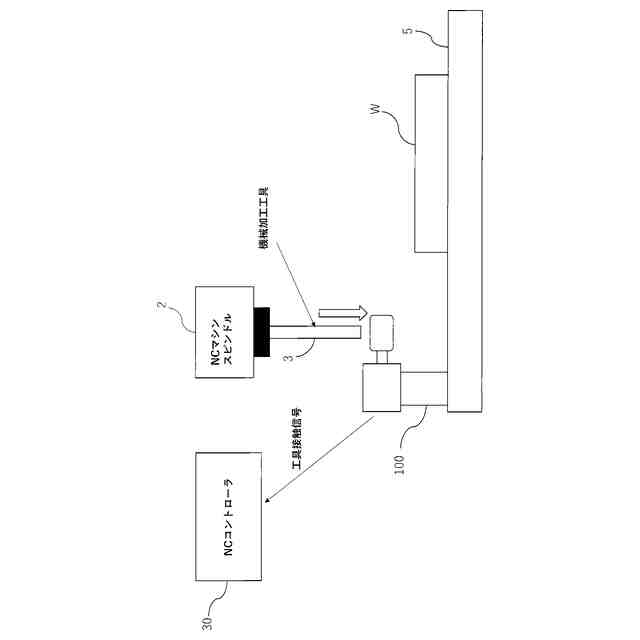
従来から、工作機械を用いた機械加工においては、工具(機械加工工具)の工具長を計測するために、タッチスイッチセンサ(ツールセッター)が用いられてる。
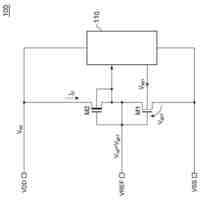
【0003】
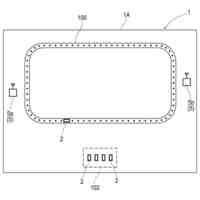
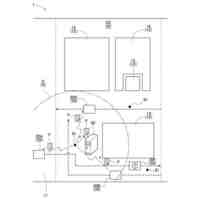
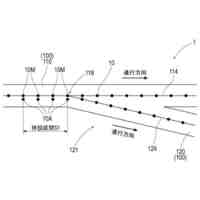
図2に示すように、タッチスイッチセンサ(ツールセッター)100は、工作機械のワークWが載置されたワークテーブル5の端部に設置される。このタッチスイッチセンサ100に対して、工作機械のNCマシンスピンドル(主軸)2に装着された工具3を接触させると(工具3を回転させない状態で接触させると)、タッチスイッチセンサ100が工具接触信号を検知する。また、タッチスイッチセンサ100は、NCコントローラ30に対して、検知した工具接触信号を送信する。NCコントローラ30は、タッチスイッチセンサ100が送信した工具接触信号を受信すると、工具接触信号を用いて工具3の工具長を算出する。
【0004】
そして、NCコントローラ30は、タッチスイッチセンサ100に検知させた工具接触信号から求めた工具3の工具長を用いてワークの加工点(Z軸方向の位置データ)を求め、その求めた加工点を用いて工作機械の動作を制御して、ワークWの加工を行っている。
また、タッチスイッチセンサ100を用いて求めた加工点は、あくまでも、計算上の数値であり、実際の加工点と誤差が生じている場合がある。そのため、現状では、NCコントローラ30は、ワークの加工点に工具3を当てて加工する際には、加工点の位置から工具3を高速回転させるのではなく、高速回転と比べて遅い回転数で工具3を回転させて、所定時間(所定秒)経過した後(動作に不具合がないことを判定した後)、工具3を高速回転の動作に移行させてワークWを加工している。
なお、タッチスイッチセンサ(ツールセッター)については、例えば、非特許文献1に開示されている。
【先行技術文献】
【非特許文献】
【0005】
株式会社モノトが運営するWebサイトの「ものづくりエンジニアのためのはじめての工作機械」を提示したWebページ」、[2023年11月13日検索]、インターネット <URL https://monoto.co.jp/toolsetter/〉
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した従来技術のタッチスイッチセンサ(ツールセッター)を用いる方法は、ワークを加工する毎に、その前段階の工程として、タッチスイッチセンサに工具を接触させて工具の摩耗量を計測しており、この工程がワークを加工しないアイドリングタイムになり、このアイドリングタイムのためワークの加工時間が長くなるという課題を有している。
また、上述した従来技術のタッチスイッチセンサ(ツールセッター)を用いる方法は、計算上の加工点の位置から加工を開始するため、その加工点の位置からいきなり工具を高速回転させるのではなく、所定時間(所定秒)、高速回転と比べて遅い低速回転で工具3を回転させて(説明の便宜上、「試し運転」)、その後、工具3を高速回転の動作に移行させてワークWを加工しているため、加工に時間がかかるという課題を有している。
なお、上述した従来技術は、ワークテーブルにタッチスイッチセンサ(ツールセッター)を設置するため、それにより、加工領域が制限されるという課題も有している。
【0007】
本発明は、上記課題に鑑みてなされたものであり、その目的は、ワークの加工時間を短縮できる工作機械システムを提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するためになされた本発明は、主軸に装着された工具によりワークテーブルに載置されたワークを加工する工作機械と、所定の加工制御プログラムに従い前記工作機械の動作を制御するNCコントローラとを備えた工作機械システムであって、前記ワークテーブルに設置されたAE(Acoustic Emission)センサと、前記AEセンサと電気的に接続されたAEアンプとを有し、前記AEセンサは、前記ワークの材質に応じて定めた周波数領域を検知するように周波数範囲が設定されており、前記主軸により工具を回転させて前記ワークを加工する際に、前記工具と前記ワークが接触するときに発生する弾性波を表すAE信号を検知し、前記AEアンプに該検知したAE信号を送信するようになっており、前記AEアンプは、前記AEセンサから送られたAE信号をA/D変換して増幅した工具接触信号を生成し、前記NCコントローラに前記工具接触信号を送信し、前記NCコントローラは、前記AEアンプから送られた前記工具接触信号を用いて前記工作機械の動作を制御して該工作機械に前記ワークを加工させることを特徴とする。
また、前記NCコントローラは、前記主軸により工具を回転させて前記ワークを加工する際に、最初に工具がワークに接触したときにAEセンサが検知するAE信号から生成された前記工具接触信号によりワークの加工点を特定し、前記工作機械の動作を制御して該工作機械に前記加工点からワークを加工させることが望ましい。
【0009】
このように、本発明の工作機械システムでは、主軸が回転してワークを加工する際に、AEセンサにより工具とワークが接触したときに発生する弾性波を表すAE信号を検知し、その検知したAE信号をA/D変換して増幅した工具接触信号を生成し、NCコントローラが、AEアンプから送られた工具接触信号を用いて工作機械の動作を制御して該工作機械に前記ワークを加工させている。
この構成によれば、最初に工具がワークに接触したことを検知することで、現実の加工点を特定できるため、上述した従来技術のような工具長を測定する工程が不要になる。すなわち、本発明によれば、「ワークを加工する毎に、その前段階の工程として行う、タッチスイッチセンサに工具を接触させて工具長を計測する作業」が不要になるため、工作機械がワークを加工しないアイドリングタイムを短縮することができる。
また、本発明によれば、最初に工具がワークに接触したことを検知することで、現実の加工点を特定し、その現実の加工点の位置からワークを加工しているため、加工点の位置から工具を高速回転して加工を行うことができる。そのため、本発明によれば、従来技術の工作機械のように「試し運転の工程」が不用になるため、作業時間を短縮することができる。
また、本発明によれば、ワークテーブルに、タッチスイッチセンサ(ツールセッター)を設ける必要がなく、タッチスイッチセンサよりもサイズが小さいAEセンサを設置しているため、上述した従来技術のように加工領域が制限されることがない。
【0010】
また、前記NCコントローラは、前記工具接触信号から前記工具の摩耗量を求めて、該摩耗量を用いて前記加工制御プログラムに設定された位置データを補正し、その補正した位置データを用いて前記工作機械の動作を制御して該工作機械に前記ワークを加工させることが望ましい。
この構成によれば、ワークを加工している最中の工具の摩耗量を反映してワークを加工できるため、高精度の加工が可能になる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ユアサ商事株式会社
工作機械システム
2か月前
新菱冷熱工業株式会社
荷台装置
5日前
個人
生産早送り装置
27日前
株式会社豊田自動織機
産業車両
17日前
株式会社FUJI
工作機械
2か月前
株式会社カネカ
製造システム
3日前
株式会社ダイヘン
移動体
2か月前
ローム株式会社
基準電圧源
今日
株式会社FUJI
加工機械ライン
1か月前
愛知製鋼株式会社
車両用システム
11日前
個人
作業車両自動化システム
1か月前
ローム株式会社
半導体集積回路
3か月前
愛知製鋼株式会社
目標軌跡の設定方法
1か月前
株式会社ダイフク
搬送設備
2か月前
三栄ハイテックス株式会社
基準電圧回路
3か月前
トヨタ自動車株式会社
移動制御システム
27日前
株式会社ダイフク
搬送設備
7日前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
生産管理システム
1か月前
トヨタ自動車株式会社
減圧弁
1か月前
キヤノン電子株式会社
加工装置、及び、制御方法
2か月前
株式会社鷺宮製作所
制御装置
2か月前
株式会社オプトン
制御プログラム生成装置
2か月前
株式会社ダイフク
物品搬送設備
3か月前
株式会社ダイフク
物品搬送設備
2か月前
キヤノン株式会社
配送システム
3日前
株式会社ダイヘン
負荷時タップ切換器
2か月前
トヨタ自動車株式会社
クラッチペダル
14日前
株式会社ダイフク
物品搬送設備
2か月前
マーク ヘイリー
消防ロボット
1か月前
株式会社ダイフク
物品搬送設備
2か月前
愛知製鋼株式会社
マーカシステム及び制御方法
12日前
アズビル株式会社
制御システムおよび制御方法
1か月前
キヤノン電子株式会社
加工システム、及び、加工装置
27日前
アズビル株式会社
制御システムおよび制御方法
1か月前
キヤノン電子株式会社
加工システム、及び、加工装置
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ