TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091783
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207238
出願日
2023-12-07
発明の名称
透過型光学素子の製造方法
出願人
日本ゼオン株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/388 20140101AFI20250612BHJP(工作機械;他に分類されない金属加工)
要約
【課題】同心度が十分に高い円形透過型光学素子を製造することが可能な、透過型光学素子の製造方法を提供する。
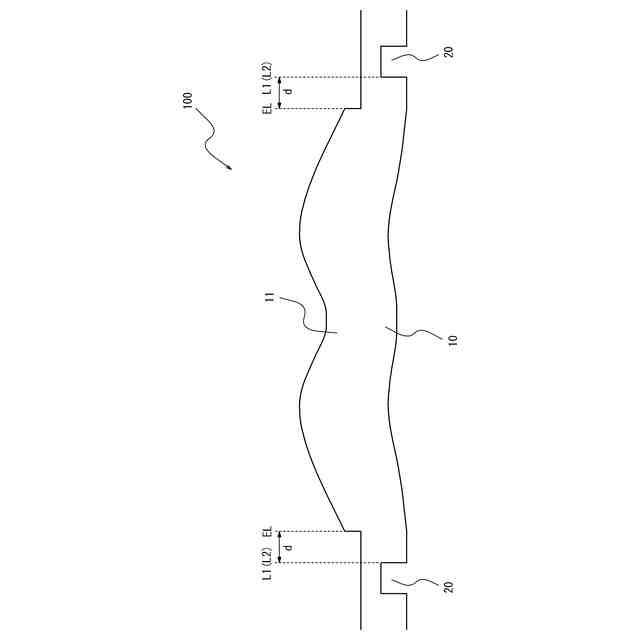
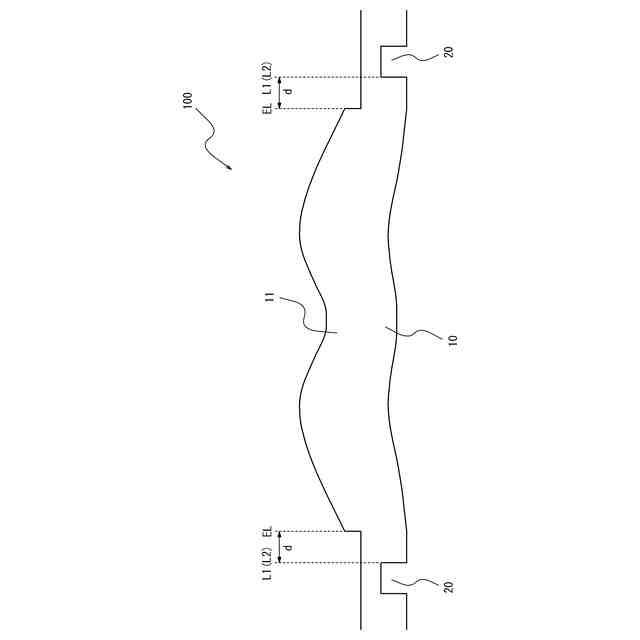
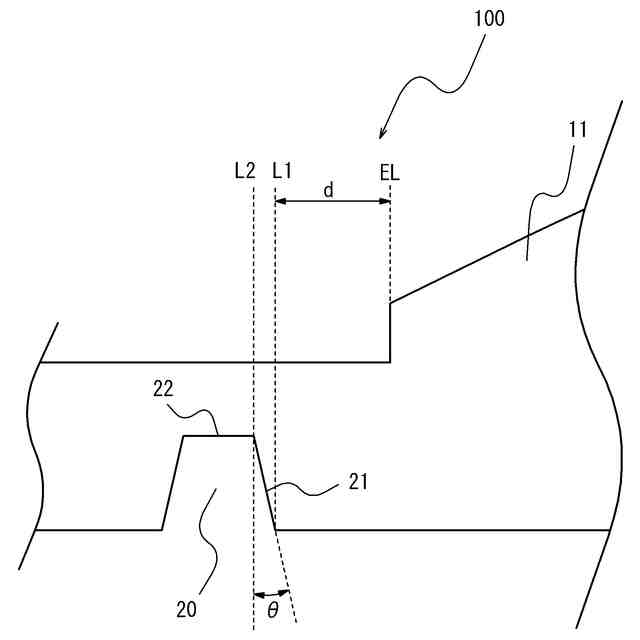
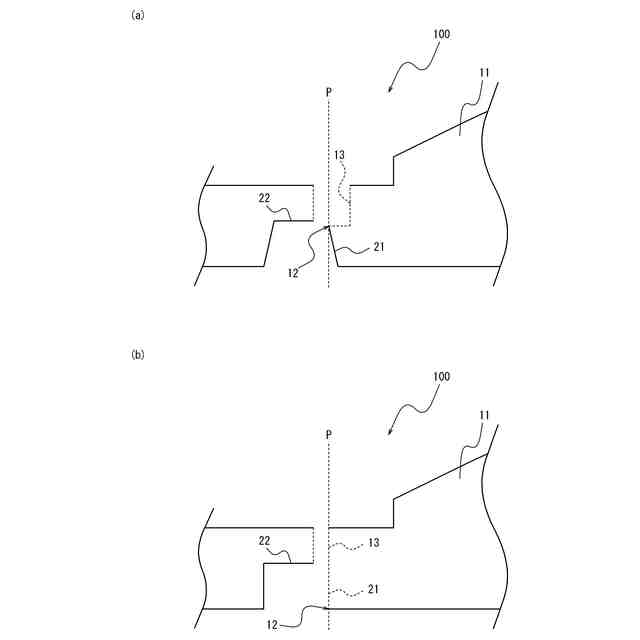
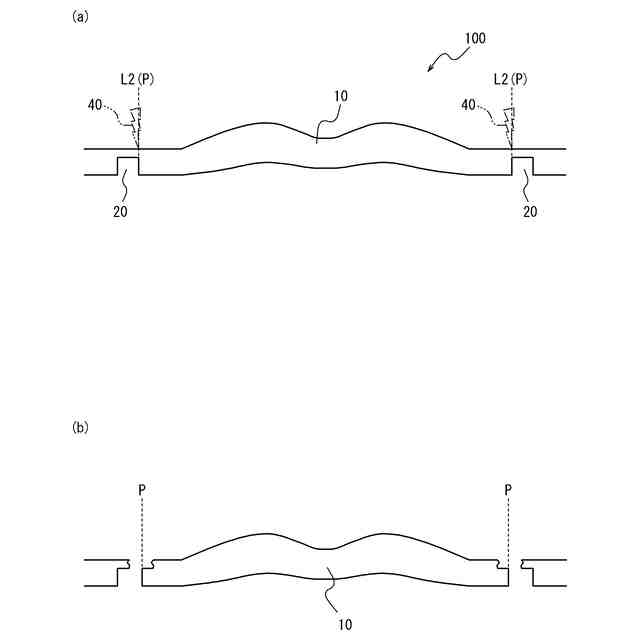
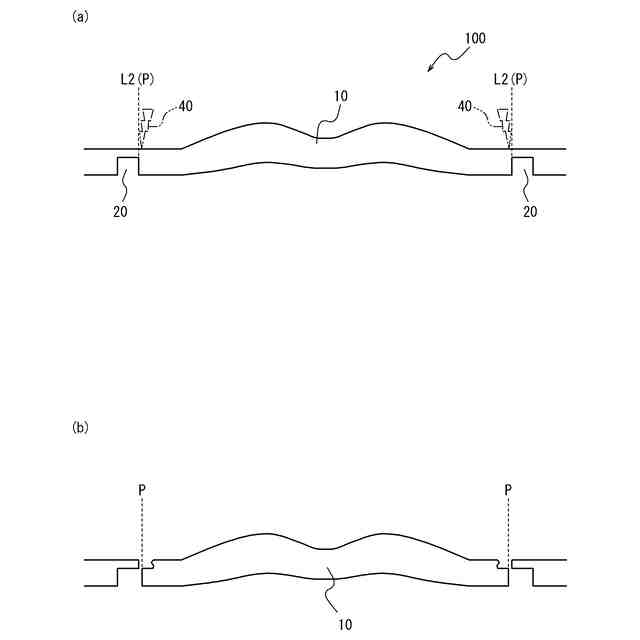
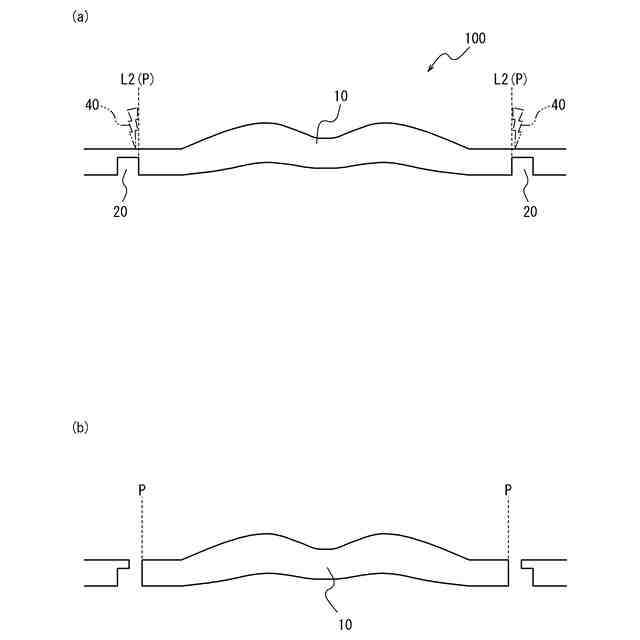
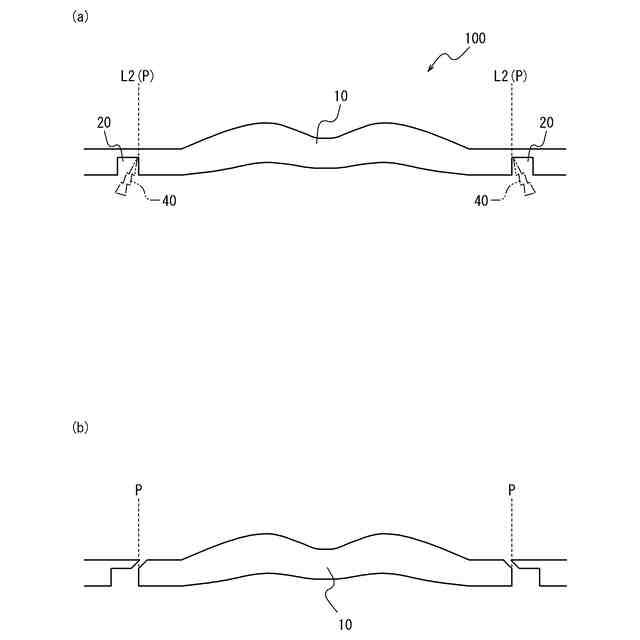
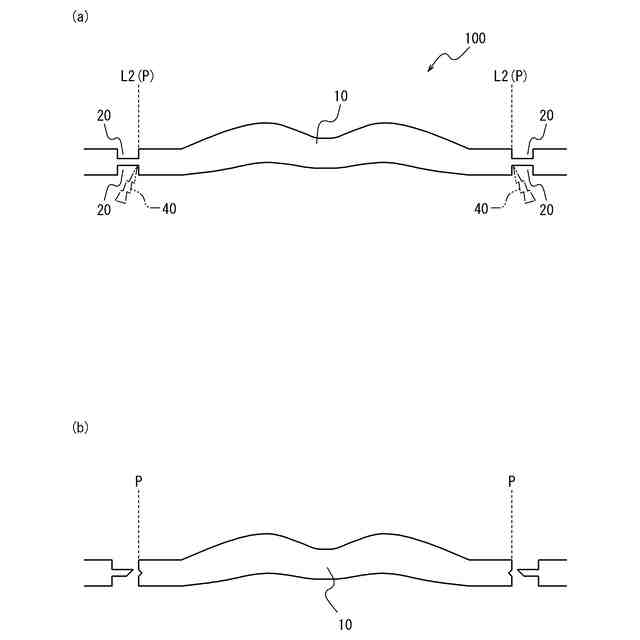
【解決手段】本発明の透過型光学素子の製造方法は、熱可塑性樹脂シートを用いて透過型光学素子を製造する方法であって、平面視円形の光学領域と、前記光学領域の外周部を囲繞して延在する凹部とを備える熱可塑性樹脂シートを準備する工程と、前記熱可塑性樹脂シートを、前記凹部の前記光学領域側の側面が残るようにレーザー光を照射することにより円形切断して、透過型光学素子を得る工程と、を含み、前記凹部は、平面視において、前記光学領域と略同心の環状となるように形成され、前記レーザー光による前記熱可塑性樹脂シートの切断面は、前記透過型光学素子の最外端縁を通る仮想面であって、前記熱可塑性樹脂シートに対して垂直に延在する仮想面と同一面上または当該仮想面よりも前記光学領域側に形成されることを特徴とする。
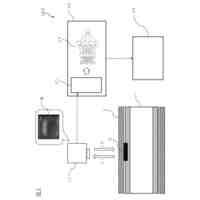
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂シートを用いて透過型光学素子を製造する方法であって、
平面視円形の光学領域と、前記光学領域の外周部を囲繞して延在する凹部とを備える熱可塑性樹脂シートを準備する工程と、
前記熱可塑性樹脂シートを、前記凹部の前記光学領域側の側面が残るようにレーザー光を照射することにより円形切断して、透過型光学素子を得る工程と、を含み、
前記凹部は、平面視において、前記光学領域と略同心の環状となるように形成され、
前記レーザー光による前記熱可塑性樹脂シートの切断面は、前記透過型光学素子の最外端縁を通る仮想面であって、前記熱可塑性樹脂シートに対して垂直に延在する仮想面と同一面上または当該仮想面よりも前記光学領域側に形成される、方法。
続きを表示(約 230 文字)
【請求項2】
前記凹部が、前記熱可塑性樹脂シートの一方の面のみに形成される、請求項1に記載の透過型光学素子の製造方法。
【請求項3】
前記熱可塑性樹脂シートの前記凹部が形成されていない面側から前記レーザー光を照射する、請求項2に記載の透過型光学素子の製造方法。
【請求項4】
前記熱可塑性樹脂シートの、前記凹部が形成された部分の厚さが10μm以上200μm以下である、請求項1~3のいずれか一項に記載の透過型光学素子の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、透過型光学素子の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
電子電気機器の低コスト化および性能向上への要求の高まり、並びに、樹脂材料の品質向上等を背景として、電子電気機器に搭載される透過型光学素子の構成部品を、樹脂シートを用いて製造することが試みられてきた。
【0003】
近年、電子電気機器に備えられる小型のカメラユニット等には、一層の高画質化が求められている。そのため、高精度な光学系を構築可能とする観点から、カメラユニットの構成部品である小型レンズなどの円形の透過型光学素子には、形状精度に優れることが求められている。
【0004】
例えば、特許文献1には、光学領域が形成された熱可塑性樹脂シートを用いて透過型光学素子を製造する方法であって、熱可塑性樹脂シートを波長350nm以上550nm以下のレーザー光を用いて円形切断して、直径10mm以下の透過型光学素子を得る方法が開示されている。そして、特許文献1には、上記製造方法により、形状精度が十分に高い透過型光学素子が得られことが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-098206号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来技術の透過型光学素子の製造方法は、得られる透過型光学素子の形状精度を向上させる点において改善の余地があった。より具体的には、透過型光学素子の平面視外形と光学領域の平面視形状との同心度(以下、単に「同心度」という。)向上させる点において改善の余地があった。
【0007】
そこで、本発明は、同心度が十分に高い円形透過型光学素子を製造することが可能な、透過型光学素子の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決することを目的として鋭意検討を行った。そして、本発明者は、レーザー光を用いた切断ではレーザー光を走査する際の位置のズレ等により同心度が低下してしまっていることを見出した。そこで、本発明者は更に検討を重ね、光学領域を形成した熱可塑性樹脂シートをレーザー光で切断して透過型光学素子を製造するに際して、光学領域の外周部を囲繞する所定の凹部を形成するとともに、レーザー切断により熱可塑性樹脂シートを円形切断するときに、凹部の光学領域側の側面(壁面)を残しつつ、レーザー切断面が所定の位置に形成されるようにすれば、同心度が十分に高い円形の透過型光学素子が得られることを新たに見出し、本発明を完成させた。
【0009】
即ち、この発明は、上記課題を有利に解決することを目的とするものであり、本発明は、[1]熱可塑性樹脂シートを用いて透過型光学素子を製造する方法であって、平面視円形の光学領域と、前記光学領域の外周部を囲繞して延在する凹部とを備える熱可塑性樹脂シートを準備する工程と、前記熱可塑性樹脂シートを、前記凹部の前記光学領域側の側面が残るようにレーザー光を照射することにより円形切断して、透過型光学素子を得る工程と、を含み、前記凹部は、平面視において、前記光学領域と略同心の環状となるように形成され、前記レーザー光による前記熱可塑性樹脂シートの切断面は、前記透過型光学素子の最外端縁を通る仮想面であって、前記熱可塑性樹脂シートに対して垂直に延在する仮想面と同一面上または当該仮想面よりも前記光学領域側に形成されることを特徴とする。光学領域の外周部に所定の凹部を形成し、また、レーザー光を照射することにより熱可塑性樹脂シートを円形切断するときに、凹部の光学領域側の側面を残しつつ、レーザー光による熱可塑性樹脂シートの切断面を、透過型光学素子の最外端縁を通り、かつ、熱可塑性樹脂シートに対して垂直に延在する仮想面と同一面上または当該仮想面よりも光学領域側に形成すれば、同心度が十分に高い円形の透過型光学素子を得ることができる。
【0010】
[2]上記[1]の透過型光学素子の製造方法において、前記凹部を前記熱可塑性樹脂シートの一方の面のみに形成することが好ましい。凹部を前記熱可塑性樹脂シートの一方の面のみに形成すれば、得られる透過型光学素子の同心度を一層向上させることができる。また、凹部を前記熱可塑性樹脂シートの一方の面のみに形成すれば、得られる透過型光学素子の平面視外形の真円度(以下、単に「真円度」という。)を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本ゼオン株式会社
設備点検システム及び設備点検方法
5日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社ダイヘン
溶接電源装置
11日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
9日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
26日前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
大見工業株式会社
ドリル
4日前
トヨタ自動車株式会社
接合方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
27日前
株式会社ダイヘン
溶接装置
27日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ