TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090730
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2025038416,2024028220
出願日
2025-03-11,2023-09-15
発明の名称
端処理電線製造装置、及び、端処理電線製造方法
出願人
日本オートマチックマシン株式会社
代理人
個人
,
個人
主分類
H02G
1/12 20060101AFI20250610BHJP(電力の発電,変換,配電)
要約
【課題】電線の切断・皮剥き工程あるいはその後の端処理工程を含む端処理電線製造における生産効率向上と品質向上を図る端子圧着電線の製造装置及び製造方法を提供する。
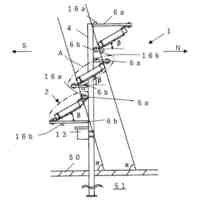
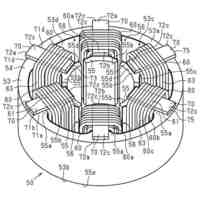
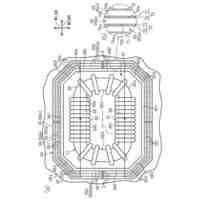
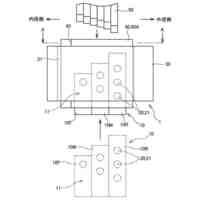
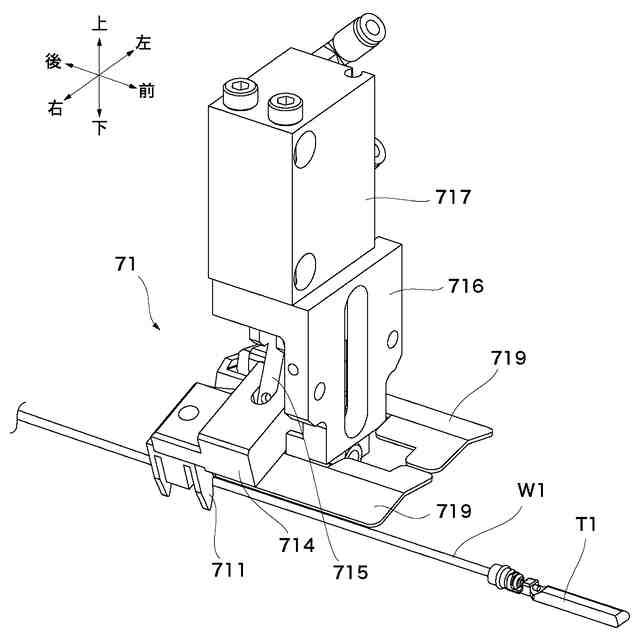
【解決手段】端処理電線製造装置において、2側クランプ71は、1側電線W1を送給する電線送給部と、送給された電線の切断皮剥き部と、切断・被覆剥離された電線の端部を端処理する端処理部と、電線をクランプして各部に搬送するクランプ搬送部と、を備える。電線切断皮剥き部の前側には、電線の側方に寄って電線の揺れを抑える開閉式の電線揺れ抑え719を具備する。
【選択図】図9
特許請求の範囲
【請求項1】
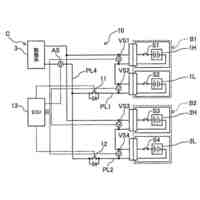
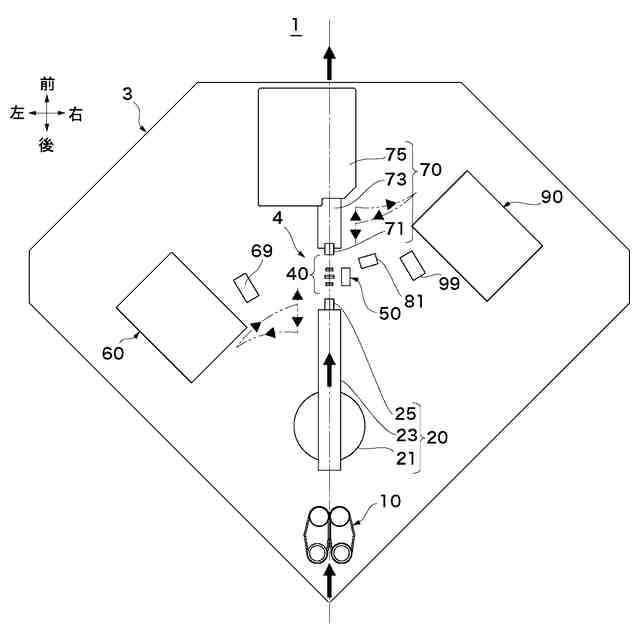
電線を送給する電線送給部(10)と、
送給された電線を任意の長さに切断するとともに、該電線の端部の被覆を剥離する電線切断皮剥き部(4)と、
被覆剥離された電線の端部を端処理する端処理部(90)と、
電線をクランプして各部に搬送するクランプ搬送部(70)と、を備える端処理電線製造装置(1)であって、
前記クランプ搬送部(70)が、
クランプ(71)と、
該クランプを駆動する駆動手段(73・75)と、
前記クランプの、前記電線切断皮剥き部(4)の反対側に設けられた、電線の側方に寄って電線の揺れを抑える開閉式の電線揺れ抑え(719)と、
を具備することを特徴とする端処理電線製造装置(1)。
続きを表示(約 1,400 文字)
【請求項2】
電線を送給する電線送給部(10)と、
送給された電線を任意の長さに切断するとともに、該電線の切断した端部の被覆を剥離する電線切断皮剥き部(4)と、
被覆剥離された電線の端部を端処理する端処理部(60・90)と、
電線をクランプして各部に搬送するクランプ搬送部(20・70)と、を備える端処理電線製造装置(1)であって、
前記クランプ搬送部(20・70)が、
電線を把持するクランプ(25・71)と、
該クランプを、電線長手方向に駆動する長手駆動手段(23・73)と、
該長手駆動手段を、旋回駆動する旋回駆動手段(21・75)と、
を具備し、
前記長手駆動手段(23・73)が、前記クランプ(25・71)の旋回中に、該クランプを長手方向に動かすことを特徴とする端処理電線製造装置(1)。
【請求項3】
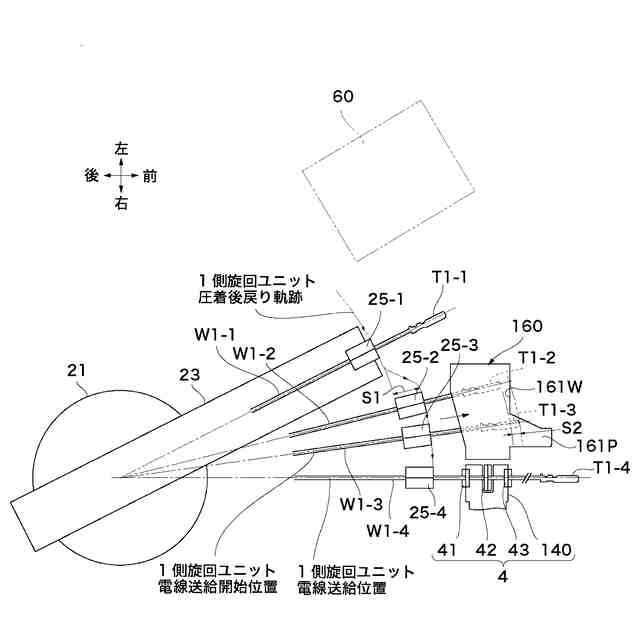
1側端処理部(60)において1側電線W1の先端部を端処理した後、 1側クランプ(25)が旋回して前記切断皮剥き部(4)に向き合う位置に戻る際に、該1側クランプ(25)が前記長手駆動手段(23)によって前記電線送給部(10)から遠ざかる方向に移動されることを特徴とする請求項2記載の端処理電線製造装置(1)。
【請求項4】
さらに、前記電線送給部(10)の電線送給により、前記1側クランプ(25)からの電線突出寸法を増やして電線フィードを行うことを特徴とする請求項3記載の端処理電線製造装置(1)。
【請求項5】
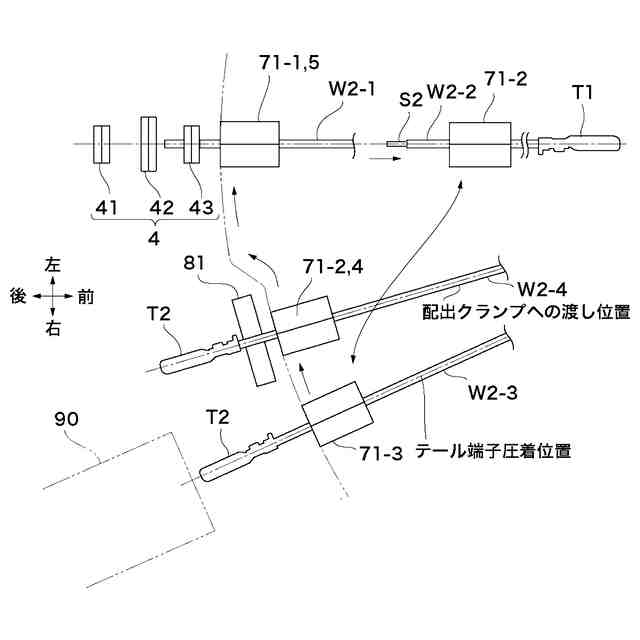
前記切断皮剥き部(4)から繰り出された両端切断・皮剥きされた2側電線W2を、2側クランプ(71)で把持して2側端処理部(90)に搬送旋回して、2側電線W2の後端部を端処理し、
その後、前記2側クランプ(71)が逆方向に旋回して前記切断皮剥き部(4)に戻る際に、排出クランプ(81)に2側電線W2を渡すとともに、前記2側クランプ(71)が、前記長手駆動手段(73)によって前記切断皮剥き部(4)に近づく方向に移動されることを特徴とする請求項2記載の端処理電線製造装置(1)。
【請求項6】
電線を送給する電線送給部(10)と、
送給された電線を任意の長さに切断するとともに、該電線の端部の被覆を剥離する電線切断皮剥き部(4)と、
被覆剥離された電線の端部を端処理する端処理部(90)と、
両端の切断された2側電線W2を把持する2側クランプ(71)、及び、該クランプを移動させる駆動手段(73・75)を具備する2側クランプ搬送部(70)と、
端子圧着の完了した電線を把持して払い出す排出クランプ(81)、及び、該クランプを移動させる駆動手段と、
を備える端処理電線製造装置(1)であって、
前記2側クランプ(71)が排出クランプ(81)への電線渡し位置に到達する前の時点で、前記排出クランプ(81)が前記2側クランプから電線を受け取る動作を開始することを特徴とする端処理電線製造装置(1)。
【請求項7】
芯線及び外周被覆を有する電線を、ある長さに切断し、次いで被覆を剥ぎ、その後に端処理を行う方法であって、
請求項1~6いずれか1項記載の端処理電線製造装置(1、201)を用いることを特徴とする端処理電線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電線を切断しその端部の被覆(皮)を剥く装置や、被覆剥離した後に電線端 子を圧着する装置などに関する。特には、一本の製品電線を製造する時間(タクトタイム )を短縮し生産性を高め、あるいは電線被覆の剥きカス除去などに改良を加えた端子圧着電線の製造装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ワイヤーハーネス業界においては、電線を所要の長さに切断し、切断部の前後の被覆を 剥き取り(ストリップし)、その後に接続用コネクタ端子を圧着接続する工程(切断・皮 剥き・端子圧着工程)は、ワイヤーハーネスに用いられる多量の電線の大半が通過する、 作業量が極めて多い基本的な工程である。この切断・皮剥き・端子圧着工程では、他の工程以上の生産効率向上と、品質向上が要求されてきた。その要求に応えるため、電線の自動処理機械は、改善と進化を続けてきた。今回、その改善のひとつとして、電線切断用ブレード駆動機構や、電線案内機構、さらに剥きカスのエアブロー機構などの構造と動作について、新規技術を提案する。
【0003】
電線の切断・皮剥き・端子圧着工程に用いる自動処理装置の従来例が、特開2014-7043に開示されている。この機械は、電線送給部や電線切断部、電線先端(トップ)の皮剥き 部、1側電線(先端は切断され、後端は電線リールにつながった状態の電線)の旋回式搬送部、端子圧着機などを備える。この従来例の装置も、切断・皮剥き・端子圧着工程の生産効率向上と品質向上を図ったものである。
【先行技術文献】
【特許文献】
【0004】
特開2014-7043
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、電線の切断・皮剥き工程、あるいはその後の端子圧着工程を含む端子圧着電線製造工程における、生産効率向上と品質向上を図ることのできる、あるいは電線被覆の剥きカス排出性能などの諸性能を向上できる、装置又は方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
この「課題を解決するための手段」、及び、「特許請求の範囲」、並びに、明細書の一 部においては、添付図各部の参照符号を括弧書きして示すが、これは単に参考のためであって、権利範囲を添付図のものに限定する意図はない。
【0007】
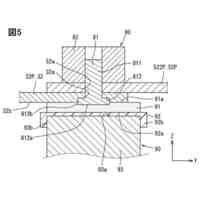
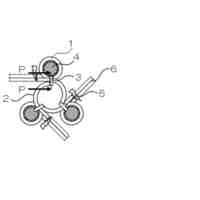
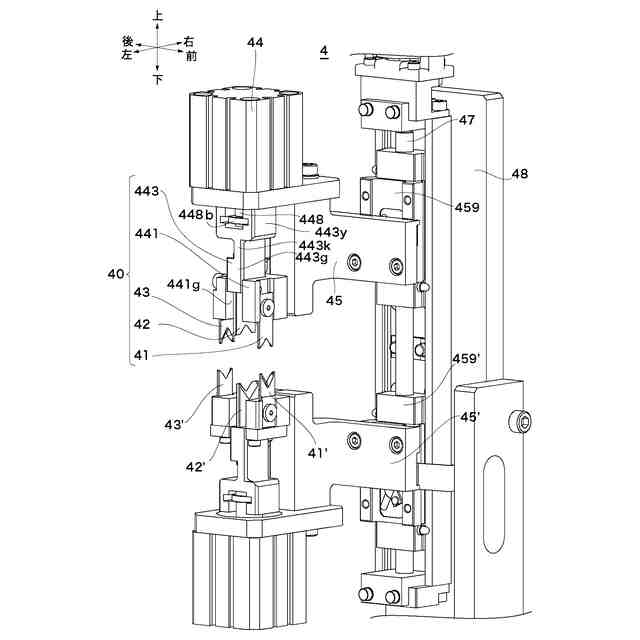
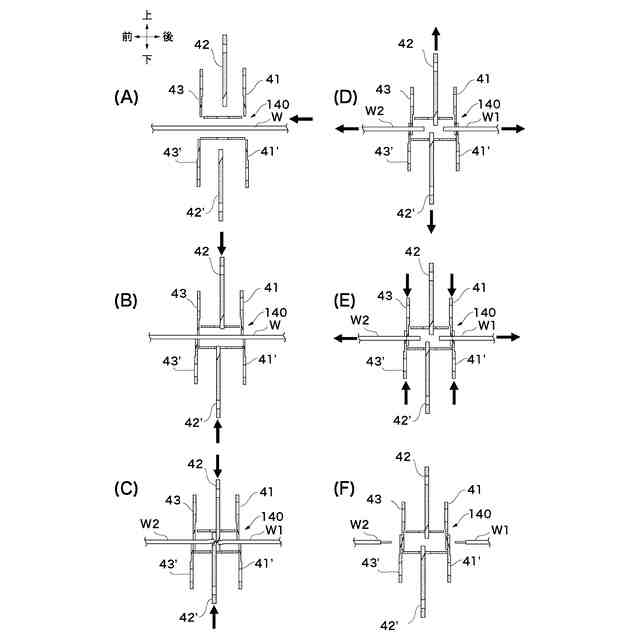
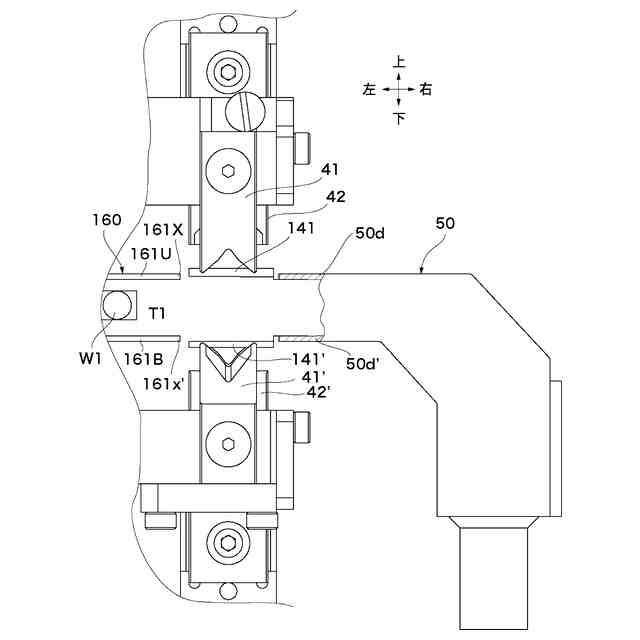
本発明の第一の電線切断皮剥き装置(4)は、 電線の長手方向に沿って配列された、 電線を切断する切断刃(42)、及び、電線の被覆に切込みを入れる皮剥き刃(41・43)を 具備する電線切断皮剥き装置(4)であって、 前記電線の長手方向に対する交差方向に往復駆動されるスライドブロック(45)と、 該スライドブロック(45)に取付けられた 、前記皮剥き刃(41・43)を保持する皮剥き刃ホルダー(441)と、 前記スライドブロック(45)に搭載された、前記切断刃(42)を保持する切断刃ホルダー(443)、及び、 該切断刃ホルダー(443)を前記交差方向に往復駆動する切断刃駆動アクチュエータ(44 )と、 を備え、 前記スライドブロック(45)を往復駆動する機構が電動であり、 前記切断刃駆動アクチュエータ(44)の駆動により、前記切断刃(42)が電線を切断し、その後に電線から回避し、 電線切断後に電線を長手方向に移動させて皮剥き長さをセットし、 次いで皮剥き刃(41・43)が電線の被覆に切り込み、 次いで電線を長手方向に移動させて被覆を剥き取ることを特徴とする。
【0008】
上記切断刃駆動アクチュエータ(44)を駆動する「交差方向」は、一般的には電線長手 方向の直角方向であり、標準的には上下方向(地球重力の方向)である。ただし、これに 限定されない。アクチュエータ駆動方向は、一般的には、スライドブロック(45)の駆動 方向と同じである。ただし、これに限定されない。
上記切断刃駆動アクチュエータ(44)は、好ましくは空圧シリンダである。空圧シリンダは、比較的に、高速・高加速、省スぺース、低価格、配管取り回し容易などの利点がある。
【0009】
切断刃は、次の理由により、ストロークが長い。すなわち、切断完了位置では一対の刃が十分にオーバーラップし、回避位置(電線フィード待機位置)では、V字型などの対向する切り刃が、電線が進行する空間から十分に逃げて、不用意に刃が電線に触れ電線が傷付くようなことを防止する必要がある。また、切断刃は、精密位置決めする(例えばモー タ+ボールネジによる)必要はない。一方、皮剥き刃は、電線の種類(径・被覆厚さ)に応じて、切り込み位置(一対の刃が近接してオーバーラップした位置)を、精密に調整しなければならない。このような各刃の特性に応じて、本発明の好ましい実施形態においては、電動とシリンダ駆動を組み合わせた。
【0010】
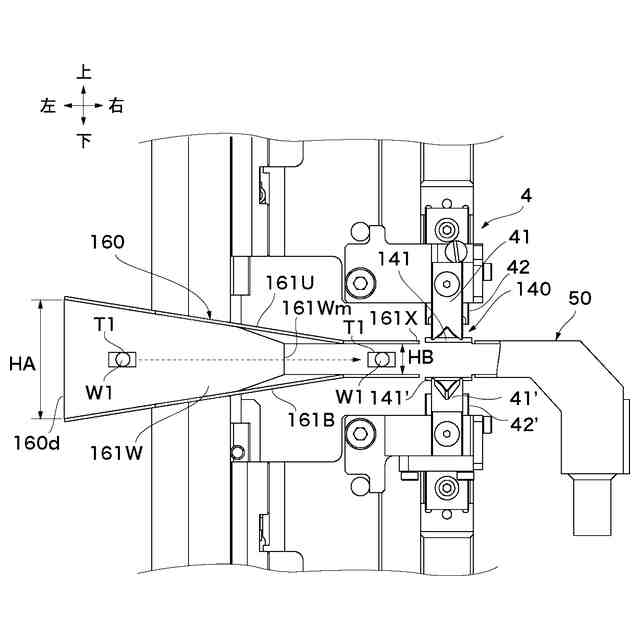
従来の通常の電線切断皮剥き装置では、電線カット用ブレード及び被覆ストリップ用ブレードを取付けた、一体の取付け部品を上下スライド自在に設け、モータ駆動による上下刃の開閉移動で、カット(電線切断)やストリップ(被覆剥離)を行う。本発明の1形態では、電線カット用ブレードを切断刃駆動アクチュエータ(44)(空圧シリンダなど)で 単独・高速動作させることにより、皮剥き刃(41・43)の停止中にも、また逆方向への移動中にも、切断刃42を移動させることができるため、切断・被覆剥離工程の時間を短縮できる。さらに、下記のように周辺装置の改良と組み合わせることで、電線切断皮剥き端子圧着工程全体の動作タクトを、より短縮し、装置の生産性を向上させることができる。さらに、切断刃(242)のみを単独で電線進行経路から退避させることができるので、電線 図23・図24を参照しつつ後述するように、皮剥き長さが、「皮剥き刃-切断刃間隔」 よりも長い加工(ロングストリップ)を行うことも容易である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
太陽光発電システム
8日前
北勢工業株式会社
保護管
6日前
トヨタ自動車株式会社
充電装置
1日前
トヨタ自動車株式会社
予測方法
28日前
ダイハツ工業株式会社
ロータ構造
6日前
株式会社デンソー
電気装置
8日前
株式会社ダイヘン
充電装置
6日前
株式会社セイワ
車両用配線カバー
19日前
住友電装株式会社
電気接続箱
29日前
住友電装株式会社
電気接続箱
29日前
住友電装株式会社
電気接続箱
6日前
住友電装株式会社
電気接続箱
6日前
トヨタ自動車株式会社
電池制御装置
23日前
個人
バネとクラッチを用いた波浪発電装置
8日前
キヤノン株式会社
画像形成装置
6日前
株式会社ダイヘン
電力システム
6日前
株式会社豊田自動織機
回転電機
15日前
矢崎総業株式会社
電池切替装置
1日前
富士電機株式会社
リニアモータ
19日前
三菱電機株式会社
束線器具
2日前
株式会社豊田自動織機
電動圧縮機
15日前
ダイハツ工業株式会社
コイル組付け装置
16日前
ダイハツ工業株式会社
ステータ製造装置
9日前
三菱電機株式会社
ゲート駆動装置
6日前
トヨタ自動車株式会社
駆動ユニット
26日前
株式会社エフ・シー・シー
太陽光発電装置
19日前
北海道電力株式会社
延線金車
14日前
株式会社明電舎
電動機
7日前
ナブテスコ株式会社
駆動装置
23日前
ニチコン株式会社
電源回路
今日
神崎産業株式会社
漏電検出装置
20日前
株式会社豊田自動織機
回転電機
15日前
三菱電機株式会社
電力変換装置
2日前
トヨタ自動車株式会社
挿入治具
8日前
サンデン株式会社
電力変換装置
今日
トヨタ自動車株式会社
磁性体薄板の製造方法
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ