TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025087210
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201712
出願日
2023-11-29
発明の名称
エアジェット織機の緯入れ装置
出願人
株式会社豊田自動織機
代理人
個人
,
個人
主分類
D03D
47/30 20060101AFI20250603BHJP(織成)
要約
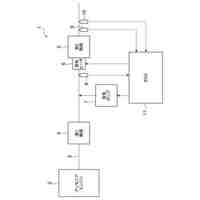
【課題】エアタンクを交換することなく電磁開閉弁の個数を増やすことができるエアジェット織機の緯入れ装置を提供する。
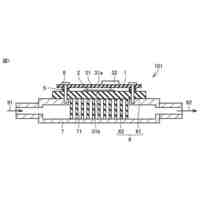
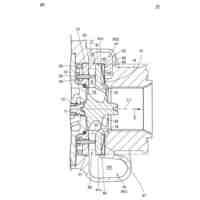
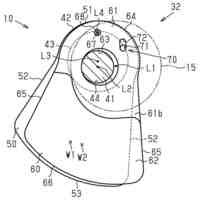
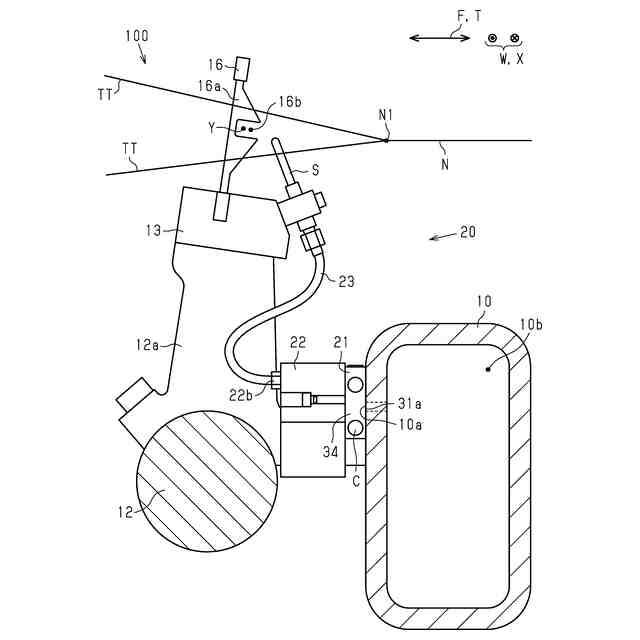
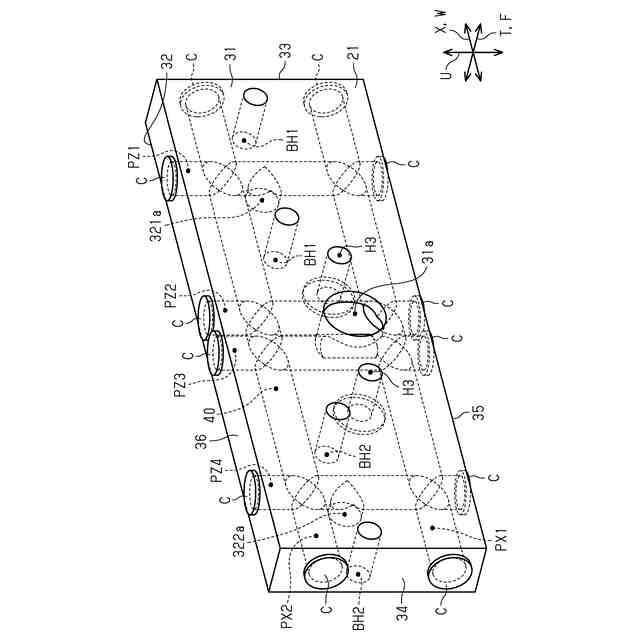
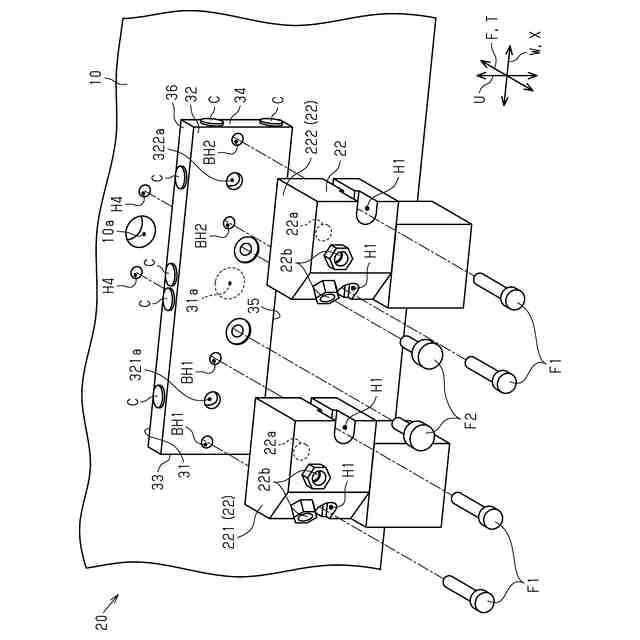
【解決手段】エアジェット織機100の緯入れ装置20は、複数のサブノズルSと、複数のタンク孔10aが形成されているエアタンク10と、複数の電磁開閉弁22と、複数の支持部材21と、を備えている。各電磁開閉弁22は、圧縮空気が流入する流入ポート22aを備えている。支持部材21には、一つのタンク孔10aと連通するタンク接続口31aが形成されるとともに、流入ポート22aと連通する第1バルブ接続口321a及び第2バルブ接続口322aが形成されている。支持部材21の内部には、タンク接続口31aと、第1バルブ接続口321a及び第2バルブ接続口322aの各々と、を接続する内部流路40が形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
メインノズルにより筬内通路に緯糸を緯入れするエアジェット織機に設けられ、
前記緯糸の緯入れ方向に複数設けられているサブノズルであって、前記筬内通路に緯入れされた前記緯糸に圧縮空気を噴射する前記サブノズルと、
前記サブノズルから噴射される前記圧縮空気が貯留されるエアタンクであって、前記緯入れ方向に複数のタンク孔が形成されている前記エアタンクと、
前記エアタンクから前記サブノズルへの前記圧縮空気の供給を制御するための電磁開閉弁であって、前記圧縮空気の流入する流入ポートを備えるとともに、前記緯入れ方向に複数設けられた前記電磁開閉弁と、
前記エアタンクに取り付けられるとともに前記電磁開閉弁を支持する支持部材と、を備えるエアジェット織機の緯入れ装置であって、
前記支持部材には、前記タンク孔のうちの一つと連通するタンク接続口が形成されるとともに、前記流入ポートと連通するバルブ接続口が複数形成され、
前記支持部材の内部には、前記タンク接続口と前記複数のバルブ接続口とを接続する内部流路が形成されていることを特徴とするエアジェット織機の緯入れ装置。
続きを表示(約 1,000 文字)
【請求項2】
前記支持部材は、
前記タンク接続口を有するタンク側面と、
前記タンク側面と異なる面であるとともに複数の前記バルブ接続口を有するバルブ側面と、を有し、
前記支持部材は板状であり、前記タンク側面と前記バルブ側面とを互いに板厚方向の反対面とするとともに、板厚内に前記内部流路が形成されていることを特徴とする請求項1に記載のエアジェット織機の緯入れ装置。
【請求項3】
前記電磁開閉弁には、一対の第1固定孔が形成され、
前記支持部材には、一対の第2固定孔と、前記一対の第2固定孔とは異なる一対の第3固定孔が形成され、
前記エアタンクには、一対の第4固定孔が形成されており、
前記電磁開閉弁は、前記一対の第1固定孔に挿入されるとともに前記一対の第2固定孔に挿入される弁用固定部材により前記支持部材に取り付け可能であり、
前記支持部材は、前記一対の第3固定孔に挿入されるとともに前記一対の第4固定孔に挿入される支持用固定部材により前記エアタンクに取り付け可能であり、
前記第1固定孔、前記第2固定孔、前記第3固定孔、及び前記第4固定孔の孔径が一致しているとともに、前記一対の第1固定孔のピッチ、前記一対の第2固定孔のピッチ、前記一対の第3固定孔のピッチ、及び前記第4固定孔のピッチが一致していることを特徴とする請求項1又は請求項2に記載のエアジェット織機の緯入れ装置。
【請求項4】
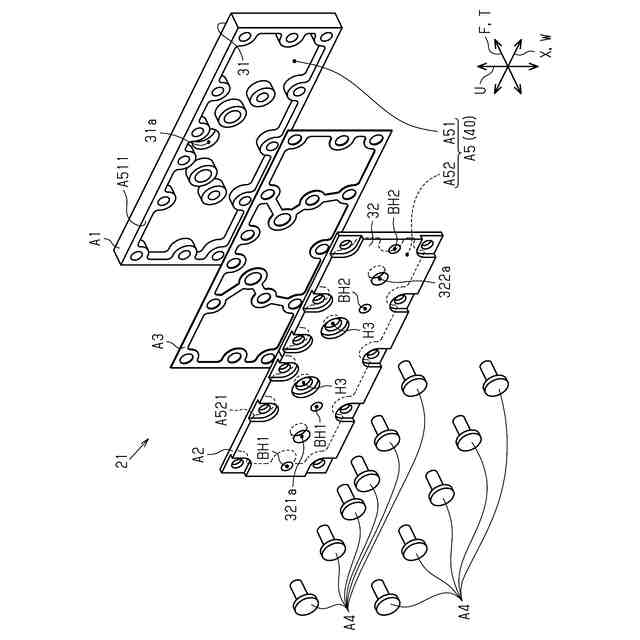
前記支持部材は、
前記タンク接続口が形成されている第1形成材と、
前記複数のバルブ接続口が形成されている第2形成材と、を有するとともに、
前記板厚方向に前記第1形成材と前記第2形成材とを対向させて形成されている前記支持部材であって、
前記第1形成材と前記第2形成材の少なくとも一方に流路画定空間が形成されており、
前記内部流路は、前記流路画定空間が少なくとも他方により閉塞されることで画定されていることを特徴とする請求項2に記載のエアジェット織機の緯入れ装置。
【請求項5】
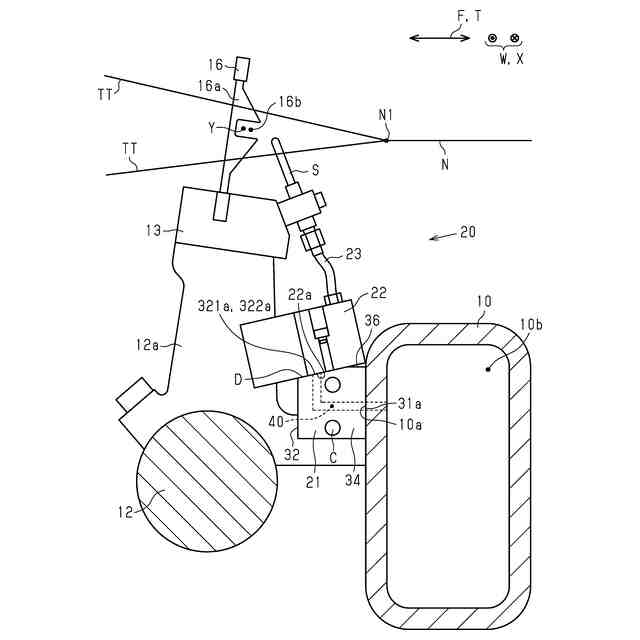
前記支持部材は、前記筬内通路の方向を向く傾斜面を有し、前記電磁開閉弁は、前記傾斜面に支持されており、前記複数のバルブ接続口は前記傾斜面において開口していることを特徴とする請求項1又は請求項2に記載のエアジェット織機の緯入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エアジェット織機の緯入れ装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
例えば、特許文献1には、エアジェット織機であるジェットルームにおける緯入れ装置が開示されている。ジェットルームにおける緯入れ装置は、エアタンクと、複数のサブノズルである複数の緯入れ用補助ノズルと、複数の電磁開閉弁と、複数の配管と、を備えている。各電磁開閉弁には、流入ポートが形成されている。エアタンクには、タンク孔としての流出ポートが形成されている。
【0003】
複数の電磁開閉弁は、緯糸の緯入れ方向に並べて配置されている。各電磁開閉弁は、タンク孔に流入ポートを直通させてエアタンクに取り付けられている。複数のサブノズルは、1つの群として単一の電磁開閉弁を介してエアタンクに接続されている。複数のサブノズルは、緯糸の緯入れ方向に並べて配置されている。各サブノズルは、配管、及び電磁開閉弁を介してエアタンクからエアを供給される。そして、緯入れ装置は、各サブノズルによるエアの噴射作用により緯糸を緯入れする。
【先行技術文献】
【特許文献】
【0004】
特開2003-239160号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示の緯入れ装置において、各電磁開閉弁に接続されるサブノズルの個数を減らすために電磁開閉弁の個数を増やす場合、増加する電磁開閉弁の個数に応じたタンク孔が形成されたエアタンクに交換する必要がある。エアタンクの交換作業は、多大な工数が要求されるため、エアタンクの交換をすることなく、電磁開閉弁の個数を増やすことができるエアジェット織機の緯入れ装置が望まれている。
【課題を解決するための手段】
【0006】
上記課題を解決するためのエアジェット織機の緯入れ装置は、メインノズルにより筬内通路に緯糸を緯入れするエアジェット織機に設けられ、前記緯糸の緯入れ方向に複数設けられているサブノズルであって、前記筬内通路に緯入れされた前記緯糸に圧縮空気を噴射する前記サブノズルと、前記サブノズルから噴射される前記圧縮空気が貯留されるエアタンクであって、前記緯入れ方向に複数のタンク孔が形成されているエアタンクと、前記エアタンクから前記サブノズルへの前記圧縮空気の供給を制御するための電磁開閉弁であって、前記圧縮空気の流入する流入ポートを備えるとともに、前記緯入れ方向に複数設けられた前記電磁開閉弁と、前記エアタンクに取り付けられるとともに前記電磁開閉弁を支持する支持部材と、を備えるエアジェット織機の緯入れ装置であって、前記支持部材には、前記タンク孔のうちの一つと連通するタンク接続口が形成されるとともに、前記流入ポートと連通するバルブ接続口が複数形成され、前記支持部材の内部には、前記タンク接続口と前記複数のバルブ接続口とを接続する内部流路が形成されていることを要旨とする。
【0007】
これによれば、支持部材により、一つのタンク孔に対して複数の電磁開閉弁を接続できる。つまり、エアタンクに取り付ける電磁開閉弁の数は、エアタンクに支持部材を取り付けることにより、増やすことができる。この結果、エアジェット織機の緯入れ装置は、エアタンクを交換することなく、エアタンクに取り付けられる電磁開閉弁の数を増やすことができる。
【0008】
上記エアジェット織機の緯入れ装置において、前記支持部材は、前記タンク接続口を有するタンク側面と、前記タンク側面と異なる面であるとともに複数の前記バルブ接続口を有するバルブ側面と、を有し、前記支持部材は板状であり、前記タンク側面と前記バルブ側面とを互いに板厚方向の反対面とするとともに、板厚内に前記内部流路が形成されていてもよい。
【0009】
これによれば、タンク接続口とバルブ接続口とが板厚方向に並ぶため、支持部材は、タンク接続口、及びバルブ接続口を形成しつつ、厚さを変更できる。この結果、支持部材の板厚を、その支持部材及び電磁開閉弁の配置される空間の大きさに合わせて変更することにより、エアジェット織機の緯入れ装置の大型化を抑制できる。
【0010】
上記エアジェット織機の緯入れ装置において、前記電磁開閉弁には、一対の第1固定孔が形成され、前記支持部材には、一対の第2固定孔と、前記一対の第2固定孔とは異なる一対の第3固定孔が形成され、前記エアタンクには、一対の第4固定孔が形成されており、前記電磁開閉弁は、前記一対の第1固定孔に挿入されるとともに前記一対の第2固定孔に挿入される弁用固定部材により前記支持部材に取り付け可能であり、前記支持部材は、前記一対の第3固定孔に挿入されるとともに前記一対の第4固定孔に挿入される支持用固定部材により前記エアタンクに取り付け可能であり、前記第1固定孔、前記第2固定孔、前記第3固定孔、及び前記第4固定孔の孔径が一致しているとともに、前記一対の第1固定孔のピッチ、前記一対の第2固定孔のピッチ、前記一対の第3固定孔のピッチ、及び前記第4固定孔のピッチが一致していてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
電源装置
今日
株式会社豊田自動織機
産業車両
15日前
株式会社豊田自動織機
産業車両
1か月前
株式会社豊田自動織機
トランス
今日
株式会社豊田自動織機
操作装置
28日前
株式会社豊田自動織機
トランス
28日前
株式会社豊田自動織機
荷役装置
20日前
株式会社豊田自動織機
電力変換器
1か月前
株式会社豊田自動織機
双方向充電器
1か月前
株式会社豊田自動織機
電力変換装置
1か月前
株式会社豊田自動織機
排気浄化装置
29日前
株式会社豊田自動織機
車両制御装置
26日前
株式会社豊田自動織機
双方向充電器
14日前
株式会社豊田自動織機
燃料電池ユニット
26日前
株式会社豊田自動織機
ターボチャージャ
20日前
株式会社豊田自動織機
電磁ブレーキ装置
1か月前
株式会社豊田自動織機
電力供給システム
12日前
株式会社豊田自動織機
ターボチャージャ
7日前
株式会社豊田自動織機
織機用異常検知装置
20日前
株式会社豊田自動織機
スクロール型圧縮機
1か月前
株式会社豊田自動織機
エンジン式産業車両
1か月前
株式会社豊田自動織機
スクロール型圧縮機
1か月前
株式会社豊田自動織機
スクロール型圧縮機
1か月前
株式会社豊田自動織機
内燃機関の制御装置
13日前
株式会社豊田自動織機
スクロール型圧縮機
1か月前
株式会社豊田自動織機
ねじりコイルばね装置
1か月前
株式会社豊田自動織機
車両のリアシート構造
1か月前
株式会社豊田自動織機
インバータ一体型電動機
1か月前
株式会社豊田自動織機
スクロール型電動圧縮機
1か月前
株式会社豊田自動織機
内燃機関の制御システム
1か月前
株式会社豊田自動織機
繊維機械の検査システム
20日前
株式会社豊田自動織機
車両のルーフサイド構造
29日前
株式会社豊田自動織機
両回転式スクロール型圧縮機
1か月前
株式会社豊田自動織機
両回転式スクロール型圧縮機
1か月前
株式会社豊田自動織機
両回転式スクロール型圧縮機
1か月前
株式会社豊田自動織機
両回転式スクロール型圧縮機
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ