TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086940
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201221
出願日
2023-11-29
発明の名称
切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/10 20060101AFI20250603BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具自体がとくに小型である場合にもクーラント等の流体をワークの加工点近傍へ十分に供給することが可能な構造とする。
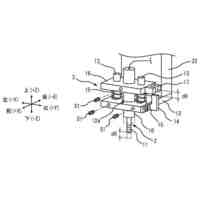
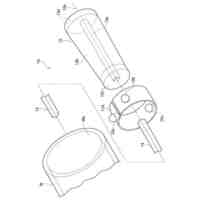
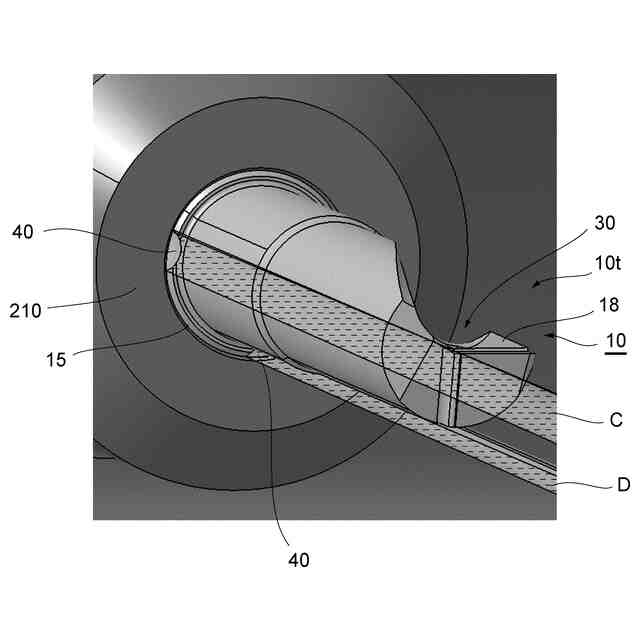
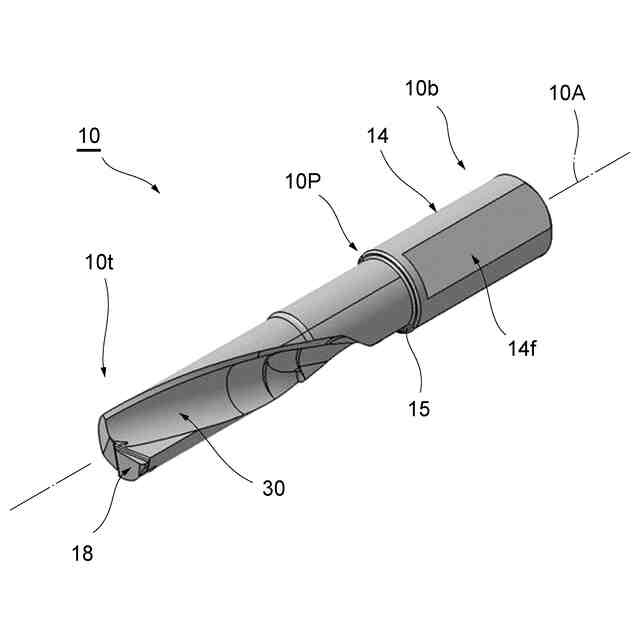
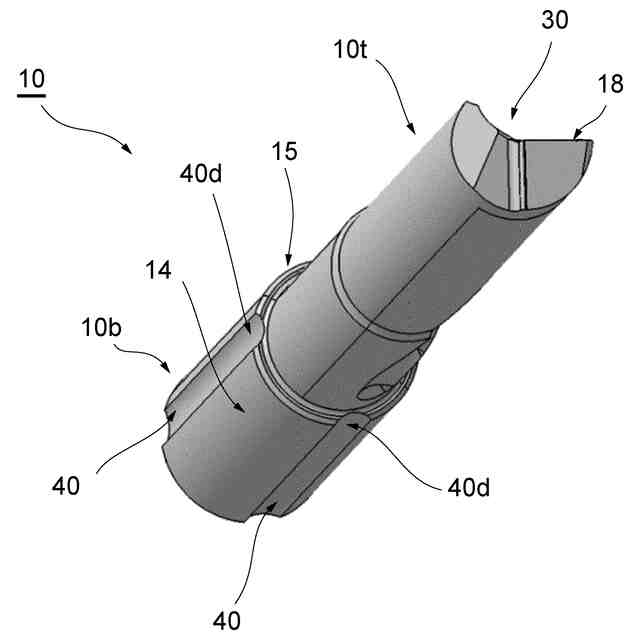
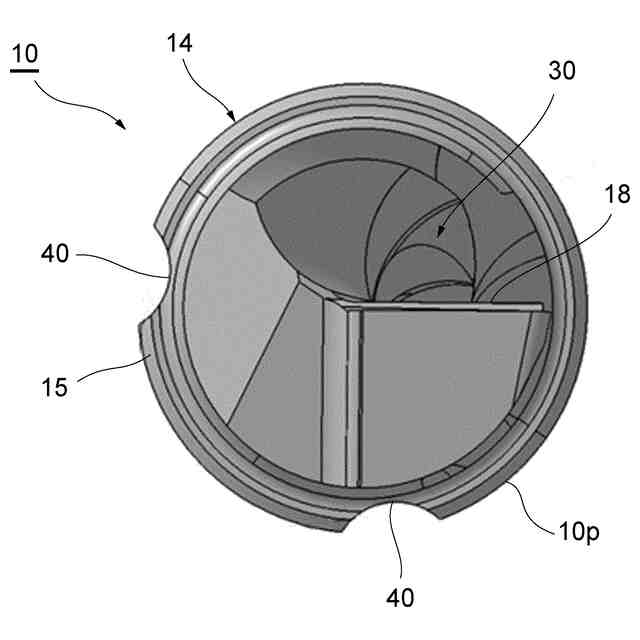
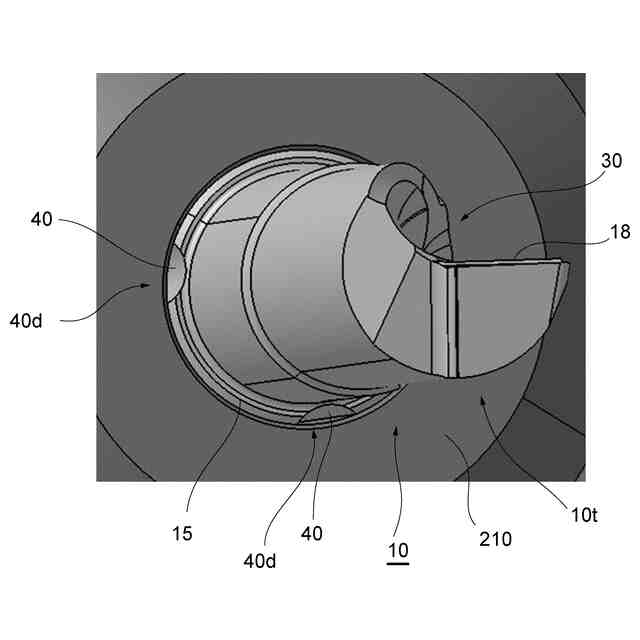
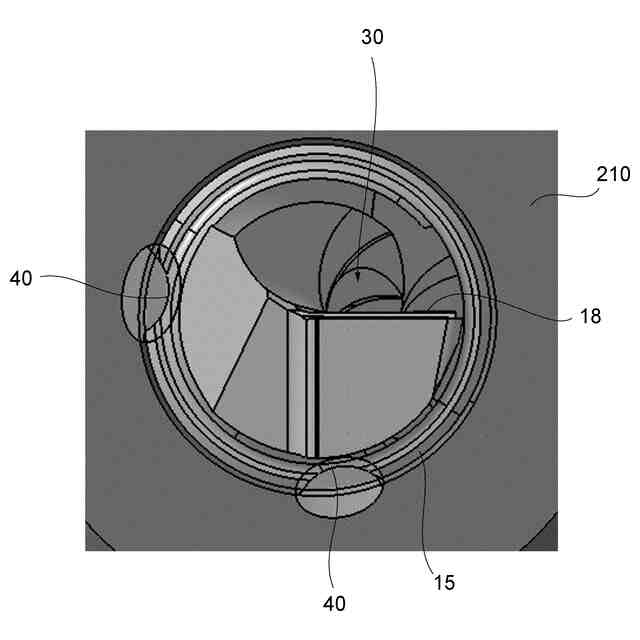
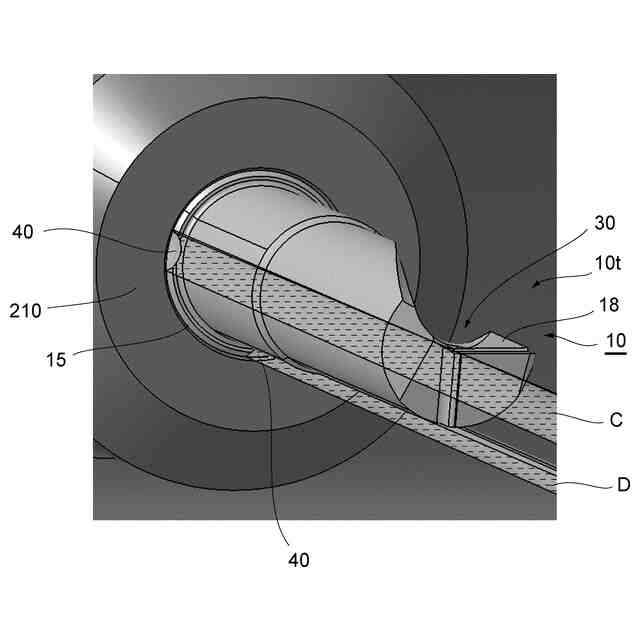
【解決手段】当該切削工具10の基端部に設けられた、工作機械に搭載可能なスリーブ210に取り付けられる部分となる、略円柱形状であるシャンク部と、先端部10tに配置された切れ刃18と、該切れ刃18から当該切削工具10の基端部へ向け形成された、切削により生じる切りくずを案内し排出するための切りくず排出溝30と、先端部10tに向けてクーラントCを供給する、当該切削工具10の外周に設けられた溝状のクーラント流路40と、を備えた切削工具10である。クーラント流路40は、切れ刃18と切りくず排出溝30のいずれとも重なり合わない位置に設けられている。
【選択図】図8
特許請求の範囲
【請求項1】
切削工具であって、
当該切削工具の基端部に設けられた、工作機械に搭載可能なスリーブに取り付けられる部分となる、略円柱形状であるシャンク部と、
前記先端部に配置された切れ刃と、
該切れ刃から当該切削工具の基端部へ向け形成された、切削により生じる切りくずを案内し排出するための切りくず排出溝と、
前記先端部に向けてクーラントを供給する、当該切削工具の外周に設けられた溝状のクーラント流路と、
を備え、
前記クーラント流路は、前記切れ刃と前記切りくず排出溝のいずれとも重なり合わない位置に設けられている、切削工具。
続きを表示(約 660 文字)
【請求項2】
前記先端部から見た先端視にて、前記クーラント流路は、周方向にて前記切りくず排出溝とは異なる位置に設けられている、請求項1に記載の切削工具。
【請求項3】
前記シャンク部は、その外径が、前記先端部の外径よりも大きい、請求項2に記載の切削工具。
【請求項4】
前記シャンク部と、前記シャンク部よりも前記先端部寄りの部分との間に段差部が形成されている、請求項3に記載の切削工具。
【請求項5】
前記クーラント流路は、前記シャンク部の外周にのみ設けられている、請求項4に記載の切削工具。
【請求項6】
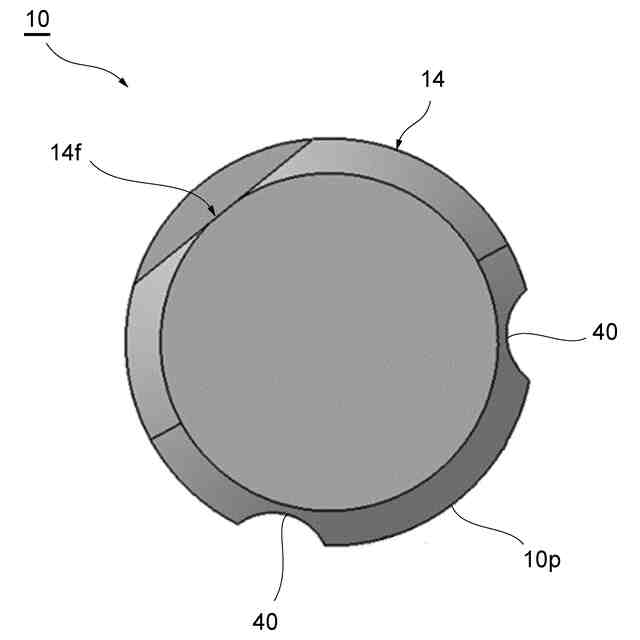
前記シャンク部に、前記切削機械の前記スリーブに対する回り止めとして機能する切り欠き部が平坦面で構成されていて、前記クーラント流路は、前記切り欠き部とは重なり合わない位置に形成されている、請求項5に記載の切削工具。
【請求項7】
前記クーラント流路は、円弧形状の溝で構成されている、請求項1に記載の切削工具。
【請求項8】
前記クーラント流路は、当該切削工具の中心軸と平行に真っ直ぐ形成されている、請求項1から7のいずれか一項に記載の切削工具。
【請求項9】
前記クーラント流路が複数設けられている、請求項8に記載の切削工具。
【請求項10】
前記切れ刃は、当該切削工具と一体の刃で構成されている、請求項1から7のいずれか一項に記載の切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
工具の外部から給油するいわば外部給油タイプの切削工具には、加工点にクーラントが届きにくいという課題がある。そのような課題を解決するための従来技術として、特許文献3,4,5といった内部給油タイプの切削工具が提案されている。ただし、これら内部給油タイプの切削工具は、内部に設けられた流路を通じて給油するという構造上、小型化に向いていない。その解決手段として特許文献1,2のような、シャンクに溝が設けられた工具のような従来技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特表2013-501638号公報
特表2013-519537号公報
特開2003-71608号公報
特開2007-185765号公報
特開2010-105084号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、当該工具の外周側からクーラントをはじめとする流体を供給するいわば外部供給タイプの切削工具だと、内径加工や穴あけ加工において、流体がワーク(被削材)内の加工点近傍に十分に届かないことがある。このような場合、工具内部の穴40’を通して流体を供給するいわば内部供給タイプの切削工具10’を代わりに用いることが考えられるが(図10参照)、比較的小径の加工を行う場合、小さな穴の中に入る程度に工具を小型化すると、もはや当該工具内に給油穴を設けるスペースが無くなってしまうことがある。
【0005】
そこで、本発明は、工具自体がとくに小型である場合にもクーラント等の流体をワークの加工点近傍へ十分に供給することが可能な構造の切削工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
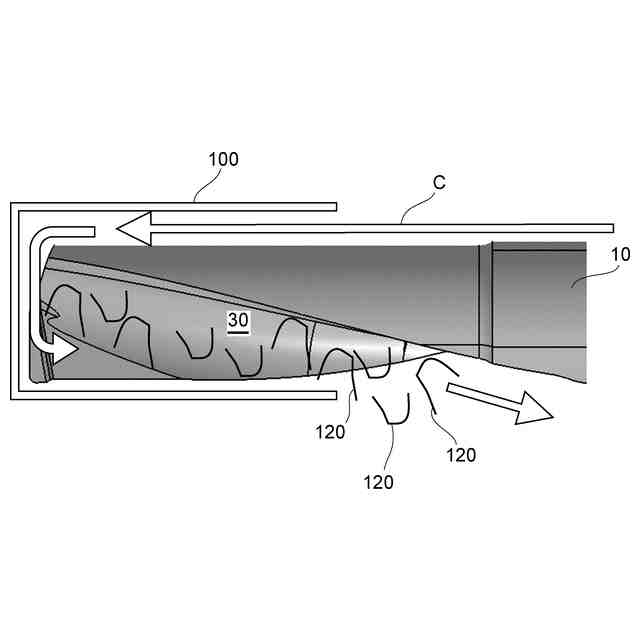
かかる課題を解決するべく、本発明者は種々検討した。従来の切削工具には、シャンク部に冷却溝を保有することで加工点近傍に給油をするものがあり、このような切削工具における給油の方向は、加工時に加工点近傍から切りくずが排出される方向と正反対である。このことはいわば当然のことのようでもあるが、このような構造だと、給油溝から排出された流体が逆に切りくずを押し込んでしまい、切りくず排出を妨げてしまうことがある。この点に着目しつつさらに検討を重ねた本発明者は、課題の解決に結びつく知見を得るに至った。
【0007】
本発明はかかる知見に基づき想到するに至ったものであり、その一態様は、切削工具であって、
当該切削工具の基端部に設けられた、工作機械に搭載可能なスリーブに取り付けられる部分となる、略円柱形状であるシャンク部と、
先端部に配置された切れ刃と、
該切れ刃から当該切削工具の基端部へ向け形成された、切削により生じる切りくずを案内し排出するための切りくず排出溝と、
先端部に向けてクーラントを供給する、当該切削工具の外周に設けられた溝状のクーラント流路と、
を備え、
クーラント流路は、切れ刃と切りくず排出溝のいずれとも重なり合わない位置に設けられている、切削工具である。
【0008】
この切削工具においては、外周に設けられたクーラント流路が、切れ刃と切りくず排出溝のいずれとも重なり合わない位置に設けられた状態、別言すれば、クーラント流路が切れ刃や切りくず排出溝に関与しない状態となっていることから、給油の流れが切りくず排出を妨げることなく、また、切りくず排出の流れが給油を妨げることもない。このため、クーラント流路を内部に設けることが困難な小型の切削工具などにおいて、クーラントを加工点近傍へ十分に供給することが可能な構造とすることができる。
【0009】
上記のごとき切削工具を先端部から見た先端視にて、クーラント流路は、周方向にて切りくず排出溝とは異なる位置に設けられていてもよい。
【0010】
上記のごとき切削工具において、シャンク部は、その外径が、先端部の外径よりも大きくてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
22日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
3日前
株式会社FUJI
工作機械
7日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
溶接マスク
3日前
有限会社 ナプラ
ソルダペースト
今日
トヨタ自動車株式会社
溶接ヘッド
22日前
トヨタ自動車株式会社
溶接ヘッド
23日前
住友重機械工業株式会社
加工装置
今日
株式会社不二越
超硬合金製ドリル
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
22日前
株式会社不二越
波形抽出装置
14日前
株式会社不二越
摩耗判定装置
14日前
株式会社ジャノメ
インサート挿入装置
23日前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社IHI
支持機構
7日前
株式会社ダイヘン
パルスアーク溶接制御方法
7日前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
DMG森精機株式会社
工作機械
10日前
株式会社ダイヘン
溶接システム
1か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社向洋技研
プロジェクション溶接部材
今日
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
日本アビオニクス株式会社
半田付け装置
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ