TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077782
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023190237
出願日
2023-11-07
発明の名称
モータコアの製造方法及びモータコア
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H02K
15/021 20250101AFI20250512BHJP(電力の発電,変換,配電)
要約
【課題】適切な酸処理により素材鉄損に近いモータコアを製造できるモータコアの製造方法及びその製造方法で製造されるモータコアが提供される。
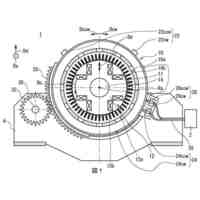
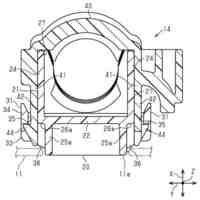
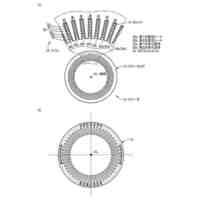
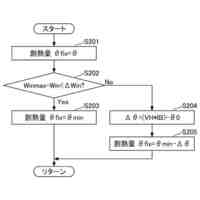
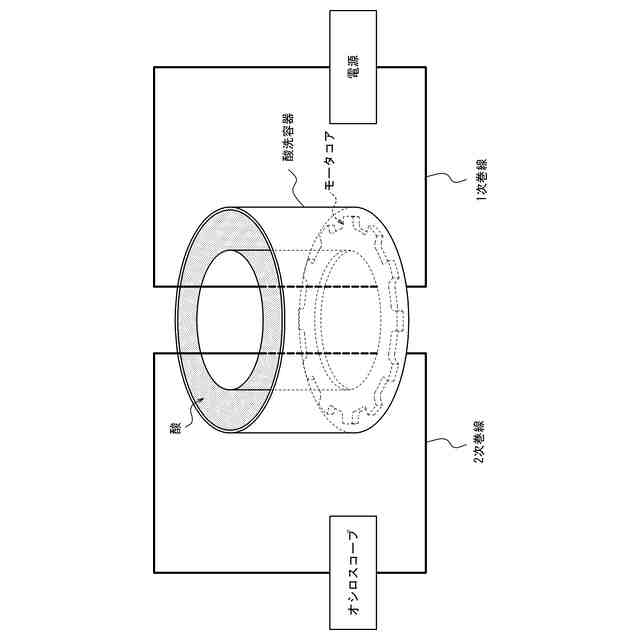
【解決手段】モータコアの製造方法は、積層された薄板により形成されたブロックコアからモータコアを製造する方法であって、ブロックコアを溶融による切断で所望のモータコア形状に加工する切断工程と、モータコアを酸浴液に接触させる酸処理工程と、を有し、酸処理工程においてモータコアの鉄損測定が行われる。
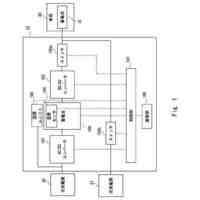
【選択図】図1
特許請求の範囲
【請求項1】
積層された薄板により形成されたブロックコアからモータコアを製造する方法であって、
前記ブロックコアを溶融による切断で所望のモータコア形状に加工する切断工程と、
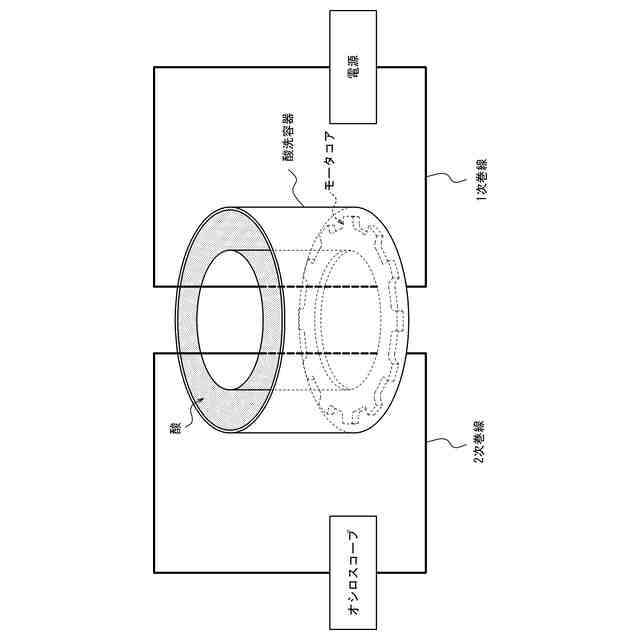
前記モータコアを酸浴液に接触させる酸処理工程と、を有し、
前記酸処理工程において前記モータコアの鉄損測定が行われる、モータコアの製造方法。
続きを表示(約 440 文字)
【請求項2】
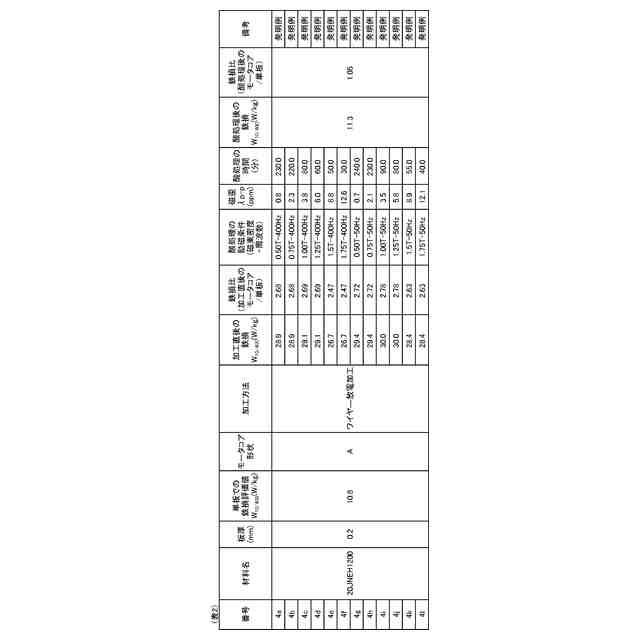
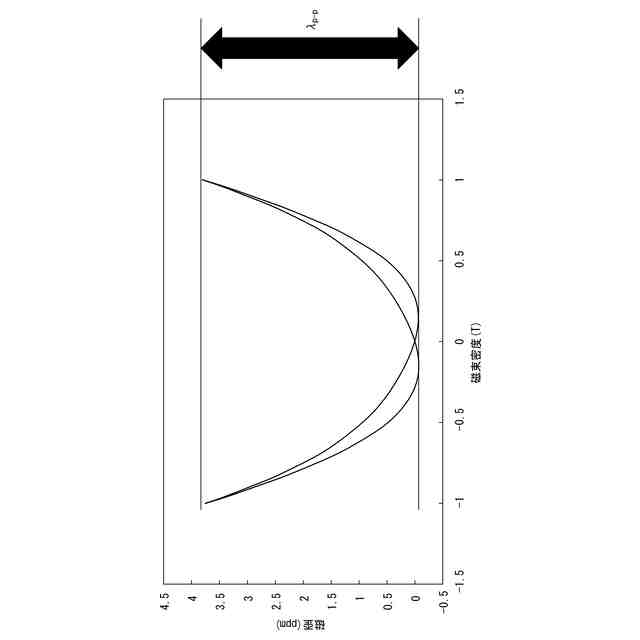
前記モータコアを構成する材料の磁歪が3.0ppm以上となるように、前記鉄損測定の励磁条件が調整される、請求項1に記載のモータコアの製造方法。
【請求項3】
前記酸処理工程で使用される酸浴液が、質量分率で15%~90%のリン酸を含有する、請求項1又は2に記載のモータコアの製造方法。
【請求項4】
前記切断工程はワイヤー放電加工で前記ブロックコアを切断する、請求項1又は2に記載のモータコアの製造方法。
【請求項5】
請求項1又は2に記載のモータコアの製造方法によって製造されるモータコアであって、
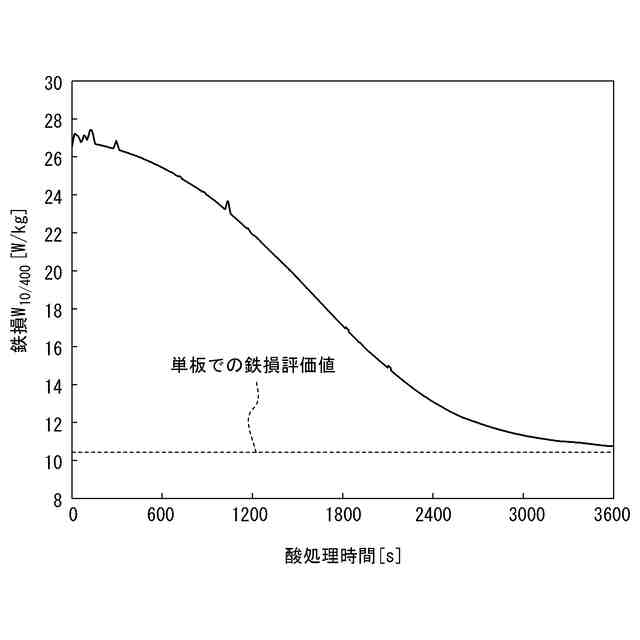
前記酸処理工程において、前記薄板の単板での1.0T、400Hzにおける鉄損評価値をP
SS
(W/kg)として、前記モータコアの鉄損であるP
C
(W/kg)が1.0≦P
C
/P
SS
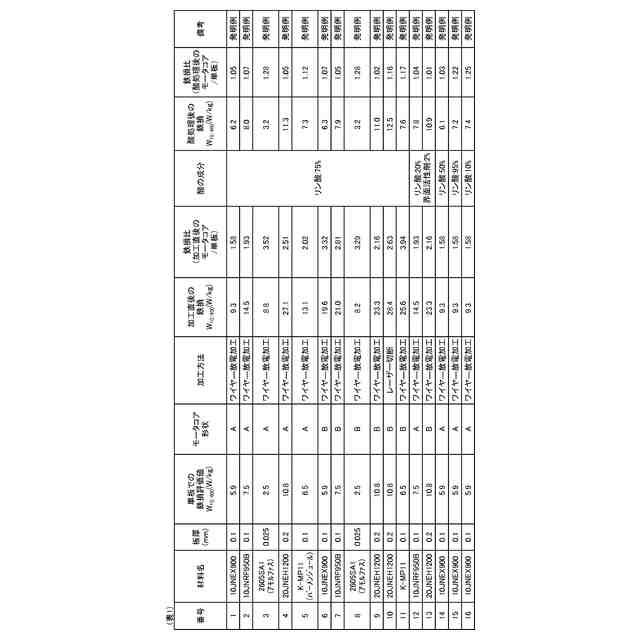
≦1.3を満たすまで酸処理が施される、モータコア。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モータコアの製造方法及びモータコアに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、CO
2
の排出抑制の観点から電動車の普及が拡大している。このような電動化は自動車分野に限らず様々な産業及び製品に波及しており、ますます高効率なモータの開発が求められている。従来技術より高いモータ効率を達成するためには、様々なモータの設計又は材料について試作と評価を繰り返し、よりエネルギー損失の小さなモータを探索するサイクルが必要になる。
【0003】
近年では有限要素法解析などのモータ特性解析技術の進歩により、モータの試作評価の試行回数は減少傾向にあるが、依然、試作による評価が必要である。モータ設計の検討段階での試作評価において、コスト又は納期の観点から金型を製作することは現実的でない。モータ設計の検討段階において、例えばモータを構成する要素の一つであるモータコア(鉄心)はレーザーカット(レーザー切断)又はワイヤーカット(ワイヤ―放電加工)による加工方法により試作されることが多い。
【0004】
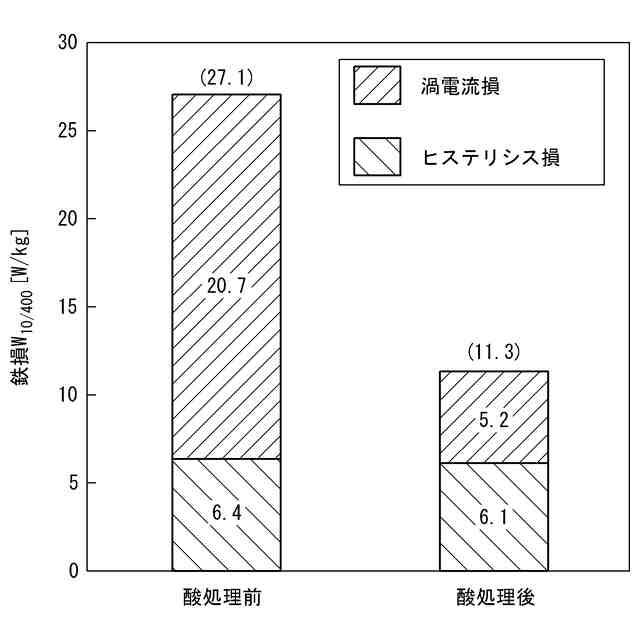
しかしながら、このようなモータコアの試作評価において、加工による影響によって鉄心材料の本来の特性が発揮されない場合が生じるという課題がある。例えば、電磁鋼板を予め接着積層したブロックコアに対して切断加工としてワイヤー放電加工を行うことで、モータコアを製作する場合がある。この場合に、加工端面において積層された電磁鋼板同士の溶着が生じることがある。これにより、積層間の短絡が生じるため、モータコアに磁束が生じた際に、非常に大きな渦電流が発生することがある。渦電流損の増大によって、例えばモータコアの鉄損が素材の鉄損の2倍以上になることもあり、モータの試作及び特性評価が正しく行われない原因となる。このような短絡の影響を受けたモータコアでは、低鉄損な鉄心材料を使用したにもかかわらず、モータでの鉄損が大きくなり、材料の低鉄損化による高効率化の効果を享受できないことがある。
【0005】
このような端面の短絡を防止する措置として、ブロックコアを接着積層することなくクランプした状態でワイヤー放電加工し、加工後に1枚ずつ剥がし取って、改めて接着積層する手法がある。しかし、モータコアの試作における工数が膨大になる。特に、高効率モータの鉄心材料として使用される電磁鋼板又はアモルファスなどは、板厚が薄いことが多く、工数が膨大になる。結果として、試作モータの製造コストが増大し、高効率モータの開発期間が長くなる。
【0006】
モータコアの端面の短絡を解消する別の方法として、例えば特許文献1は、接着積層されたアモルファスのブロックコアについて水中でワイヤー放電加工を実施する。水中での加工によって、アモルファスの溶融物を切断面のほぼ全面に薄く均一に付着させることができ、エッチングによって、ほぼアモルファスの溶融物のみを除去することができる。
【先行技術文献】
【特許文献】
【0007】
特開2008-198898号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、鉄心材料はアモルファスに限定されず、アモルファス以外の電磁鋼板(Fe-Si合金)、パーメンジュール(Fe-Co合金)、パーマロイ(Fe-Ni合金)などの様々な薄板材料が用いられる。アモルファス以外の薄板材料を対象とする場合に、特許文献1の技術を用いても、アモルファスの場合と同様の効果を得ることは難しい。したがって、アモルファスに限定されることなく、モータコアの端面の短絡による鉄損増加を解消できる技術が求められている。
【0009】
かかる事情に鑑みてなされた本開示の目的は、適切な酸処理により素材鉄損に近いモータコアを製造できるモータコアの製造方法及びその製造方法で製造されるモータコアを提供することにある。
【課題を解決するための手段】
【0010】
(1)本開示の一実施形態に係るモータコアの製造方法は、
積層された薄板により形成されたブロックコアからモータコアを製造する方法であって、
前記ブロックコアを溶融による切断で所望のモータコア形状に加工する切断工程と、
前記モータコアを酸浴液に接触させる酸処理工程と、を有し、
前記酸処理工程において前記モータコアの鉄損測定が行われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
26日前
個人
発電機
22日前
個人
発電システム
5日前
ニデック株式会社
モータ
18日前
西芝電機株式会社
回転電機
8日前
日産自動車株式会社
発電機
4日前
株式会社ダイヘン
充電装置
今日
富士電機株式会社
半導体装置
26日前
住友電装株式会社
電気接続箱
5日前
住友電装株式会社
電気接続箱
5日前
トヨタ自動車株式会社
充電システム
7日前
マツダ株式会社
電力変換装置
5日前
株式会社シマノ
電力供給装置
27日前
新光電子株式会社
発振器
7日前
トヨタ自動車株式会社
ステータ
5日前
ミネベアミツミ株式会社
モータ
7日前
株式会社ダイヘン
電圧調整装置
18日前
株式会社アイドゥス企画
負荷追従電動モータ
12日前
ダイハツ工業株式会社
モータ製造装置
11日前
株式会社ミツバ
回転電機
5日前
株式会社ダイヘン
電圧調整装置
今日
トヨタ自動車株式会社
蓄電池制御装置
28日前
株式会社デンソー
電気機器
7日前
株式会社アイドゥス企画
磁力トルクコンバータ
12日前
トヨタ紡織株式会社
磁石挿入装置
18日前
株式会社アイシン
回転電機用ステータ製造方法
13日前
株式会社アイシン
回転電機用ステータ製造方法
13日前
ミネベアミツミ株式会社
発電装置
7日前
ミネベアミツミ株式会社
発電装置
7日前
株式会社ゲットクリーンエナジー
発電機
19日前
日本精工株式会社
モータ
6日前
GX株式会社
可搬式太陽光発電用電源装置
26日前
株式会社ダイヘン
無線給電システム
18日前
キヤノン株式会社
電源装置、画像形成装置
27日前
株式会社ゲットクリーンエナジー
モーター
5日前
トヨタ自動車株式会社
充電制御装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ