TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076132
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187889
出願日
2023-11-01
発明の名称
ストローの製造方法、および伸縮型ストローの製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
57/04 20060101AFI20250508BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生分解性樹脂等の脂肪族ポリエステル系樹脂を原料としたストロー本体に対して、拡幅部の加工性が優れたストローの製造方法を実現する。
【解決手段】ストローの製造方法は、脂肪族ポリエステル系樹脂を含むストロー本体の端部を加熱して当該端部に拡幅部を形成する第2工程において、前記ストロー本体の端部の加熱温度t(℃)は、下記式(1)
0.50≦ΔH
t
/ΔH
total
≦0.791 (1)
ΔH
t
:完全結晶化したストロー本体の示差走査熱量分析において、t(℃)から全結晶融解温度(℃)までの結晶融解エンタルピー
ΔH
total
:前記ストロー本体の示差走査熱量分析において、20℃から全結晶融解温度(℃)までの総結晶融解エンタルピー
を満たす。
【選択図】なし
特許請求の範囲
【請求項1】
脂肪族ポリエステル系樹脂を含む樹脂組成物を用いて筒状のストロー本体を製造する第1工程と、
前記ストロー本体の端部を加熱して当該端部に拡幅部を形成する第2工程と、を含み、
前記第2工程において、前記ストロー本体の端部の加熱温度t(℃)は、下記式(1)
0.50≦ΔH
t
/ΔH
total
≦0.791 (1)
ΔH
t
:前記ストロー本体の示差走査熱量分析において、t(℃)から全結晶融解温度(℃)までの結晶融解エンタルピー
ΔH
total
:完全結晶化したストロー本体の示差走査熱量分析において、20℃から全結晶融解温度(℃)までの総結晶融解エンタルピー
を満たす、ストローの製造方法。
続きを表示(約 240 文字)
【請求項2】
前記脂肪族ポリエステル系樹脂は、ポリ(3-ヒドロキシアルカノエート)系樹脂である、請求項1に記載のストローの製造方法。
【請求項3】
ストローにおいて、前記拡幅部以外の拡幅されていない部分を非拡幅部としたとき、
前記拡幅部の内径と前記非拡幅部の内径との比は、1.1~1.3である、請求項1または2記載のストローの製造方法。
【請求項4】
請求項1または2に記載のストローの製造方法を一工程として含む、伸縮型ストローの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ストローの製造方法、および伸縮型ストローの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
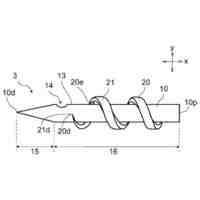
市販される飲料用容器に付属する飲料用ストローとして、例えば二段の伸縮型ストローが知られている。当該伸縮型ストローは、径が拡径した拡幅部を端部に有する小径の内側ストローと、径が縮径した縮幅部を端部に有する大径の外側ストローとにより構成されている。そして、伸縮型ストローは、外側ストローに内側ストローが挿入された構成となっている。伸縮型ストローを長くするとき、内側ストローが外側ストローから抜け出ないように、外側ストローの上記縮幅部に内側ストローの上記拡幅部が係止するようになっている。
【0003】
例えば特許文献1には、内側ストローの端部に形成される拡幅部と略同じ形状の加熱金型を挿入および離脱することにより、内側ストローの端部に拡幅部を成形する技術が開示されている。
【0004】
また、脂肪族ポリエステル系樹脂は、種々の用途へ利用されている。なかでも、ポリ(3-ヒドロキシアルカノエート)系樹脂等の生分解性樹脂は、生分解性を有することから環境配慮型の樹脂として注目されている。このような生分解性樹脂を原料として用いて、伸縮型ストローの開発が試みられている。
【先行技術文献】
【特許文献】
【0005】
特開平11-058514号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、生分解性樹脂等の脂肪族ポリエステル系樹脂を原料とするストローに対して拡幅部を形成したとき、特許文献1に記載の技術では、拡幅部の加工性の点で改善の余地があった。
【0007】
本発明の一態様は、生分解性樹脂等の脂肪族ポリエステル系樹脂を原料としたストロー本体に対して、拡幅部の加工性が優れたストローの製造方法、および伸縮型ストローの製造方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係るストローの製造方法は、脂肪族ポリエステル系樹脂を含む樹脂組成物を用いて筒状のストロー本体を製造する第1工程と、前記ストロー本体の端部を加熱して当該端部に拡幅部を形成する第2工程と、を含み、前記第2工程において、前記ストロー本体の端部の加熱温度t(℃)は、下記式(1)
0.50≦ΔH
t
/ΔH
total
≦0.791 (1)
ΔH
t
:前記ストロー本体の示差走査熱量分析において、t(℃)から全結晶融解温度(℃)までの結晶融解エンタルピー
ΔH
total
:完全結晶化したストロー本体の示差走査熱量分析において、20℃から全結晶融解温度(℃)までの総結晶融解エンタルピー
を満たす。
【発明の効果】
【0009】
本発明の一態様によれば、生分解性樹脂等の脂肪族ポリエステル系樹脂を原料としたストロー本体に対して、拡幅部の加工性が優れる。
【図面の簡単な説明】
【0010】
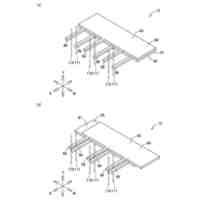
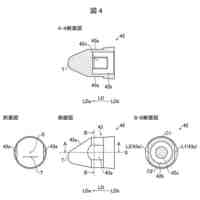
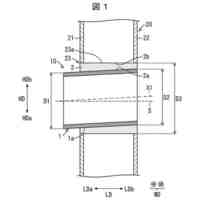
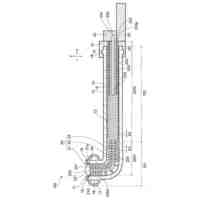
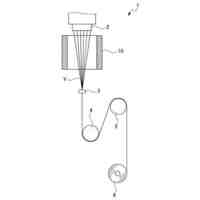
本発明の一実施形態に係る製造方法における第2工程の一例を模式的に示し、101は、第2工程にて使用されるストロー本体の概略構成を示す断面図であり、102~104は、第2工程の各工程を示す模式的に示す図であり、105は、第2工程により製造されたストローの概略構成を示す断面図である。
ストロー本体の示差走査熱量分析によるDSC曲線の一例を示し、ΔH
t
およびΔH
total
を説明するためのグラフである。
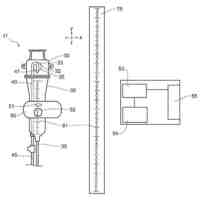
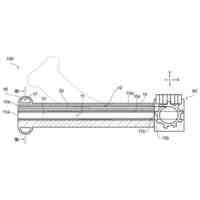
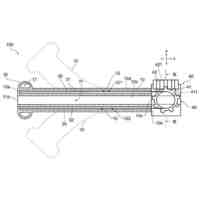
301および302は、本発明の一実施形態に係る伸縮型ストローの製造方法の一例を模式的に示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
植毛装置
1か月前
株式会社カネカ
植毛装置
2日前
株式会社カネカ
植毛装置
1か月前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
生体内留置具
2日前
株式会社カネカ
耐衝撃性改良剤
1か月前
株式会社カネカ
屋根断熱構造体
1か月前
株式会社カネカ
積層体の製造方法
1か月前
株式会社カネカ
成形体の製造方法
1か月前
株式会社カネカ
通気パイプ構造体
1か月前
株式会社カネカ
樹脂粒子の製造方法
1か月前
株式会社カネカ
太陽電池モジュール
28日前
株式会社カネカ
ドレナージシステム
18日前
株式会社カネカ
メタクリル樹脂組成物
16日前
株式会社カネカ
牛乳及びその製造方法
23日前
株式会社カネカ
医療用穿刺針の製造方法
1日前
株式会社カネカ
モダクリル繊維の製造方法
17日前
株式会社カネカ
モダクリル繊維の製造方法
17日前
株式会社カネカ
モダクリル樹脂の製造方法
1日前
株式会社カネカ
硬化性組成物および硬化物
22日前
株式会社カネカ
硬化性組成物および硬化物
9日前
株式会社カネカ
子宮頸部挿入用カテーテル
4日前
株式会社カネカ
子宮頸部挿入用カテーテル
4日前
株式会社カネカ
硬化性組成物および硬化物
9日前
株式会社カネカ
造粒体の製造方法、及び造粒体
1か月前
株式会社カネカ
偏光子保護フィルムおよび偏光板
1か月前
積水ハウス株式会社
生成システム
11日前
株式会社カネカ
子宮頸部挿入用カテーテル用ハンドル
4日前
株式会社カネカ
樹脂組成物、硬化性組成物および硬化物
28日前
株式会社カネカ
ペロブスカイト薄膜太陽電池の製造方法
1か月前
株式会社カネカ
リサイクルポリエステル系樹脂を含む成形体
28日前
株式会社カネカ
プロピレンオキサイド(PO)製造システム
1か月前
株式会社カネカ
モダクリル繊維の製造方法、及びモダクリル繊維
25日前
積水ハウス株式会社
シミュレーションシステム
11日前
株式会社カネカ
カテーテルハンドルおよびそれを備えたカテーテル
2日前
株式会社カネカ
発泡性メタクリル酸メチル系樹脂粒子およびその利用
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ