TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025074779
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185810
出願日
2023-10-30
発明の名称
成形体の製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29B
7/48 20060101AFI20250507BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ポリ(3-ヒドロキシブチレート)系樹脂を原料とした押出成形において、二軸押出機のスクリュー先端部の酸の発生による腐食を抑制する。
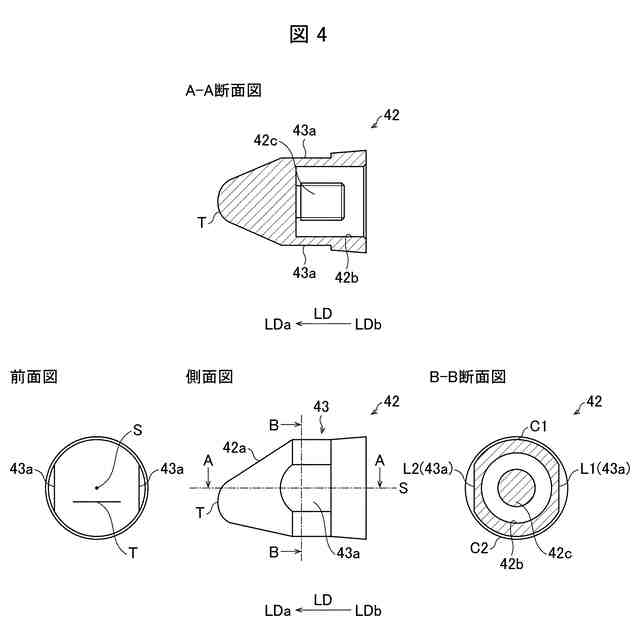
【解決手段】二軸押出機中で、ポリ(3-ヒドロキシアルカノエート)系樹脂を含む樹脂組成物を溶融混錬し得られた溶融物を押し出す溶融押出工程において、1対のスクリューの先端部それぞれを、山部(42a)の頂部(T)がスクリューの回転軸(S)の位置からずれた位置にある偏芯形状とする。
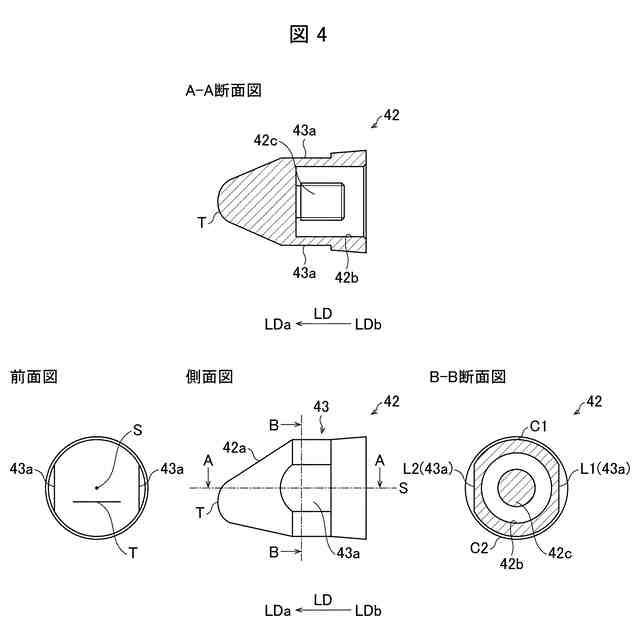
【選択図】図4
特許請求の範囲
【請求項1】
1対のスクリューを有する二軸押出機中で、ポリ(3-ヒドロキシアルカノエート)系樹脂を含む樹脂組成物を溶融混錬し得られた溶融物を押し出す溶融押出工程と、
溶融押出工程後の溶融物を冷却して成形体を得る冷却工程と、を含み、
前記1対のスクリューの先端部は、それぞれ、前記溶融物の搬送方向に突出した山部を有し、
前記先端部は、前記山部の頂部が前記スクリューの回転軸の位置からずれた位置にある偏芯形状である、成形体の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記スクリューは、スクリュー本体と、前記スクリュー本体に対して分離可能に装着されたスクリューキャップと、を備え、
前記スクリューキャップは、前記先端部を構成する、請求項1に記載の成形体の製造方法。
【請求項3】
前記スクリューキャップは、
前記スクリュー本体にネジ締結されるキャップ本体と、
前記キャップ本体にネジ締結されるキャップカバーと、を備え、
前記キャップカバーは、
ネジ締結具による締付を行うための締付部と、前記山部と、を有し、
前記締付部は、前記ネジ締結具を受ける2つの平面を有し、当該2つの平面は、前記溶融物の搬送方向に平行に延びており、
前記溶融物の搬送方向に対して垂直な断面において、
前記締付部の外観形状は、
前記ネジ締結具を受ける2つの平面を構成する互いに平行な2つの直線である2辺と、
前記2辺間を連結する2つの曲線と、により構成された略矩形である、請求項2に記載の成形体の製造方法。
【請求項4】
前記ポリ(3-ヒドロキシアルカノエート)系樹脂は、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバリレート)、ポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタデカノエート)、およびこれらの組み合わせからなる群より選択される1種類以上である、請求項1~3のいずれか1項に記載の成形体の製造方法。
【請求項5】
前記冷却工程での前記成形体のメルトフローレートが6.0g/10min以下である、請求項1~3のいずれか1項の成形体の製造方法。
【請求項6】
前記溶融押出工程において、押し出し時の前記溶融物の温度が170℃~200℃である、請求項1~3のいずれか1項の成形体の製造方法。
【請求項7】
前記冷却工程での前記成形体中のクロトン酸が、ポリ(3-ヒドロキシアルカノエート)系樹脂1kgあたり、10.0mg以下である、請求項1~3のいずれか1項の成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
熱可塑性樹脂を用いて樹脂ペレットを製造する技術として、押出機を用いる技術が知られている。一例として挙げると、樹脂や添加剤等の原料は、押出機にて、混錬、加熱溶融された後、押出機先端のノズルからストランド状に押出され、その後、ペレタイザーによって裁断され、樹脂ペレットが製造される。
【0003】
ところで、近年、欧州を中心に生ゴミの分別回収やコンポスト処理が進められており、生ゴミと共にコンポスト処理できる生分解性プラスチック製品が望まれている。また、海洋汚染に対しても、生分解性プラスチックの使用が期待されている。なかでもポリ(3-ヒドロキシブチレート)系樹脂は海水中でも生分解が進行しうる材料であるため、上記課題を解決する素材として注目されている。
【0004】
例えば特許文献1には、二軸押出機中でP3HA系樹脂を溶融混錬して押出成形等する技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2004-331913号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らは、ポリ(3-ヒドロキシブチレート)系樹脂を原料とした押出成形による成形体の製造方法について検討する過程で、当該製造方法では、二軸押出機を長時間運転すると、酸が発生することによりスクリューの先端部が腐食する場合があることを見出した。
【0007】
本発明の一態様は、ポリ(3-ヒドロキシブチレート)系樹脂を原料とした押出成形において、二軸押出機のスクリュー先端部の酸の発生による腐食を抑制し得る、成形体の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係る成形体の製造方法は、1対のスクリューを有する二軸押出機中で、ポリ(3-ヒドロキシアルカノエート)系樹脂を含む樹脂組成物を溶融混錬し得られた溶融物を押し出す溶融押出工程と、溶融押出工程後の溶融物を冷却して成形体を得る冷却工程と、を含み、前記1対のスクリューの先端部は、それぞれ、前記溶融物の搬送方向に突出した山部を有し、前記先端部は、前記山部の頂部が前記スクリューの回転軸の位置からずれた位置にある偏芯形状である。
【発明の効果】
【0009】
本発明の一態様によれば、ポリ(3-ヒドロキシブチレート)系樹脂を原料とした押出成形において、二軸押出機のスクリュー先端部の酸の発生による腐食を抑制できる。
【図面の簡単な説明】
【0010】
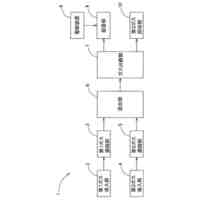
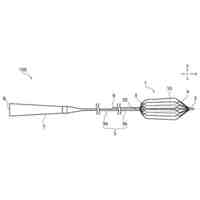
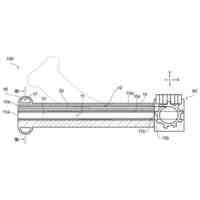
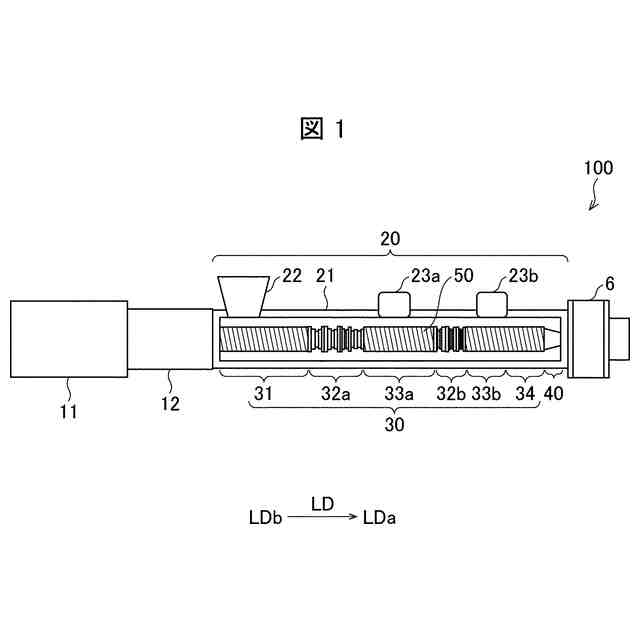
本発明の実施形態に係る成形体の製造方法に用いられる二軸押出機の構成例を模式的に示す図である。
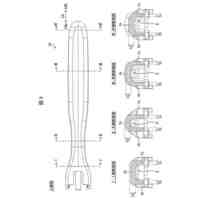
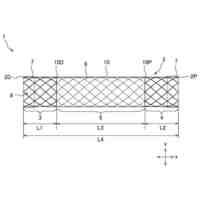
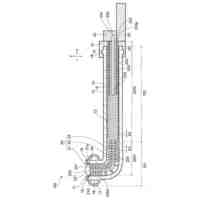
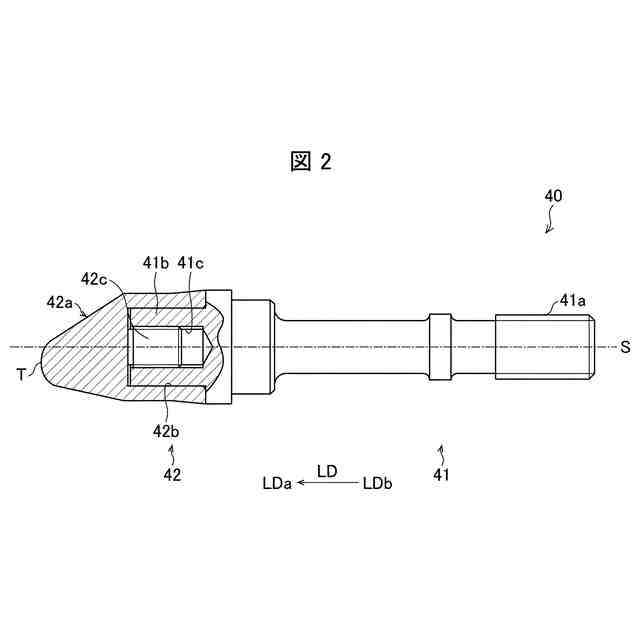
図1に示す二軸押出機におけるスクリューの先端部を構成するスクリューキャップの構成を示す部分断面図である。
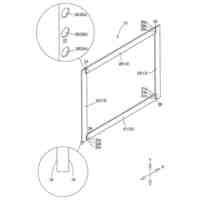
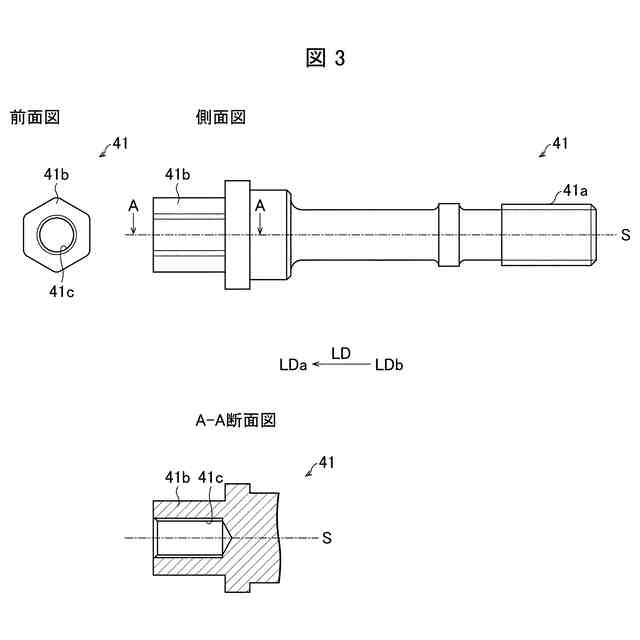
図2に示すスクリューキャップのキャップ本体の構成を示す前面図、側面図、および側面図におけるA-A線断面図である。
図2に示すスクリューキャップのキャップカバーの構成を示す前面図、側面図、並びに側面図におけるA-A線断面図およびB-B線断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
電解装置
13日前
株式会社カネカ
二次電池
8日前
株式会社カネカ
植毛装置
2か月前
株式会社カネカ
剃刀の持手
1か月前
株式会社カネカ
生体内留置具
2か月前
株式会社カネカ
製造システム
1日前
株式会社カネカ
結晶化促進剤
1か月前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
蓄冷材組成物
5日前
株式会社カネカ
濃縮システム
5日前
株式会社カネカ
保護キャップ
21日前
株式会社カネカ
硬化性組成物
9日前
株式会社カネカ
光学フィルム
1日前
株式会社カネカ
硬化性組成物
7日前
株式会社カネカ
生体内留置具
7日前
株式会社カネカ
固体撮像装置用基板
28日前
株式会社カネカ
太陽電池モジュール
1か月前
株式会社カネカ
太陽電池モジュール
1か月前
株式会社カネカ
バルーンカテーテル
1か月前
株式会社カネカ
バルーンカテーテル
1か月前
株式会社カネカ
メタクリル樹脂組成物
2か月前
株式会社カネカ
物品およびその製造方法
15日前
株式会社カネカ
溶血素産生能の評価方法
29日前
株式会社カネカ
医療用穿刺針の製造方法
2か月前
株式会社カネカ
蒸留装置および蒸留方法
26日前
株式会社カネカ
反射防止層形成用組成物
1か月前
株式会社カネカ
硬化性組成物および硬化物
2か月前
株式会社カネカ
硬化性組成物および硬化物
2か月前
株式会社カネカ
子宮頸部挿入用カテーテル
2か月前
株式会社カネカ
子宮頸部挿入用カテーテル
2か月前
株式会社カネカ
モダクリル樹脂の製造方法
2か月前
株式会社カネカ
硬化性組成物および硬化物
1か月前
株式会社カネカ
硬化性組成物および硬化物
1か月前
株式会社カネカ
硬化性組成物および硬化物
1か月前
株式会社カネカ
硬化性組成物および硬化物
1か月前
株式会社カネカ
硬化性組成物および硬化物
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ