TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073807
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184900
出願日
2023-10-27
発明の名称
摩擦攪拌接合方法及びバッテリパック
出願人
本田技研工業株式会社
代理人
弁理士法人航栄事務所
主分類
B23K
20/12 20060101AFI20250502BHJP(工作機械;他に分類されない金属加工)
要約
【課題】摩擦攪拌接合の終端部における接合強度を向上可能な摩擦攪拌接合方法及び、摩擦攪拌接合方法により接合されたバッテリパックを提供する。
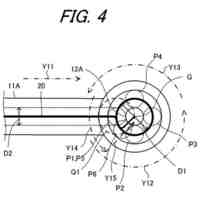
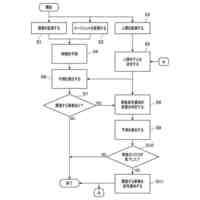
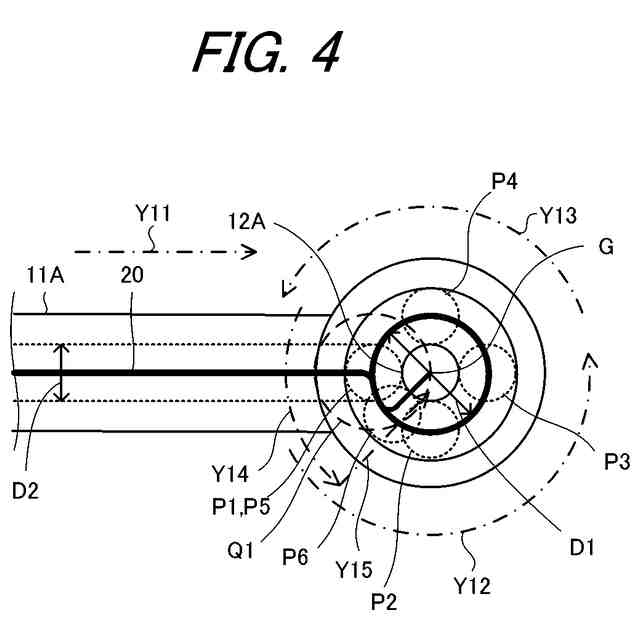
【解決手段】金属部材M1、M2を重ね合わせ、接合工具10を移動させることで金属部材M1、M2同士を接合する摩擦攪拌接合方法であって、接合工具10の移動軌跡である接合線20の終端部に閉空間を形成する終端部形成工程と、接合工具10を閉空間の内側に移動し、接合工具10を金属部材M1、M2から引き抜く引抜工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
少なくとも2つの被接合部材を重ね合わせ、接合工具を移動させることで前記被接合部材同士を接合する摩擦攪拌接合方法であって、
前記接合工具の移動軌跡である接合線の終端部に閉空間を形成する終端部形成工程と、
前記接合工具を前記閉空間の内側に移動し、前記接合工具を前記被接合部材から引き抜く引抜工程と、を備える、
摩擦攪拌接合方法。
続きを表示(約 890 文字)
【請求項2】
請求項1に記載の摩擦攪拌接合方法であって、
前記閉空間は円形状であり、
前記接合工具は、先端部に突起が設けられた円柱形状を有し、
前記接合線は、前記突起の軸心の移動軌跡であり、
前記閉空間の直径は、前記接合工具の前記突起の直径よりも大きい、
摩擦攪拌接合方法。
【請求項3】
請求項1又は2に記載の摩擦攪拌接合方法であって、
前記終端部形成工程において、前記閉空間は前記接合線の一部がオーバーラップするように形成される、
摩擦攪拌接合方法。
【請求項4】
請求項3に記載の摩擦攪拌接合方法であって、
前記接合線がオーバーラップする量は、180°以下である、
摩擦攪拌接合方法。
【請求項5】
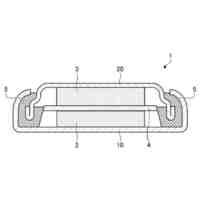
複数のバッテリセルが積層されたバッテリモジュールと、
該バッテリモジュールを収納するバッテリケースと、
該バッテリケースに接合されることで、該バッテリケースとの間にバッテリ温調用の流体が流通する流路を形成する板部材と、を備えるバッテリパックであって、
前記バッテリケース及び前記板部材の少なくとも一方は、他方に向けて突出する凸部を有し、
前記凸部は、摩擦攪拌接合によって接合されることで接合部を形成し、
前記接合部は、前記凸部の延在方向に延在する線状部と、前記線状部の端部のうち一方に形成された円状部と、を有し、
前記円状部の幅は、前記線状部の幅より大きい、
バッテリパック。
【請求項6】
請求項5に記載のバッテリパックであって、
前記円状部には、前記板部材側から前記バッテリケース側に凹んだ穴部が形成される、
バッテリパック。
【請求項7】
請求項5又は6に記載のバッテリパックであって、
前記線状部が形成される領域における前記凸部の幅は、前記円状部が形成される領域における前記凸部の幅よりも小さい、
バッテリパック。
発明の詳細な説明
【技術分野】
【0001】
本発明は、摩擦攪拌接合方法、及び摩擦攪拌接合方法により形成されたバッテリパックに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金属部材同士の接合方法として、摩擦撹拌接合(FSW:Friction Stir Welding)が知られている。この摩擦撹拌接合では、2つの被接合部材である金属部材同士を重ね合わせて、一方の金属部材に接合工具を回転させながら押し付けて、一方の金属部材を摩擦熱により軟化させて貫入させるとともに、接合工具の回転力によって一方の金属部材及び他方の金属部材を撹拌させて塑性流動させる。その後、塑性流動した材料は摩擦熱を急速に失って冷却固化し、それにより一方の金属部材と他方の金属部材とが接合される。
【0003】
ところで、この摩擦撹拌接合方法では、終端部において接合工具を引き抜く際に、穴部(以下、プローブ穴部)が形成される。
【0004】
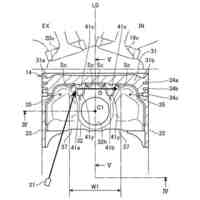
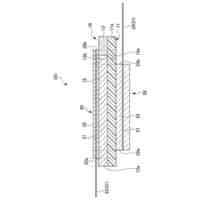
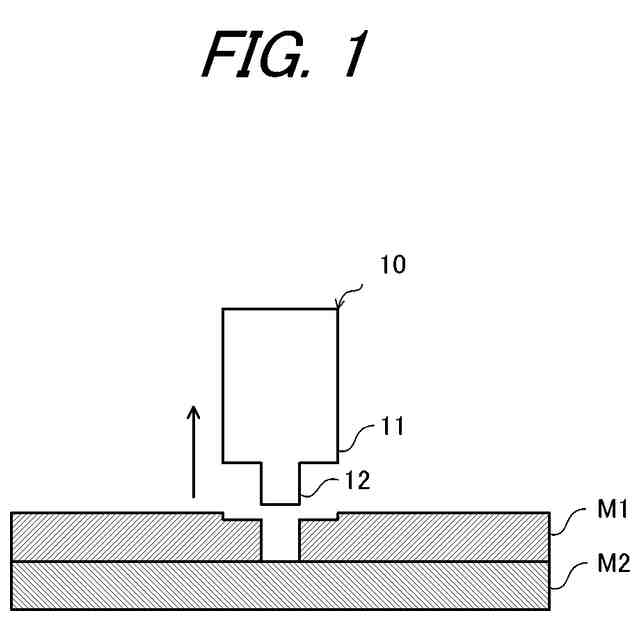
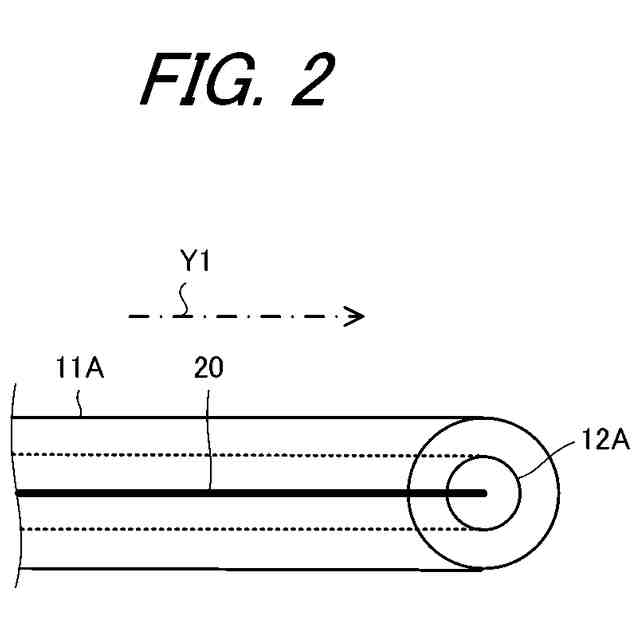
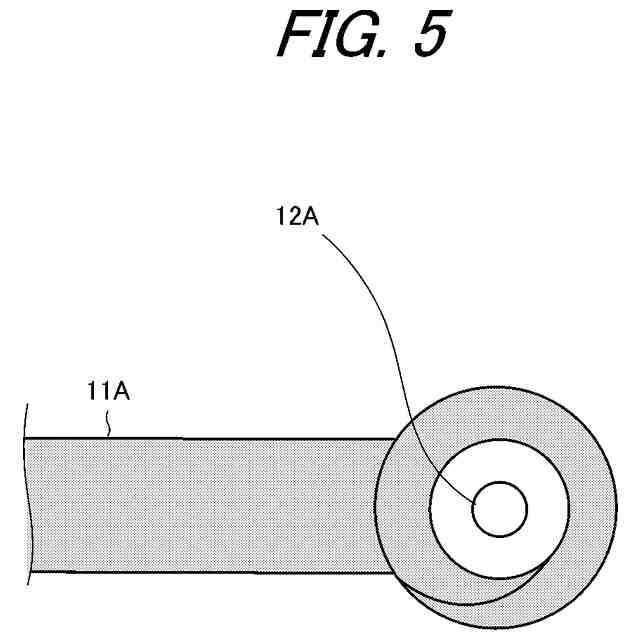
図1は、終端部において接合工具10を引き抜いた状態を示す断面図であり、図2は、接合工具10を直線状に移動させて終端部で接合工具を引き抜いた場合の接合端部の模式図である。図2(図3、図4も同様)において、符号11Aは、ショルダー11による接合跡であり、符号12Aは、プローブ12を引き抜いた際にできるプローブ穴部である。また、図中の太い実線は、プローブ12の軸心の移動軌跡である接合線20である。なお、接合線20は、説明のための仮想線であり、一般的に接合後に残るものではない。
【0005】
接合工具10は、図1に示すように、円柱状のショルダー11の先端部から軸心に沿ってプローブ(突起)12が突出する。図2に示すように、矢印Y1で示すように接合工具10を直線状に移動させて接合線20の終端部で接合工具10を引き抜くと、接合端部にプローブ12の形状のプローブ穴部12Aが形成される。プローブ穴部12Aが形成されると、一方の金属部材M1と他方の金属部材M2との界面が露出する(図1参照)。また、プローブ穴部12Aの周辺は接合範囲が狭く、接合強度が弱い。
【0006】
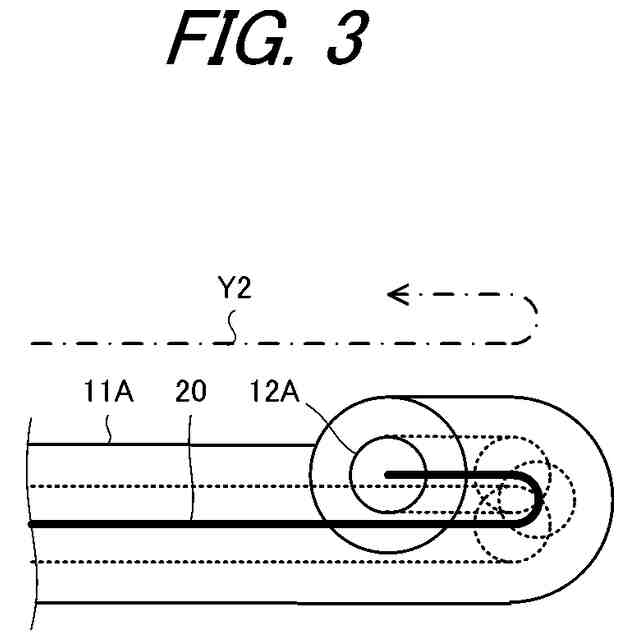
このような課題を解決するために特許文献1では、図3に示すように、矢印Y2で示すように接合工具10を直線状に移動させた後、接合線20の終端部にて接合工具を円弧、より具体的にはJの字を描くように移動して接合端部を形成することが記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2012-152759号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の接合方法であっても、接合強度の点で改善の余地があった。特に、2つの被接合部材の間に流路を形成するような場合、プローブ穴部の周辺に水圧が作用するため、接合強度が弱いと水漏れが発生してしまう。
【0009】
本発明は、摩擦攪拌接合の終端部における接合強度を向上可能な摩擦攪拌接合方法及び、摩擦攪拌接合方法により接合されたバッテリパックを提供する。
【課題を解決するための手段】
【0010】
本発明は、
少なくとも2つの被接合部材を重ね合わせ、接合工具を移動させることで前記被接合部材同士を接合する摩擦攪拌接合方法であって、
前記接合工具の移動軌跡である接合線の終端部に閉空間を形成する終端部形成工程と、
前記接合工具を前記閉空間の内側に移動し、前記接合工具を前記被接合部材から引き抜く引抜工程と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
内燃機関
今日
本田技研工業株式会社
鞍乗り型車両
2日前
本田技研工業株式会社
航空機管理システム
今日
本田技研工業株式会社
移動サポートシステム
1日前
本田技研工業株式会社
物体センサの取付構造
1日前
本田技研工業株式会社
会議支援システム及び会議支援方法
今日
本田技研工業株式会社
摩擦攪拌接合方法及びバッテリパック
2日前
本田技研工業株式会社
映像記録システム、及び映像記録方法
2日前
本田技研工業株式会社
バッテリ制御装置及びバッテリ制御方法
今日
本田技研工業株式会社
正極活物質及びリチウムイオン二次電池
2日前
本田技研工業株式会社
環境の変更によるプライバシーを保持した通信
今日
本田技研工業株式会社
二次電池、二次電池用セパレータ及びその製造方法
2日前
本田技研工業株式会社
リチウムイオン電池、リチウムイオン電池の製造方法
今日
本田技研工業株式会社
人的因子を用いた予測を使用する支援システムおよびコンピュータ実装方法
今日
本田技研工業株式会社
第1の段階における辞書式最適化および第2の段階における重み付けされた目的をもつ目的関数に基づく、電気車両充電システム内で車両を充電するためのコンピュータ実装方法およびそのシステム
3日前
個人
タップ
7日前
個人
加工機
1日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
今日
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
今日
株式会社アンド
半田付け方法
今日
日進工具株式会社
エンドミル
17日前
エフ・ピー・ツール株式会社
リーマ
17日前
株式会社ダイヘン
多層盛り溶接方法
15日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
29日前
株式会社ダイヘン
溶接装置
28日前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
13日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ