TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025077
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129527
出願日
2023-08-08
発明の名称
内燃機関用のスパークプラグ及びその製造方法
出願人
株式会社デンソー
代理人
弁理士法人あいち国際特許事務所
主分類
H01T
13/20 20060101AFI20250214BHJP(基本的電気素子)
要約
【課題】接地側チップと電極母材との接合性を向上させることができる内燃機関用のスパークプラグ及びその製造方法を提供すること。
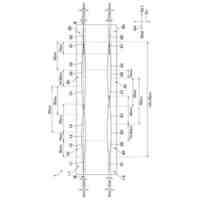
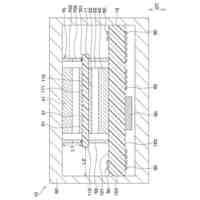
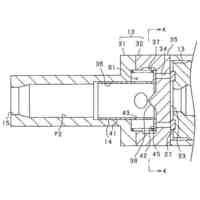
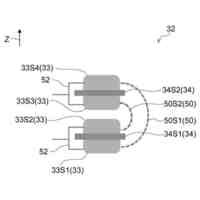
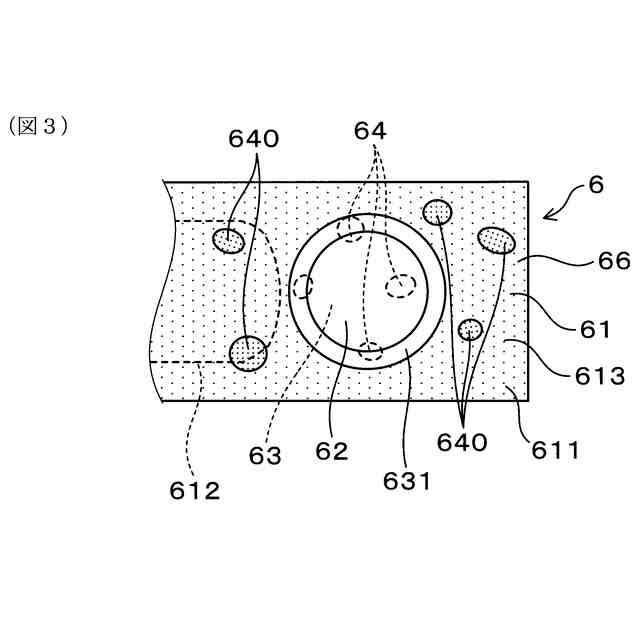
【解決手段】スパークプラグにおいて、接地電極6は、電極母材61と、電極母材61に溶接された接地側チップ62と、を有する。電極母材61は、接地側チップ62が溶接される外層部611と、外層部611よりも熱伝導率が高い芯部612と、を有する。また、厚み方向から見て接地側チップ62と重なる、接地側チップ62と外層部611との溶接部63における、溶接部63の投影面積に対する、溶接部63に含まれる金属酸化物層64の投影面積の割合である酸化物層割合は、10%以下である。溶接部63の投影面積は、厚み方向から投影した溶接部63の投影面積であり、溶接部63に含まれる金属酸化物層64の投影面積は、厚み方向から投影した溶接部63に含まれる金属酸化物層64の投影面積である。
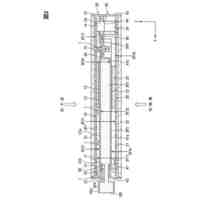
【選択図】図3
特許請求の範囲
【請求項1】
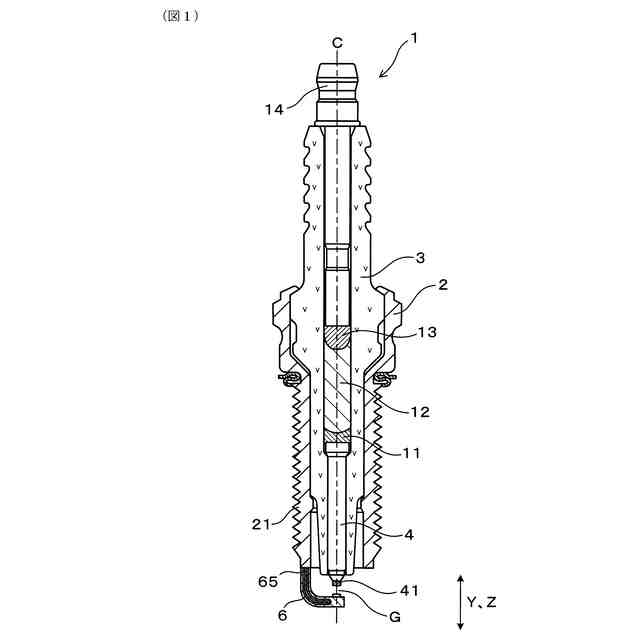
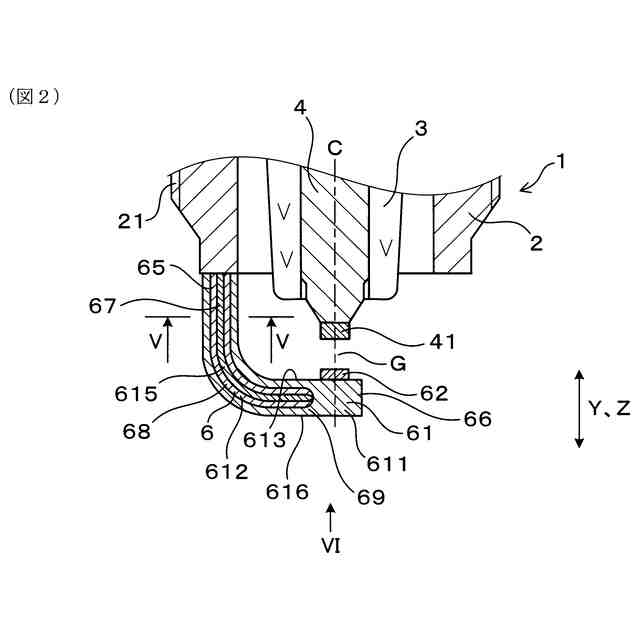
筒状の絶縁碍子(3)と、
前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、
前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、
前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、
前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、
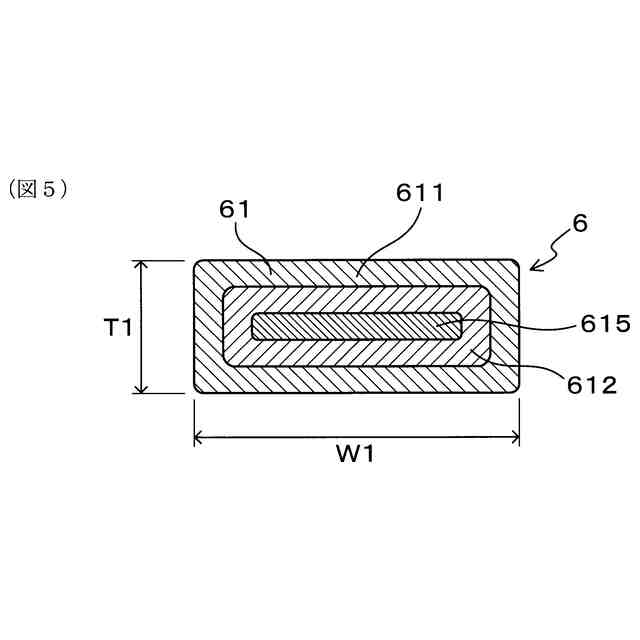
前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、
前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されており、
前記厚み方向から見て前記接地側チップと重なる、前記接地側チップと前記外層部との溶接部(63)における、前記厚み方向から投影した前記溶接部の投影面積に対する、前記厚み方向から投影した前記溶接部に含まれる金属酸化物層(64)の投影面積の割合である酸化物層割合は、10%以下である、内燃機関用のスパークプラグ(1)。
続きを表示(約 1,900 文字)
【請求項2】
筒状の絶縁碍子(3)と、
前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、
前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、
前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、
前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、
前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、
前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されており、
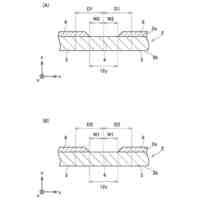
前記外層部の表面は、研磨痕が形成された研磨面(613)と、前記研磨痕が形成されていない非研磨面(616)と、を有し、
前記非研磨面の少なくとも一部は、表面金属酸化物層(640)によって形成されており、
前記厚み方向から見て前記接地側チップと重なる、前記接地側チップと前記外層部との溶接部(63)における、前記厚み方向から投影した前記溶接部の投影面積に対する、前記厚み方向から投影した前記溶接部に含まれる金属酸化物層(64)の投影面積の割合を酸化物層割合としたとき、
前記酸化物層割合は、前記非研磨面の全面積に対する、前記表面金属酸化物層によって形成された前記非研磨面の面積の割合よりも小さい、内燃機関用のスパークプラグ(1)。
【請求項3】
前記芯部は、銅を主成分とする、請求項1又は2に記載の内燃機関用のスパークプラグ。
【請求項4】
前記外層部の表面は、研磨痕が形成された研磨面(613)を有し、前記厚み方向から見たとき、前記接地側チップは、前記研磨面に囲まれるように配置されている、請求項1又は2に記載の内燃機関用のスパークプラグ。
【請求項5】
前記接地電極は、前記ハウジングの先端部に固定された固定端部(65)から先端側へ突出しており、
少なくとも、前記接地電極の、突出端部(66)と前記固定端部との中間位置から、前記突出端部までにわたって、前記研磨面が形成されている、請求項4に記載の内燃機関用のスパークプラグ。
【請求項6】
前記外層部は、アルミニウムを含有しており、前記金属酸化物層は、酸化アルミニウム層である、請求項1又は2に記載の内燃機関用のスパークプラグ。
【請求項7】
筒状の絶縁碍子(3)と、前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されている、内燃機関用のスパークプラグ(1)の製造方法であって、
前記接地側チップを溶接する前の前記電極母材に対し、焼鈍を実施する焼鈍工程と、
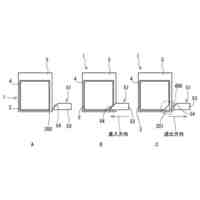
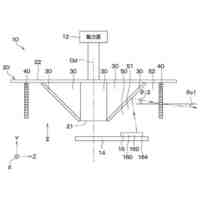
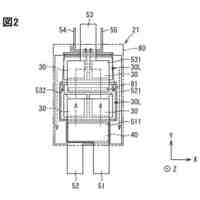
前記焼鈍工程の後、前記接地側チップが溶接される前記外層部の表面である外層溶接面(614)に対し、湿式研磨を行う研磨工程と、
前記研磨工程の後、前記外層溶接面に対し、前記接地側チップを溶接するチップ溶接工程と、を有する、スパークプラグの製造方法。
【請求項8】
前記焼鈍工程を行うことにより、前記外層部には表面金属酸化物層(640)が形成され、前記研磨工程を行う前において、前記表面金属酸化物層は、前記外層溶接面を含む前記外層部の表面を形成しており、
前記研磨工程においては、前記外層溶接面の全面積に対する、前記表面金属酸化物層によって形成された前記外層溶接面の面積の割合が10%以下となるまで、前記外層溶接面に対し湿式研磨を行う、請求項7に記載のスパークプラグの製造方法。
【請求項9】
前記研磨工程は、ブラシ(5)を用いて行う、請求項7又は8に記載のスパークプラグの製造方法。
【請求項10】
前記ブラシの毛材(50)は、セラミックからなる、請求項9に記載のスパークプラグの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内燃機関用のスパークプラグ及びその製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
例えば、特許文献1に開示されているように、電極母材に、貴金属を含有するチップが溶接された接地電極、を備えた内燃機関用のスパークプラグが知られている。当該スパークプラグにおいては、電極母材におけるチップを溶接する箇所等の表面を研磨して、その表面の算術平均粗さを調整することにより、電極母材とチップとの接合強度を確保しようとしている。
【先行技術文献】
【特許文献】
【0003】
特許第6166004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載のスパークプラグは、研磨ベルトや研磨ブラシ等を用いた乾式研磨を行うことにより、電極母材等を研磨している。そのため、研磨前において、表面が金属酸化物層によって形成された電極母材の場合、電極母材の表面の研磨によって削られた金属酸化物層の一部が、電極母材の表面に残存しやすい。そのため、チップと電極母材との溶接部に含まれる金属酸化物層の量によっては、チップと電極母材との接合力を充分に確保できないおそれがある。そのため、チップと電極母材との接合性向上の観点から、更なる改善の余地があるといえる。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、接地側チップと電極母材との接合性を向上させることができる内燃機関用のスパークプラグ及びその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の第1の態様は、筒状の絶縁碍子(3)と、
前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、
前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、
前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、
前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、
前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、
前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されており、
前記厚み方向から見て前記接地側チップと重なる、前記接地側チップと前記外層部との溶接部(63)における、前記厚み方向から投影した前記溶接部の投影面積に対する、前記厚み方向から投影した前記溶接部に含まれる金属酸化物層(64)の投影面積の割合である酸化物層割合は、10%以下である、内燃機関用のスパークプラグ(1)にある。
【0007】
本発明の第2の態様は、筒状の絶縁碍子(3)と、
前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、
前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、
前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、
前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、
前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、
前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されており、
前記外層部の表面は、研磨痕が形成された研磨面(613)と、前記研磨痕が形成されていない非研磨面(616)と、を有し、
前記非研磨面の少なくとも一部は、表面金属酸化物層(640)によって形成されており、
前記厚み方向から見て前記接地側チップと重なる、前記接地側チップと前記外層部との溶接部(63)における、前記厚み方向から投影した前記溶接部の投影面積に対する、前記厚み方向から投影した前記溶接部に含まれる金属酸化物層(64)の投影面積の割合を酸化物層割合としたとき、
前記酸化物層割合は、前記非研磨面の全面積に対する、前記表面金属酸化物層によって形成された前記非研磨面の面積の割合よりも小さい、内燃機関用のスパークプラグ(1)にある。
【0008】
本発明の第3の態様は、筒状の絶縁碍子(3)と、前記絶縁碍子の内周側に保持されると共に前記絶縁碍子から先端側に露出した中心電極(4)と、前記絶縁碍子を内周側に保持する筒状のハウジング(2)と、前記中心電極との間に放電ギャップ(G)を形成する接地電極(6)と、を有し、前記接地電極は、電極母材(61)と、前記電極母材に溶接された接地側チップ(62)と、を有し、前記電極母材は、前記接地側チップが溶接される外層部(611)と、前記外層部の内部に配されると共に前記外層部よりも熱伝導率が高い芯部(612)と、を有し、前記接地側チップは、前記接地側チップの厚み方向(Y)の一方側の端部が前記外層部に溶接されている、内燃機関用のスパークプラグ(1)の製造方法であって、
前記接地側チップを溶接する前の前記電極母材に対し、焼鈍を実施する焼鈍工程と、
前記焼鈍工程の後、前記接地側チップが溶接される前記外層部の表面である外層溶接面(614)に対し、湿式研磨を行う研磨工程と、
前記研磨工程の後、前記外層溶接面に対し、前記接地側チップを溶接するチップ溶接工程と、を有する、スパークプラグの製造方法にある。
【発明の効果】
【0009】
上記第1の態様のスパークプラグにおいて、酸化物層割合は、10%以下である。それゆえ、接地側チップを電極母材に強固に接合させることができる。その結果、接地側チップと電極母材との接合性を向上させることができる。
【0010】
上記第2の態様のスパークプラグにおいて、酸化物層割合は、非研磨面の全面積に対する、表面金属酸化物層によって形成された非研磨面の面積の割合よりも小さい。それゆえ、接地側チップを電極母材に強固に接合させることができる。その結果、接地側チップと電極母材との接合性を向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
モータ
10日前
株式会社デンソー
モータ
4日前
株式会社デンソー
トランス
10日前
株式会社デンソー
電子装置
14日前
株式会社デンソー
論理回路
3日前
株式会社デンソーテン
電子機器
3日前
株式会社デンソー
電子装置
14日前
株式会社デンソー
半導体装置
10日前
株式会社デンソー
位相調整器
17日前
株式会社デンソー
半導体装置
10日前
株式会社デンソー
電圧検出回路
17日前
株式会社デンソー
電圧検出回路
17日前
株式会社デンソー
電力変換装置
10日前
株式会社デンソー
電子制御装置
10日前
株式会社デンソー
負荷駆動装置
17日前
株式会社デンソー
動力伝達装置
18日前
株式会社デンソー
電子制御装置
11日前
株式会社デンソー
移動量推定装置
10日前
株式会社デンソー
ガス燃料噴射弁
17日前
株式会社デンソー
レーダ検査装置
17日前
株式会社デンソーウェーブ
レーザレーダ装置
10日前
株式会社デンソー
静電モータ駆動回路
17日前
株式会社デンソー
巻線界磁型回転電機
10日前
株式会社デンソー
電界効果トランジスタ
18日前
株式会社デンソー
半導体装置の製造方法
10日前
株式会社デンソー
保護フィルム剥離装置
10日前
株式会社デンソー
二酸化炭素回収システム
6日前
株式会社デンソー
電力変換装置の制御装置
17日前
株式会社デンソー
光偏向器および光走査装置
17日前
株式会社デンソー
電力変換装置、プログラム
11日前
株式会社デンソー
電力変換装置、プログラム
11日前
株式会社デンソー
電力変換装置、プログラム
11日前
株式会社デンソー
半導体装置とその製造方法
10日前
株式会社デンソー
半導体装置および電力変換装置
10日前
株式会社デンソー
コイル体、電機子及び回転電機
10日前
株式会社デンソー
電力制御装置および動力ユニット
11日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ