TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025023473
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127617
出願日
2023-08-04
発明の名称
硬質チップ含有耐摩耗部材及びこれを用いたカッタビット
出願人
大成建設株式会社
,
株式会社丸和技研
,
福岡県
,
独立行政法人国立高等専門学校機構
代理人
個人
主分類
B22D
19/06 20060101AFI20250207BHJP(鋳造;粉末冶金)
要約
【課題】耐摩耗性が優れる耐摩耗部材を提供することで、長期間使用できるカッタビットを提供する。
【解決手段】
硬質チップをハイクロム鋳鉄及びニッケル成分で鋳ぐるむことにより形成する耐摩耗部材。
ニッケル成分の含有量が0.3~10wt%であることを特徴とする、ハイクロム鋳鉄及びニッケル成分で鋳ぐるむことにより形成する耐摩耗部材。
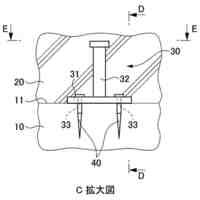
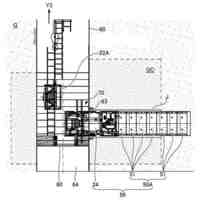
【選択図】図9
特許請求の範囲
【請求項1】
硬質チップをハイクロム鋳鉄及びニッケル成分で鋳ぐるむことにより形成する耐摩耗部材。
続きを表示(約 270 文字)
【請求項2】
ニッケル成分の含有量が0.3~10wt%であることを特徴とする請求項1に記載の耐摩耗部材。
【請求項3】
前記硬質チップがサーメットチップであることを特徴とする、請求項1又は2に記載の耐摩耗部材。
【請求項4】
前記硬質チップが表面の硬質皮膜をエアブラストにより除去された硬質チップであることを特徴とする請求項1に記載の耐摩耗部材。
【請求項5】
請求項1に記載の耐摩耗部材を、母材の表面に少なくとも1以上、先端に少なくとも1以上設けることを特徴とするカッタビット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、硬質チップ含有耐摩耗部材及びこれを用いたカッタビットに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
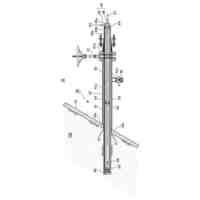
シールド工法、推進工法、TBM等によるトンネル工事は、カッタビットが設置されたトンネル掘削機により行う。カッタビットは、刃材としての超硬チップと、超硬チップを決められた角度で保持する母材とを備えている。母材はSS材やSKC材などの鋼材を使用するため、地山の切削により摩耗し易く、母材の摩耗が原因で、カッタビットの超硬チップが母材から脱落する場合がある。超硬チップが脱落した場合は、カッタビットの切削能力は低下し、超硬チップがなくなったカッタビットは、著しく摩耗が進む。このような場合は、掘削作業を中断してカッタビットを交換等する必要があるが、掘削作業を中断すると、工期短縮化の妨げになる。そのため、耐摩耗性を向上させてカッタビットの長寿命化を図る場合がある。
【0003】
そこで、上述の通りカッタビットに用いられる材料の耐摩耗性向上が課題となる。従来、耐摩耗性が要求される材料では、耐摩耗鋼板や鋳造による耐摩耗材料、硬化肉盛溶接や溶射による被覆材料あるいは超硬合金やセラミックスの焼結材料を使用している。耐摩耗材料の主な材料特性は、硬さで評価されており、耐摩耗性に優れた材料ほど硬い材料であると言える。耐摩耗性に最も優れている材料としては超硬合金やセラミックスがあるが、これらの材料は靭性が低いため割損しやすく、ろう付や接着によって鋼材等に接合するため、剥離しやすいといった問題がある。一方、耐摩耗性を有する鋳造材料としてはハイクロム鋳鉄やハイマンガン鋳鉄が知られており、耐摩耗材料として多くの製品に使用されているが、超硬合金やセラミックスに比べると耐摩耗性は劣るものである。また、超硬合金などの硬質材料を破砕して、溶接や鋳造との複合材料とした特殊な耐摩耗材料も一部使用されている。各種耐摩耗材料がある中、カッタビット母材の耐摩耗対策は、主に硬化肉盛を施すが、硬化肉盛でも超硬チップに比べると耐摩耗性が劣るため、母材の摩耗を防ぐには限界がある。
【0004】
前述した耐摩耗材料以外に、従来技術としては、超硬合金をハイクロム鋳鉄で鋳ぐるみ、超硬合金との複合材料にする方法や、超硬合金と材料特性が似ているサーメットに関しても複合材料にする方法が提案されている。超硬合金の主成分はWC(炭化タングステン)であり、レアメタルのW(タングステン)を使用していることから高価な材料である。そのため、鋳ぐるみに使用する超硬合金は、使用済みのインサートチップを再利用することが提案されている。
【0005】
インサートチップは、主に機械加工に使用される工具の刃先を意味し、材種は超硬合金、サーメット、ハイス鋼およびセラミックスなどであり、超硬合金が大半を占めている。超硬合金はレアメタルを使用していることから、積極的にリサイクルが行われており、使用済みのインサートチップを販売元やリサイクル業者が回収を行っている。その際、インサートチップの使用者は、インサートチップの材種別に分別していることは稀であり、基本的には材種(超硬合金、サーメット、ハイス鋼およびセラミックス)が混ざった状態で回収を行っている。回収業者は使用済みのインサートチップを回収した後、材種別に選別し、超硬チップは有価物として処理されリサイクルされているが、サーメットは基本的に産業廃棄物として処理をされている。しかし、サーメットの材料特性は、超硬合金に似ており大変硬い材料で耐摩耗性を有することから、有効活用が考えられてきた。以下、超硬合金のインサートチップを超硬チップ、サーメットのインサートチップをサーメットチップと称する。
【0006】
サーメットチップの再利用方法として、サーメットチップを破砕してサーメット破砕粒を製造し、破砕粒を溶接材料に混ぜて耐摩耗材料を製造する方法や、ハイクロム鋳鉄に破砕粒やチップのまま鋳ぐるむ製造方法が提案されている。サーメットチップには、コーティング材が施されていることが多く、コーティング材が施されたサーメットとハイクロム鋳鉄の接合は困難であることから、接合強度を保つことができなかったため、接合強度を向上させることが重要となり従来の技術も存在する。
【0007】
接合強度を向上させる従来技術としては、サーメットを鋳ぐるむ際にヒートショックで割損することを問題として、サーメットチップにメッキ等を施すことによって、サーメットと基材の接合を可能とする従来技術が開示されている(特許文献1及び特許文献2)。しかしながら、この様な技術は基材とサーメットの接合性をある程度向上させることができるものの、コストと加工時間や加工工数がかかるため工業的に利用することが難しいと考えられる。
【先行技術文献】
【特許文献】
【0008】
特開2012-86225号
特開2014-83577号
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の主たる課題は、耐摩耗性が優れる耐摩耗部材を提供することであり、かつ、本発明の耐摩耗部材を用いて長期間使用できるカッタビットを提供することである。
【課題を解決するための手段】
【0010】
すなわち本発明は、以下の(1)から(5)に関する。
(1)硬質チップをハイクロム鋳鉄及びニッケル成分で鋳ぐるむことにより形成する耐摩耗部材。
(2)ニッケル成分の含有量が0.3~10wt%であることを特徴とする前記(1)に記載の耐摩耗部材。
(3)前記硬質チップがサーメットチップであることを特徴とする、前記(1)又は(2)に記載の耐摩耗部材。
(4)前記硬質チップが表面の硬質皮膜をエアブラストにより除去された硬質チップであることを特徴とする前記(1)に記載の耐摩耗部材。
(5)前記(1)に記載の耐摩耗部材を、母材の表面に少なくとも1以上、先端に少なくとも1以上設けることを特徴とするカッタビット。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大成建設株式会社
推定方法
11日前
大成建設株式会社
木質複合構造
1か月前
大成建設株式会社
ペレット製造装置
1か月前
大成建設株式会社
摩擦制振ダンパー
1か月前
大成建設株式会社
既存建物の解体方法
1か月前
大成建設株式会社
床版接合部の設計方法
1か月前
大成建設株式会社
杭の施工方法および杭
1か月前
大成建設株式会社
木材性状推定システム
26日前
大成建設株式会社
木材縦弾性係数推定システム
26日前
大成建設株式会社
足場装置および足場構築方法
12日前
大成建設株式会社
土壌改良剤、及び土壌改良方法
20日前
大成建設株式会社
地下水排水構造と地下水排水方法
1か月前
大成建設株式会社
免震基礎構造およびその構築方法
24日前
大成建設株式会社
異種コンクリートの切替り特定方法
1か月前
大成建設株式会社
到達立坑における掘進機の回収方法
1か月前
大成建設株式会社
単杭の極限先端支持力度の評価方法
17日前
大成建設株式会社
凍結地盤の掘削土の排土装置と排土方法
1か月前
大成建設株式会社
内空変位計測システム及び内空変位計測方法
10日前
大成建設株式会社
既設トンネルの坑口補強構造と坑口補強方法
1か月前
大成建設株式会社
吊荷向き制御システムおよびブレード設置方法
1か月前
大成建設株式会社
消音設計支援システム、防振設計支援システム
10日前
大成建設株式会社
既設トンネルと分岐トンネルの接合構造と接合方法
1か月前
大成建設株式会社
上面増厚床版の非破壊評価方法及び非破壊評価システム
1か月前
大成建設株式会社
上下の既設トンネルを繋ぐ接合トンネルとその施工方法
1か月前
大成建設株式会社
鋼管により形成される立坑の坑口補強構造と坑口補強方法
1か月前
大成建設株式会社
作業環境監視システム及び作業環境監視システムの監視方法
1か月前
大成建設株式会社
インバート変位計測システムおよびインバート変位計測方法
11日前
大成建設株式会社
遊離脂肪酸の分離方法および遊離脂肪酸生産微生物の培養方法
1か月前
大成建設株式会社
積層体部材、構造体、積層体部材を用いて構造体を構築する方法
10日前
大成建設株式会社
接触回避システム
1か月前
大成建設株式会社
半潜水浮体式基礎
1か月前
大成建設株式会社
塔体の建て起こし装置
1か月前
アキレス株式会社
養生シート製品、養生区画、及び養生区画の構築方法
17日前
大成建設株式会社
既設橋脚におけるアンカーボルトの施工方法およびブラケットの取付構造
13日前
大成建設株式会社
分岐トンネル施工用の発進設備と、分岐トンネル施工用の掘進機の発進方法
1か月前
株式会社渋谷潜水工業
切断装置
19日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ