TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025019861
公報種別
公開特許公報(A)
公開日
2025-02-07
出願番号
2023123727
出願日
2023-07-28
発明の名称
面ファスナー成形用金型の製造方法、並びに面ファスナー及びその製造方法
出願人
YKK株式会社
,
株式会社ディムコ
代理人
アクシス国際弁理士法人
主分類
C25D
1/10 20060101AFI20250131BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】面ファスナーの係合素子の形状精度の向上に貢献する新たな技術が求められている。
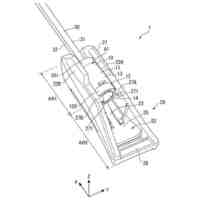
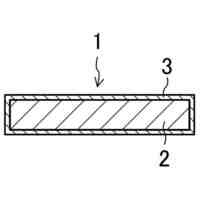
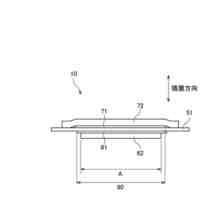
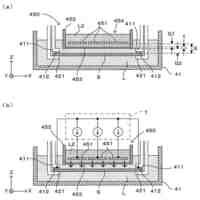
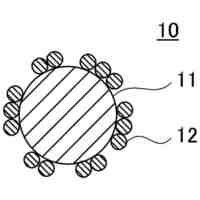
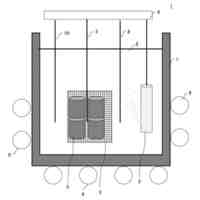
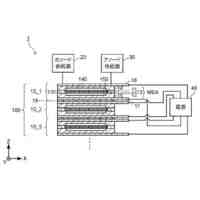
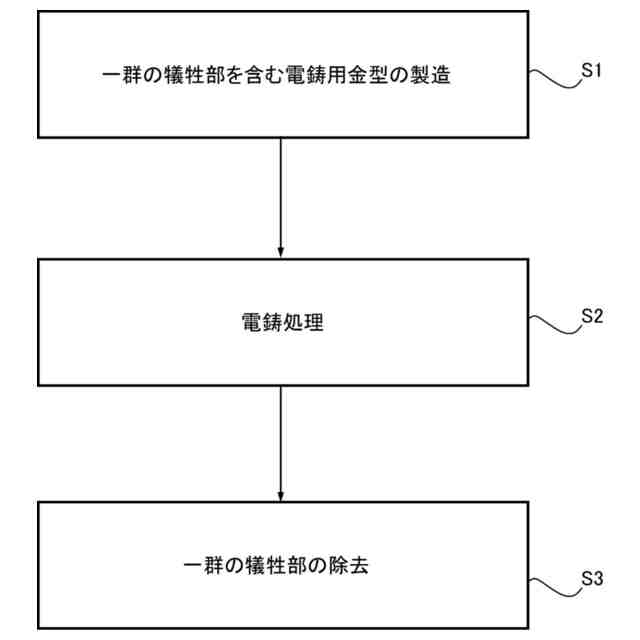
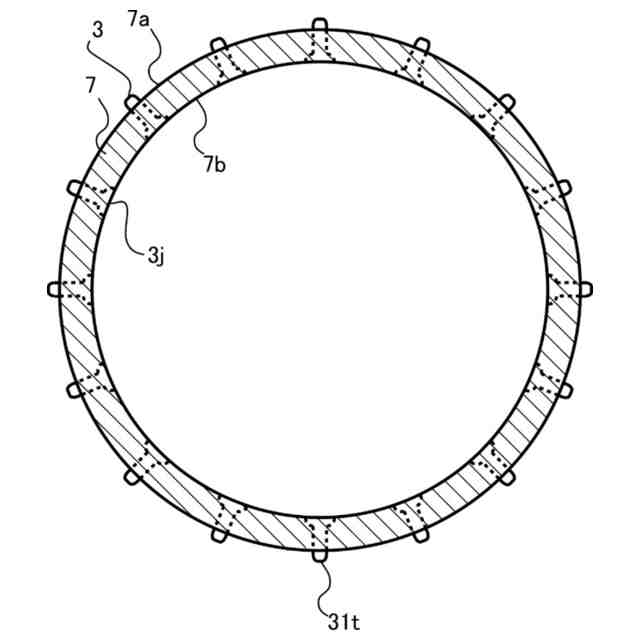
【解決手段】面ファスナー成形用金型9の製造方法は、金属製スリーブ4の支持面4a上に電気絶縁性を有する一群の犠牲部3が形成された電鋳用金型6上に電鋳スリーブ7を形成することにして、金属製スリーブ4の支持面4a上に電鋳スリーブ7が形成され、かつ一群の犠牲部3の各犠牲部3が少なくとも部分的に電鋳スリーブ7に埋設されることと、電鋳用金型6の一群の犠牲部3を除去して一群の犠牲部3に対応した一群の成形キャビティー8が電鋳スリーブ7に形成された面ファスナー成形用金型9を得ることを含む。
【選択図】図1
特許請求の範囲
【請求項1】
面ファスナー成形用金型(9)の製造方法であって、
導電性の支持材(4)の支持面(4a)上に電気絶縁性を有する一群の犠牲部(3)が形成された電鋳用金型(6)上に電鋳膜(7)を形成することにして、前記支持材(4)の支持面(4a)上に前記電鋳膜(7)が形成され、かつ前記一群の犠牲部(3)の各犠牲部(3)が少なくとも部分的に前記電鋳膜(7)に埋設されることと、
前記電鋳用金型(6)の前記一群の犠牲部(3)を除去して前記一群の犠牲部(3)に対応した一群の成形キャビティー(8)が前記電鋳膜(7)に形成された面ファスナー成形用金型(9)を得ることを含む、面ファスナー成形用金型の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記電鋳用金型(6)を製造することを更に含み、
前記電鋳用金型(6)を製造することは、前記支持材(4)の支持面(4a)上において前記一群の犠牲部(3)を造形することを含む、請求項1に記載の面ファスナー成形用金型の製造方法。
【請求項3】
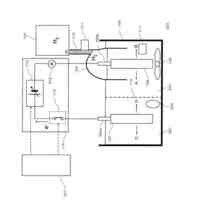
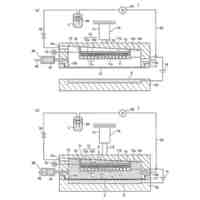
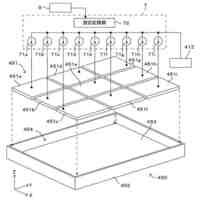
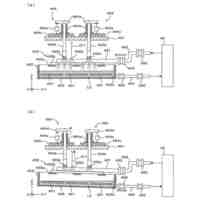
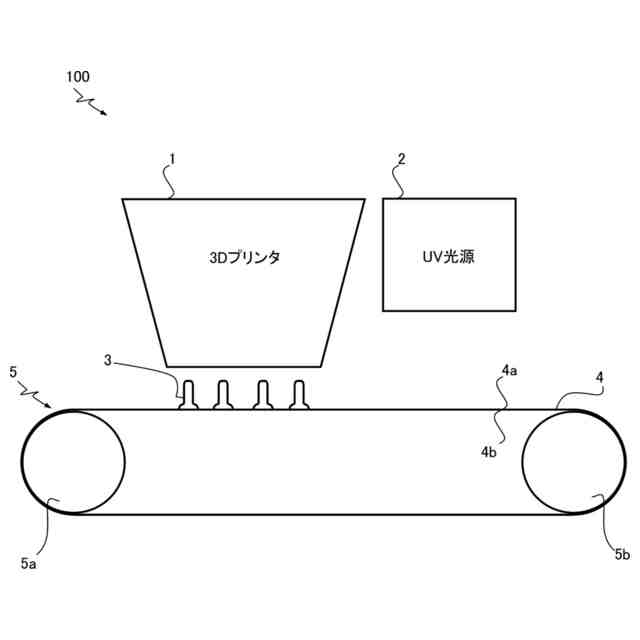
前記支持材(4)の支持面(4a)上において前記一群の犠牲部(3)を造形することは、3Dプリンタヘッド(1)が、光又は熱硬化性材料の吐出に基づいて前記支持材(4)の前記支持面(4a)上において一群の犠牲部(3)を造形することを含む、請求項2に記載の面ファスナー成形用金型の製造方法。
【請求項4】
前記支持材(4)の支持面(4a)上において前記一群の犠牲部(3)を造形することは、前記3Dプリンタヘッド(1)が、前記支持面(4a)の第1領域において前記一群の犠牲部(3)の第1サブセットを造形することと、前記第1サブセットの造形に続いて前記第1領域に隣接する前記支持面(4a)の第2領域において前記一群の犠牲部(3)の第2サブセットを造形することとを含み、
前記第1サブセットに含まれる複数の犠牲部(3)と前記第2サブセットに含まれる複数の犠牲部(3)が、前記第1及び第2領域の間に非直線的な境界線を引くことができるように相補的に配置される、請求項3に記載の面ファスナー成形用金型の製造方法。
【請求項5】
前記3Dプリンタヘッド(1)は、異なるタイミングで吐出した前記光又は熱硬化性材料が空中において合体して前記支持面(4a)上に着地するように動作可能である、請求項3に記載の面ファスナー成形用金型の製造方法。
【請求項6】
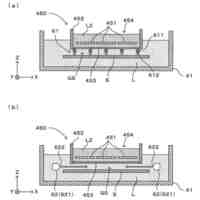
前記支持材(4)が可撓性を有する金属製スリーブである請求項3に記載の面ファスナー成形用金型の製造方法であって、前記3Dプリンタヘッド(1)は、前記金属製スリーブの変形により形成された前記支持面(4a)の平坦面上において前記一群の犠牲部(3)を造形する、面ファスナー成形用金型の製造方法。
【請求項7】
前記電鋳膜(7)が電鋳スリーブとして形成される、請求項1乃至6のいずれか一項に記載の面ファスナー成形用金型の製造方法。
【請求項8】
前記支持材(4)から前記電鋳膜(7)を取り外すことを更に含む、請求項1乃至6のいずれか一項に記載の面ファスナー成形用金型の製造方法。
【請求項9】
前記電鋳膜(7)が前記支持面(4a)から離れた側に凸凹面を有するように形成される請求項1乃至6のいずれか一項に記載の面ファスナー成形用金型(9)の製造方法であって、前記電鋳膜(7)の凸凹面を研磨することを更に含む、面ファスナー成形用金型の製造方法。
【請求項10】
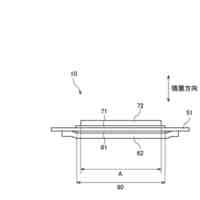
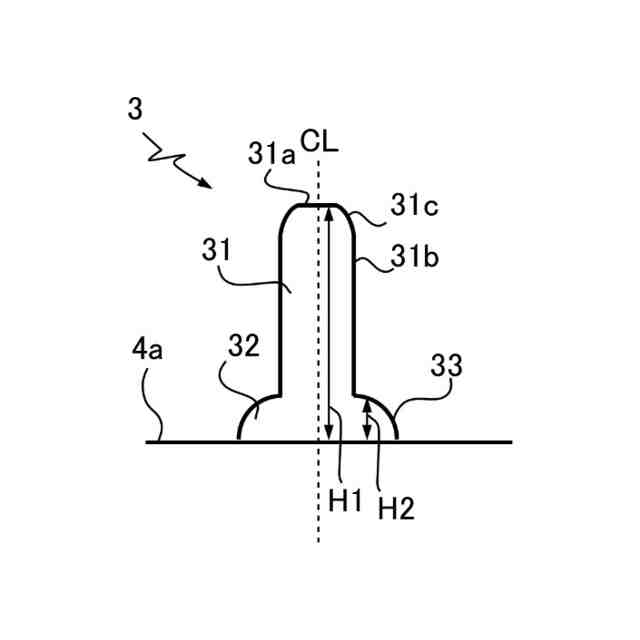
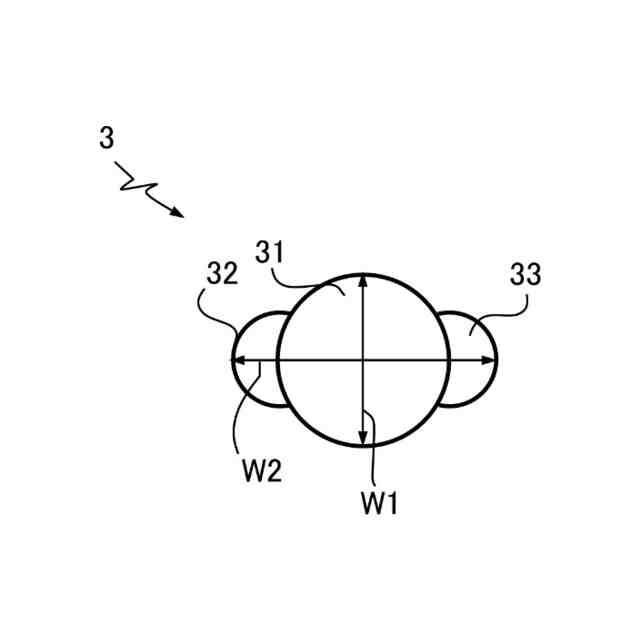
前記一群の犠牲部(3)の各犠牲部(3)が、前記支持面(4a)から起立したステム部と、前記支持面(4a)上において前記ステム部に連結した少なくとも1以上の爪部を含む、請求項1乃至6のいずれか一項に記載の面ファスナー成形用金型の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、面ファスナー成形用金型の製造方法、並びに面ファスナー及びその製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、一次及び二次成形によって係合頭部の外周縁部に爪部が突設された係合素子を持つ面ファスナーが開示されている(例えば、同文献の図2参照)。同文献の図8等に示すような貫通孔と凹溝部が形成された円筒体が面ファスナーの成形のために用いられる(同文献の図7も併せて参照)。同文献の図36に示すように外側と内側の2層の円筒体を用いる形態も開示されており、それらの構造が同文献の図37に図示されている。
【0003】
尚、特許文献2には面ファスナーとは無関係であるが、円筒部材の離型方法が開示されている。円筒状金属母型上に絶縁材料を配置し、絶縁材料によって凹形状又は穴形状を含むように、その母型の側面に電鋳膜を形成し、凹形状又は穴形状を用いて電鋳膜を母型から離型することが開示されている(同文献の図1及び図2参照)。
【先行技術文献】
【特許文献】
【0004】
国際公開第2017/110127号
特開2019-44220号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示の円筒体を精度良く製造することが極めて困難であった。同文献の図37に示す形態に関して、内側の円筒体の溝に対して外側の円筒体の貫通穴のアライメントを確保することが困難であり、(貫通穴により成形される)係合素子のステムに対して(溝により成形される)爪の位置にバラツキが生じていた。実際に製造した面ファスナーにおいても、ステムに対する爪の位置が面ファスナーの平面内の係合素子の位置によって異なることが観察可能であり、面ファスナーの係合素子の形状バラツキの低減が求められていた。
【0006】
上述の非限定の例示の説明から分かるように、面ファスナーの係合素子の形状精度の向上に貢献する新たな技術が求められている。
【課題を解決するための手段】
【0007】
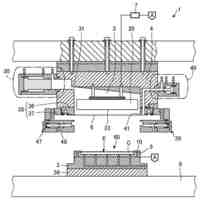
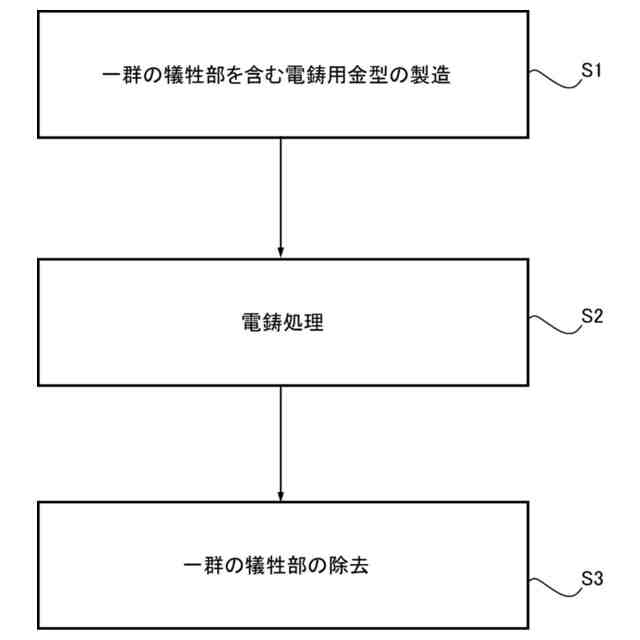
本開示の一態様に係る面ファスナー成形用金型の製造方法は、導電性の支持材の支持面上に電気絶縁性を有する一群の犠牲部が形成された電鋳用金型上に電鋳膜を形成することにして、支持材の支持面上に電鋳膜が形成され、かつ一群の犠牲部の各犠牲部が少なくとも部分的に電鋳膜に埋設されることと、電鋳用金型の一群の犠牲部を除去して一群の犠牲部に対応した一群の成形キャビティーが電鋳膜に形成された面ファスナー成形用金型を得ることを含む。
【0008】
本開示の別態様に係る面ファスナーの製造方法は、上述の面ファスナー成形用金型を用いて面ファスナーを製造する。本開時は、これにより製造された面ファスナーにも関する。
【0009】
面ファスナー成形用金型の製造方法は、電鋳用金型を製造することを更に含むことができる。電鋳用金型を製造することは、支持材の支持面上において一群の犠牲部を造形することを含み得る。
【0010】
幾つかの場合、支持材の支持面上において一群の犠牲部を造形することは、3Dプリンタヘッドが、光又は熱硬化性材料の吐出に基づいて支持材の支持面上において一群の犠牲部を造形することを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
YKK株式会社
留め具
2日前
YKK株式会社
バックル
1日前
YKK株式会社
クリップ
1日前
YKK株式会社
面ファスナー成形用金型の製造方法、並びに面ファスナー及びその製造方法
2か月前
東レ株式会社
水電解用隔膜
16日前
東ソー株式会社
酸素還元型食塩電解の運転方法
17日前
大和ハウス工業株式会社
水素システム
9日前
京セラ株式会社
エネルギーシステム
今日
株式会社クオルテック
水素製造装置および水素製造方法
6日前
株式会社SCREENホールディングス
電極構造体
7日前
株式会社東芝
電解装置
9日前
株式会社栗本鐵工所
金属材料
14日前
株式会社SCREENホールディングス
電極構造体
7日前
株式会社SCREENホールディングス
電極構造体
7日前
個人
貴金属あるいはレアメタルの電解式回収装置
27日前
三菱マテリアル株式会社
接着構造体
14日前
株式会社ワールドテック
水素飲料生成装置
14日前
株式会社SCREENホールディングス
めっき装置
14日前
トヨタ自動車株式会社
成膜装置
22日前
日本特殊陶業株式会社
固体酸化物形電解セルの製造方法
8日前
日本特殊陶業株式会社
固体酸化物形電解セルの製造方法
8日前
本田技研工業株式会社
触媒、カソードおよび電解装置
20日前
トヨタ自動車株式会社
金属皮膜の成膜装置
15日前
株式会社アイシン
水電解装置および方法
13日前
東邦チタニウム株式会社
金属マグネシウムの製造方法
1日前
株式会社SCREENホールディングス
めっき装置およびめっき方法
14日前
株式会社SCREENホールディングス
めっき装置およびめっき方法
14日前
株式会社SCREENホールディングス
めっき装置およびめっき方法
6日前
ミカドテクノス株式会社
表面処理装置及び被覆部材
2日前
日立GEニュークリア・エナジー株式会社
電解還元装置及び電解還元方法
2日前
株式会社日立製作所
水電解システム、並びに水電解システム運用方法
29日前
シチズン時計株式会社
電鋳物の製造方法及び時計の部品
8日前
トヨタ自動車株式会社
二酸化炭素還元用電極触媒
8日前
株式会社東芝
電解装置、電解システム、および電解装置の運転方法
9日前
株式会社東芝
電気化学反応装置および電気化学反応装置の運転方法
8日前
株式会社東芝
電気化学反応装置および電気化学反応装置の運転方法
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ