TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175686
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2024092211
出願日
2024-06-06
発明の名称
熱交換器及び熱交換器の製造方法
出願人
ダイキン工業株式会社
代理人
弁理士法人前田特許事務所
主分類
F28F
3/08 20060101AFI20241211BHJP(熱交換一般)
要約
【課題】熱交換器の構成部材を効果的に接合することができるようにする。
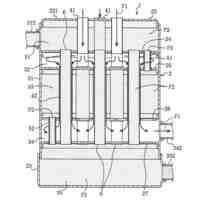
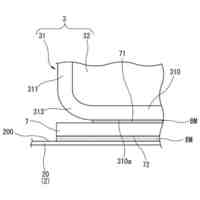
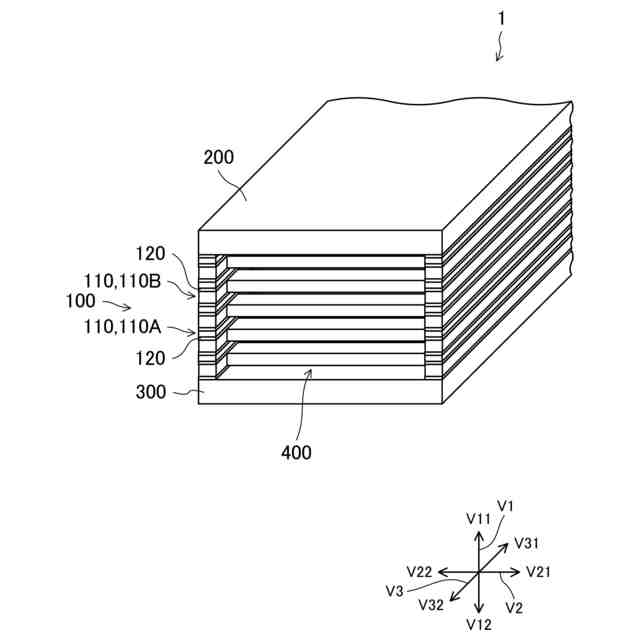
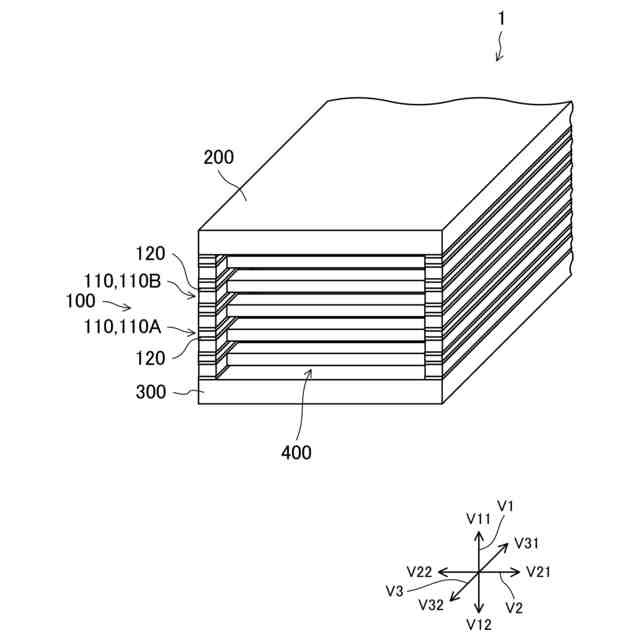
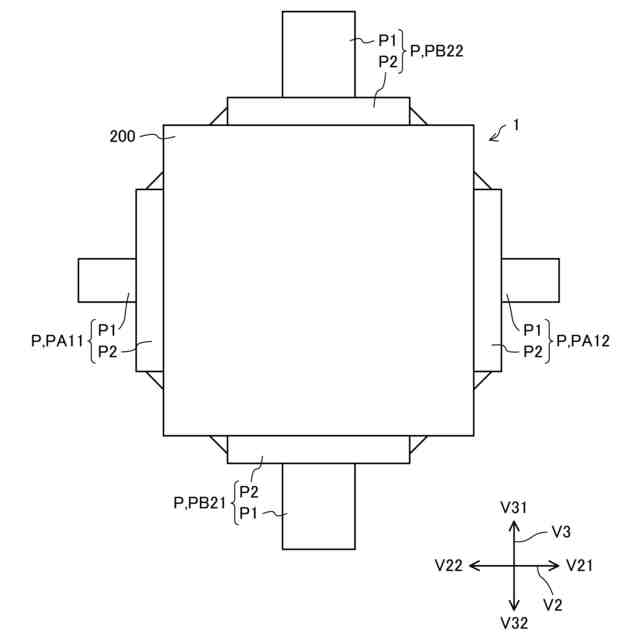
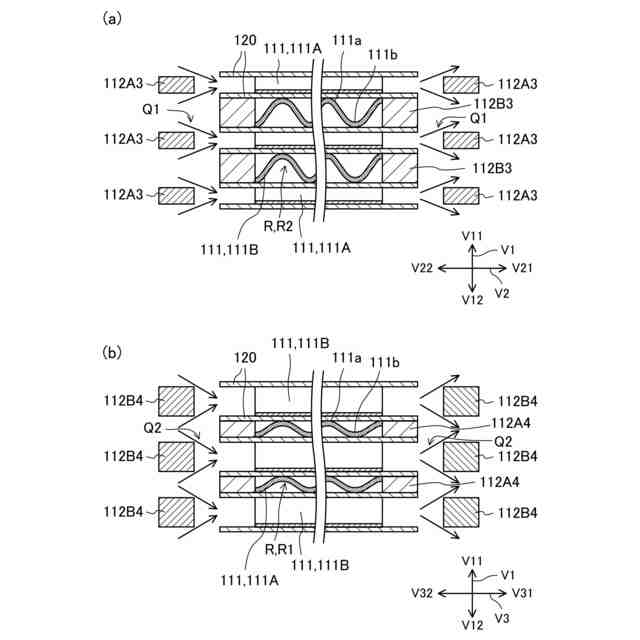
【解決手段】複数の層部材(110)と、隔壁部材(120)とを備え、前記複数の層部材(110)の各々は、流路部材(111)と、前記流路部材(111)に対し、前記層部材(110)の積層方向(V1)に垂直な方向側に配置されるスペーサ部材(112)とを含む熱交換器の製造方法である。熱交換器の製造方法は、前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを接合する工程を含む。前記接合を行うことで、前記垂直な方向に隣り合う前記流路部材(111)と前記スペーサ部材(112)との前記積層方向(V1)の寸法差を低減させるように、前記流路部材(111)と前記スペーサ部材(112)とのうちの少なくとも1つの部材を変形させる。
【選択図】図1
特許請求の範囲
【請求項1】
積層される複数の層部材(110)と、
隣り合う前記層部材(110)の間に配置される隔壁部材(120)と
を備え、
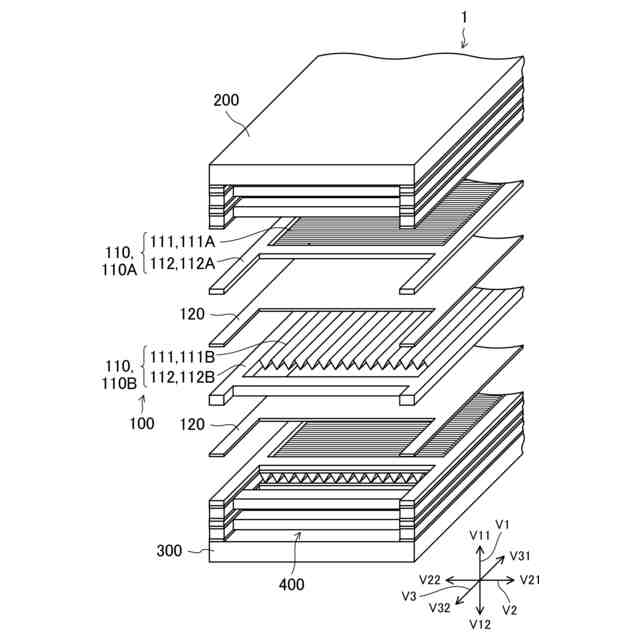
前記複数の層部材(110)の各々は、
冷媒の流路を形成する流路部材(111)と、
前記流路部材(111)に対し、前記層部材(110)の積層方向(V1)に垂直な方向側に配置されるスペーサ部材(112)と
を含む熱交換器の製造方法であって、
前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを接合する接合工程を含み、
前記接合を行うことで、前記垂直な方向に隣り合う前記流路部材(111)と前記スペーサ部材(112)との前記積層方向(V1)の寸法差を低減させるように、前記流路部材(111)と前記スペーサ部材(112)とのうちの少なくとも1つの部材を変形させる、熱交換器の製造方法。
続きを表示(約 2,000 文字)
【請求項2】
前記接合工程では、前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを拡散接合する、請求項1に記載の熱交換器の製造方法。
【請求項3】
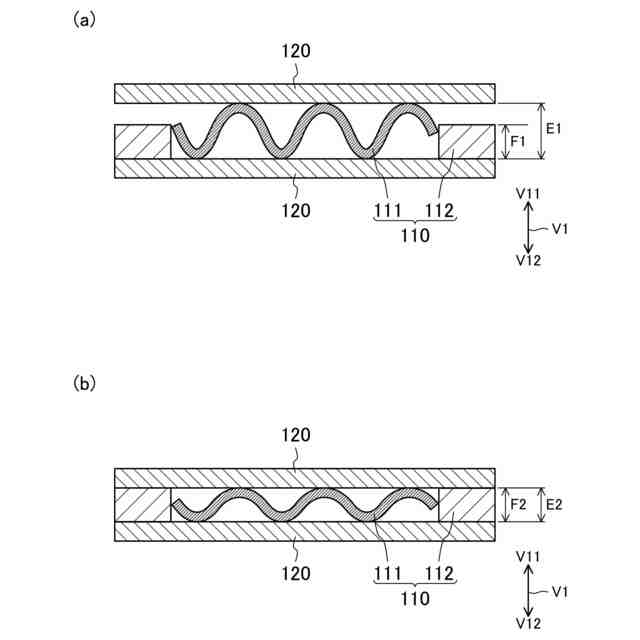
前記拡散接合前は、前記積層方向(V1)において、前記流路部材(111)の寸法が前記スペーサ部材(112)の寸法よりも大きく、
前記拡散接合を行うことで、前記流路部材(111)の寸法が前記積層方向(V1)に小さくなるように、前記流路部材(111)を変形させる、請求項2に記載の熱交換器の製造方法。
【請求項4】
前記拡散接合された直後の前記隔壁部材(120)における前記流路部材(111)との接触点の面圧が、1MPa以上である、請求項2又は請求項3に記載の熱交換器の製造方法。
【請求項5】
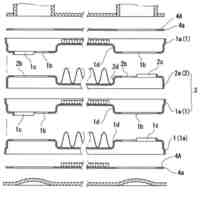
前記流路部材(111)は、断面視にて、三角形状、台形形状、丸形状、又は正弦曲線形状を含み、前記拡散接合時に加圧されることで変形する、請求項2又は請求項3に記載の熱交換器の製造方法。
【請求項6】
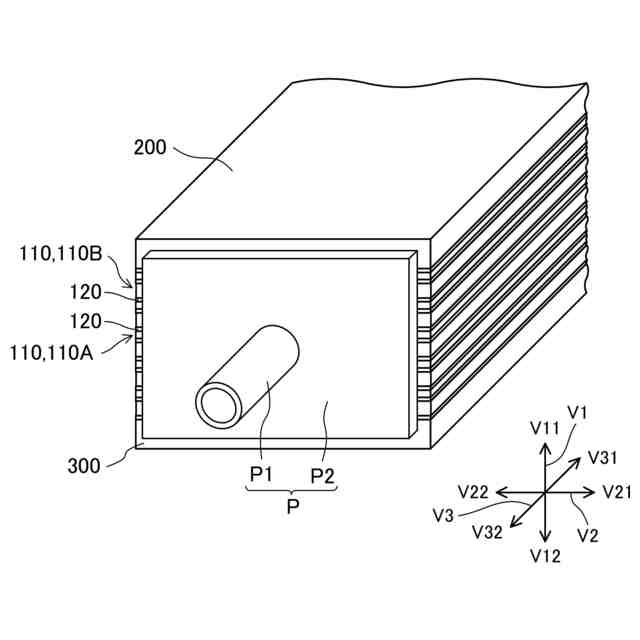
前記拡散接合により前記流路部材(111)が1つの前記隔壁部材(120)に対して複数の接合箇所(YA)で接合され、前記複数の接合箇所(YA)は前記垂直な方向に沿って間隔を空けて並んでおり、
前記拡散接合後において、隣り合う前記接合箇所(YA)の前記垂直な方向の寸法をPとし、前記流路部材(111)の前記積層方向(V1)の寸法をhとすると、(2/5)P<h<(2/3)P、又は、(2/5)h<P<(2/3)hの関係が成り立つ、請求項2又は請求項3に記載の熱交換器の製造方法。
【請求項7】
前記流路部材(111)は、一定の単位形状が前記垂直な方向に沿って繰り返し並ぶように形成され、
前記拡散接合により前記流路部材(111)が1つの前記隔壁部材(120)に対して複数の接合箇所(YA)で接合され、前記複数の接合箇所(YA)は前記垂直な方向に沿って間隔を空けて並んでおり、
前記拡散接合前において、前記流路部材(111)により形成される流路(R)の断面視にて前記単位形状の半分の長さをLとし、前記流路部材(111)の前記積層方向(V1)の寸法をHとし、
前記拡散接合後において、前記流路部材(111)の前記積層方向(V1)の寸法をhとし、一つの前記接合箇所(YA)の前記垂直な方向の寸法をaとし、隣り合う前記接合箇所(YA)の前記垂直な方向の寸法をPとし、0<a≦P/2とすると、
前記拡散接合前における前記流路部材(111)の前記積層方向(V1)の寸法Hと、前記拡散接合後における前記流路部材(111)の前記積層方向(V1)の寸法hとの差Δ(H-h)について、下記数1の関係が成り立つ、請求項2又は請求項3に記載の熱交換器の製造方法。
(数1)
Δ(H-h)>L―(P/2)―√{(L―2a+P/2)(L―P/2)}
【請求項8】
積層される複数の層部材(110)と、
隣り合う前記層部材(110)の間に配置される隔壁部材(120)と
を備え、
前記複数の層部材(110)の各々は、
冷媒の流路を形成する流路部材(111)と、
スペーサ部材(112)と
を含み、
複数の前記流路部材(111)の各々は、
前記スペーサ部材(112)に対し、前記層部材(110)の積層方向(V1)に垂直な方向側に配置される第1部分(1111)と、
前記スペーサ部材(112)と前記隔壁部材(120)とで挟まれる第2部分(1112)と
を含む熱交換器の製造方法であって、
前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを接合する工程を含み、
前記接合を行うことで、前記垂直な方向に隣り合う第1部材と、第2部材との前記積層方向(V1)の寸法差を低減させるように、前記流路部材(111)と前記スペーサ部材(112)とのうちの少なくとも1つの部材を変形させ、
前記第1部材は、前記流路部材(111)の第1部分(1111)を示し、
前記第2部材は、前記スペーサ部材(112)と、前記流路部材(111)の第2部分(1112)とを示す、熱交換器の製造方法。
【請求項9】
前記冷媒は、プロパンを含む、請求項1、請求項2、請求項3、及び請求項8のいずれか1項に記載の熱交換器の製造方法。
【請求項10】
前記積層方向(V1)において、前記拡散接合前における前記流路部材(111)の寸法が、2mm以下である、請求項2、請求項3、及び請求項8のいずれか1項に記載の熱交換器の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、熱交換器及び熱交換器の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、熱交換器が開示されている。特許文献1の熱交換器は、一対のスペーサバー(スペーサ部材)を挟んでチューブプレート(隔壁部材)を重ねることにより、流体通路が複数段に形成された構造をしている。各流体通路には、その流通方向に沿って波形フィン(流路部材)が配設される。
【先行技術文献】
【特許文献】
【0003】
実開平4-63989号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
熱交換器の製造方法として、例えば、熱交換器の構成部材をろう付けによって接合する方法がある。しかし、熱交換器の材料となるロール材の厚みやプレス成形のバラツキによって、熱交換器の各層の構成部材間の高さには数十μm程度の差が生じる可能性がある。この高さの差によって、熱交換器の構成部材の接合面間がろう材で埋まらないことで、接合面間に隙間が発生し、接合不良が発生する可能性がある。
【0005】
本開示の目的は、熱交換器の構成部材を効果的に接合することができる熱交換器の製造方法を提供することである。
【課題を解決するための手段】
【0006】
第1の態様は、積層される複数の層部材(110)と、隣り合う前記層部材(110)の間に配置される隔壁部材(120)とを備え、前記複数の層部材(110)の各々は、冷媒の流路を形成する流路部材(111)と、前記流路部材(111)に対し、前記層部材(110)の積層方向(V1)に垂直な方向側に配置されるスペーサ部材(112)とを含む熱交換器の製造方法である。熱交換器の製造方法は、前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを接合する接合工程を含み、前記接合を行うことで、前記垂直な方向に隣り合う前記流路部材(111)と前記スペーサ部材(112)との前記積層方向(V1)の寸法差を低減させるように、前記流路部材(111)と前記スペーサ部材(112)とのうちの少なくとも1つの部材を変形させる。
【0007】
第1の態様では、熱交換器の構成部材を効果的に接合することができる。
【0008】
第2の態様は、第1の態様において、前記接合工程では、前記流路部材(111)と前記スペーサ部材(112)と前記隔壁部材(120)とを拡散接合する。
【0009】
第2の態様では、熱交換器を容易に製造することができる。
【0010】
第3の態様は、第1又は第2の態様において、前記拡散接合前は、前記積層方向(V1)において、前記流路部材(111)の寸法が前記スペーサ部材(112)の寸法よりも大きく、前記拡散接合を行うことで、前記流路部材(111)の寸法が前記積層方向(V1)に小さくなるように、前記流路部材(111)を変形させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイキン工業株式会社
シラン化合物
12日前
ダイキン工業株式会社
SF5含有シラン化合物
4日前
ダイキン工業株式会社
検出装置、検出方法、プログラム
11日前
ダイキン工業株式会社
塗料組成物、皮膜、物品及び軸受け
10日前
ダイキン工業株式会社
貯蔵システムおよび庫内冷却システム
4日前
ダイキン工業株式会社
撥剤
3日前
ダイキン工業株式会社
撥剤
9日前
ダイキン工業株式会社
撥液剤
15日前
ダイキン工業株式会社
シラン化合物
9日前
ダイキン工業株式会社
熱交換ユニット
9日前
ダイキン工業株式会社
組成物、シート及びその製造方法
10日前
ダイキン工業株式会社
パーフルオロアルキン化合物の製造方法
4日前
ダイキン工業株式会社
シェルアンドプレート式熱交換器及び冷凍装置
9日前
ダイキン工業株式会社
含フッ素エラストマー水性分散液の製造方法および組成物
9日前
ダイキン工業株式会社
金属カーバイドおよび炭化水素の製造方法、ならびに炭素含有部材
9日前
ダイキン工業株式会社
フルオロエタン化合物の製造方法及びフルオロオレフィンの製造方法
4日前
ダイキン工業株式会社
電気化学デバイス用合剤シート、電気化学デバイス、及び、電気化学デバイス用合剤シートの製造方法
2日前
ダイキン工業株式会社
テトラフルオロエチレン系ポリマー、電気化学デバイス用バインダー、電極合剤、電極、及び、二次電池
9日前
ダイキン工業株式会社
発泡成形用組成物、発泡成形体、発泡電線、発泡成形体の製造方法、電線の製造方法及び車載ネットワークーブル
4日前
ダイキン工業株式会社
含フッ素モノマー及びフッ化物イオンを含有する組成物、フッ化物イオン含有量が低減された含フッ素モノマーを製造する方法、及び含フッ素モノマーを精製する方法
9日前
個人
熱交換器
8か月前
ホーコス株式会社
熱交換ユニット
3か月前
三恵技研工業株式会社
熱交換器
22日前
三恵技研工業株式会社
熱交換器
22日前
住友精密工業株式会社
熱交換器
6か月前
ホシザキ株式会社
冷凍機器
8か月前
株式会社パイオラックス
熱交換器
2か月前
古河電気工業株式会社
構造体
10か月前
株式会社ティラド
ラジエータ
3か月前
株式会社ティラド
ドロンカップ型熱交換器
7か月前
日産自動車株式会社
熱交換器
2か月前
個人
輻射パネルおよびその製造方法
9か月前
東京窯業株式会社
蓄熱体構造
9か月前
リンナイ株式会社
熱交換器
8か月前
リンナイ株式会社
熱交換器
8か月前
リンナイ株式会社
熱交換器
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ