TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164438
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023079905
出願日
2023-05-15
発明の名称
超音波検査装置
出願人
株式会社日立製作所
代理人
弁理士法人第一国際特許事務所
主分類
G01N
29/06 20060101AFI20241120BHJP(測定;試験)
要約
【課題】検査対象の曲率が連続的に変化する場合でも精度よく曲率分布を得ることができ、それに基づいて精度良く検査対象を計測可能な超音波検査装置を提供する。
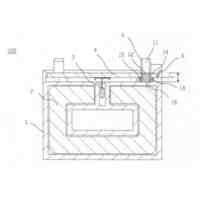
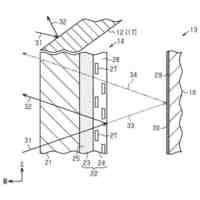
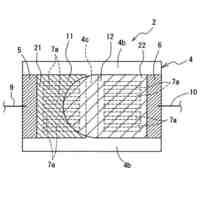
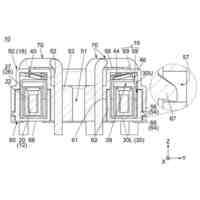
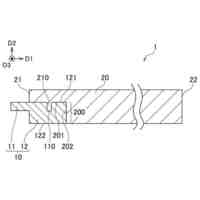
【解決手段】超音波検査措置は、可撓性を有する板状の支持部材と、前記支持部材に離散的に備えられる複数の超音波素子と、前記超音波素子が配置された前記支持部材の領域の変形を検出するために前記支持部材に離散的に備えられる複数の歪み感知素子と、からなる超音波アレイセンサと、検査対象の表面に前記支持部材を接触させたときに出力される前記歪み感知素子の出力信号から前記超音波素子の相対位置座標を算出し、前記相対位置座標に基づいて前記超音波アレイセンサによる反射信号を画像化する画像処理部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
可撓性を有する板状の支持部材と、前記支持部材に離散的に備えられる複数の超音波素子と、前記超音波素子が配置された前記支持部材の領域の変形を検出するために前記支持部材に離散的に備えられる複数の歪み感知素子と、からなる超音波アレイセンサと、
検査対象の表面に前記支持部材を接触させたときに出力される前記歪み感知素子の出力信号から前記超音波素子の相対位置座標を算出し、前記相対位置座標に基づいて前記超音波アレイセンサによる反射信号を画像化する画像処理部と、
を備えることを特徴とする超音波検査装置。
続きを表示(約 930 文字)
【請求項2】
請求項1に記載の超音波検査装置において、
前記歪み感知素子の配列が、前記超音波素子の配列方向と平行に配置されることを特徴とする超音波検査装置。
【請求項3】
請求項1に記載の超音波検査装置において、
前記歪み感知素子の配列が前記超音波素子の配列を挟んで、前記支持部材の両側に備えられたことを特徴とする超音波検査装置。
【請求項4】
請求項1に記載の超音波検査装置において、
前記歪み感知素子の配列が二列以上で、かつ、千鳥配列となっていることを特徴とする超音波検査装置。
【請求項5】
請求項1に記載の超音波検査装置において、
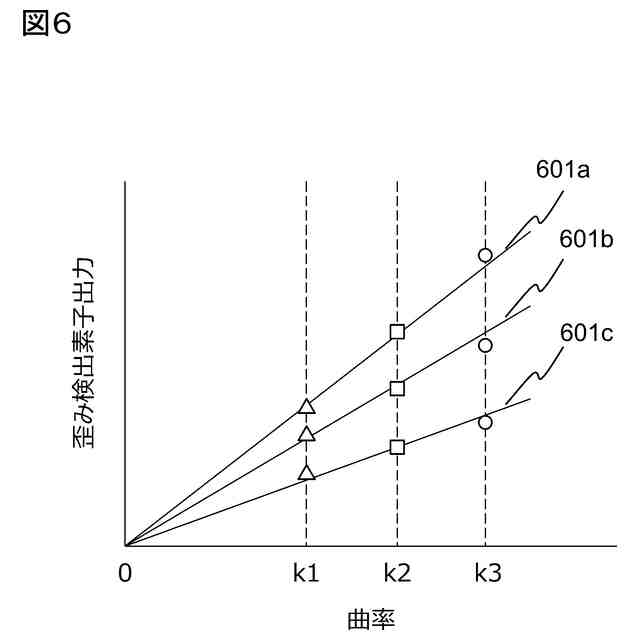
前記超音波アレイセンサの変形部の曲率もしくは曲率半径と、前記変形部に位置する前記歪み感知素子の出力から、前記出力と前記曲率もしくは曲率半径の関係を求めておき、前記相対位置座標の算出に用いることを特徴とする超音波検査装置。
【請求項6】
請求項5に記載の超音波検査装置において、
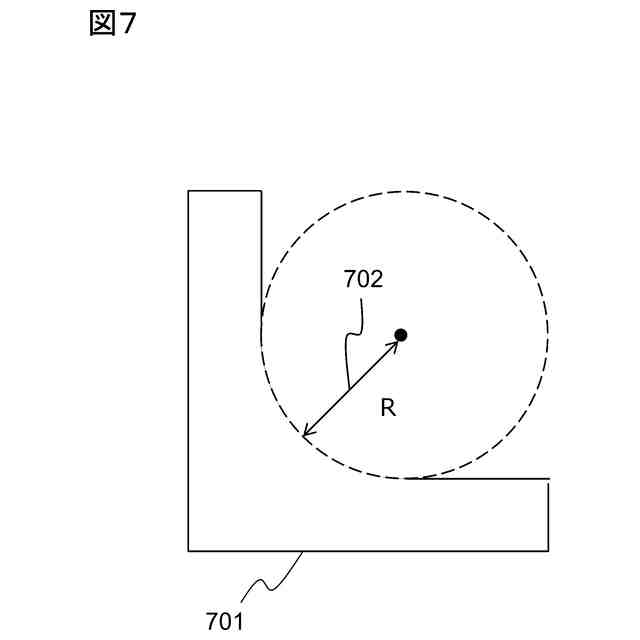
曲率が一定の形状を一つ以上備えた物体に前記超音波アレイセンサを沿わせて変形させることで、前記関係を求めることを特徴とする超音波検査装置。
【請求項7】
請求項1に記載の超音波検査装置において、
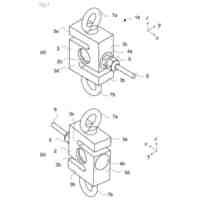
前記支持部材は、本体と、前記本体から脱着可能な可変形状の第二の部材とを有し、
前記歪み感知素子が、前記第二の部材に備えられており、前記第二の部材は前記本体に装着された状態で前記本体とともに変形可能であることを特徴とする超音波検査装置。
【請求項8】
請求項7に記載の超音波検査装置において、
前記第二の部材は、検査対象の表面に対向する一方の側に複数の切込みを備え、他方の側では連結しており、前記歪み感知素子は前記切込みの延長線上にある連結部に配置されることを特徴とする超音波検査装置。
【請求項9】
請求項1から8のいずれかに記載の超音波検査装置において、
検査対象が、鉄道車両の構体の隅肉溶接部もしくは開先溶接部であることを特徴とする超音波検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波検査装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
超音波探傷(以下、UTと略記する)は、鋳鋼品や溶接部の内部に存在する欠陥の検出に用いられる代表的な非破壊検査手法であるが、欠陥検出だけでなく接着や剥離の検査等、様々な用途で使用されている。UTは基本的には、センサ(探触子、プローブ、トランスデューサとも呼ばれる)から発信された超音波が内部の傷等の欠陥から反射し、再度センサに戻ってくるまでの時間(伝播時間)と、その際の信号強度を測定し、欠陥の位置や大きさを評価するものである。
【0003】
欠陥の評価方法として、Aスコープと呼ばれる波形に現れるピーク信号(エコー)を用いて評価する方法や、送受信の位置やタイミングをずらした複数のAスコープから探傷画像を生成し、画像から欠陥を評価する方法が、UTの主力技術となっている。画像から欠陥を評価する方法では、フェーズドアレイ法(PA法)が代表的な手法となっており、PA法による欠陥評価が既に様々な産業分野で用いられている。
【0004】
また、近年はフルマトリクスキャプチャ法(Full Matrix Capture:FMC法)と呼ばれる新たな手法も注目されており、適用が広がりつつある。PA法とFMC法では、超音波を送受信するための素子が複数内蔵されたアレイセンサが用いられる。かかる素子として、電圧を力に変換する、もしくは加えられた力を電圧に変換する圧電効果を利用した圧電素子が通常用いられる。
【0005】
素子の数、寸法、配列方法は用途に応じて様々であるが、例えば、鋼材中の1mm程度の欠陥を検出する目的では数十から百数十個の素子を一列に配列したリニアアレイセンサが用いられる。配列方向の素子の寸法とピッチは概ね1mm以下である。PA法は、アレイセンサの各素子から発振される超音波の位相を制御することにより、その合成波である超音波ビームを任意方向に走査したり、焦点の位置を変化させたりすることができる技術である。
【0006】
FMC法は、アレイセンサの各素子の送受信の組合せに対応する波形を個別に全て収録し、送受信素子の位置に対応した波形合成処理をソフトウェア上で施すことにより、高精細な画像を得る技術である。FMC法については、例えば特許文献1に記載されている。
【0007】
これらのアレイセンサを用いる検査手法では、探傷面は必ずしも平面である必要はない。探傷面が任意形状であっても各素子の座標が既知であれば、原理的にこれらの手法を適用することは可能であるからである。この場合、PA法では位相制御が複雑になるため現実的ではないが、FMC法の場合は座標を計算に用いることで容易に画像を生成することが可能である。
【0008】
このような理由から、近年はフレキシブルアレイセンサと呼ばれる探傷面が曲面でも追従可能な柔軟性のあるアレイセンサが実用化され、FMC法と共に用いられる事例が増えている。フレキシブルアレイセンサを用いると、例えば、溶接ビードのような曲面を有する部分の表面にセンサを沿わせて直接接触させ、溶接部内部を探傷して結果を容易に映像化することが可能である。
【0009】
ここで、溶接ビードを擁する部品の代表例として、鉄道車両の構体の溶接部の例を用いて説明する。構体は台枠、骨組、外板などで構成されており、内部には乗客が搭乗するための座席が設置されるため、構体には多くの場合、扉や窓などが設けられている。材質はステンレスやアルミニウム合金(以下、アルミ合金)が主に用いられており、特に高速車両では軽量化のためにアルミ合金が用いられる例が多い。アルミ合金は複雑な断面の押出成形が可能なため、外板と骨組の一部が一体となり、かつ、外板が段ボールのように表裏にあるダブルスキン構造と呼ばれる形材が、新幹線等で用いられるようになっている。構体下部の台枠には強度を保つための枕梁が設けられており、ダブルスキン構造の外板と溶接されている。この他にも、構体には枕梁以外にもダンパ受け等の複数のアルミ部材が溶接されており、その多くは開先溶接や隅肉溶接が使われている。
【0010】
これらの溶接部には安全性の観点から高い健全性が求められており、例えば溶着金属の厚さ(以下、溶金厚さ)が設計通りに十分に確保されているか、適切に検出することが望まれている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日立製作所
ユーザ情報管理システム、ユーザ情報管理装置およびその制御方法
今日
甲神電機株式会社
電流センサ
20日前
株式会社大真空
センサ
15日前
甲神電機株式会社
漏電検出器
20日前
甲神電機株式会社
電流検出器
20日前
東レ株式会社
液体展開用シート
7日前
株式会社高橋型精
採尿具
21日前
ユニパルス株式会社
ロードセル
14日前
株式会社トプコン
測量装置
20日前
株式会社トプコン
植物センサ
3日前
アズビル株式会社
湿度センサ
今日
アズビル株式会社
熱式流量計
21日前
キヤノン電子株式会社
サーボ加速度計
7日前
株式会社クボタ
作業車両
6日前
キヤノン電子株式会社
サーボ加速度計
7日前
キヤノン電子株式会社
サーボ加速度計
7日前
豊田合成株式会社
表示装置
20日前
日本特殊陶業株式会社
ガスセンサ
21日前
シャープ株式会社
収納装置
21日前
トヨタ自動車株式会社
画像検査装置
15日前
株式会社東京久栄
水中移動体用採水器
21日前
株式会社島津製作所
ガスクロマトグラフ
27日前
株式会社大真空
センサ及びその製造方法
14日前
横河電機株式会社
光源装置
21日前
TDK株式会社
温度センサ
21日前
ローム株式会社
MEMSデバイス
21日前
三菱電機株式会社
振動センサ
3日前
株式会社トーキン
電流センサ
6日前
ローム株式会社
MEMS装置
27日前
タカハタプレシジョン株式会社
水道メータ
27日前
株式会社テクノメデイカ
採血分注システム
20日前
公立大学法人大阪
蛍光X線分析装置
15日前
矢崎総業株式会社
サーミスタ
7日前
岡谷精立工業株式会社
ひずみ測定装置
15日前
株式会社ミツトヨ
画像測定機及びプログラム
6日前
株式会社日本マイクロニクス
プローブ
14日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ