TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157333
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071632
出願日
2023-04-25
発明の名称
ロータ及びロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
1/276 20220101AFI20241030BHJP(電力の発電,変換,配電)
要約
【課題】収容孔への樹脂の充填性の向上と樹脂ゲート部の切り離し性の向上との両立を図ることができる。
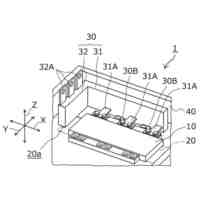
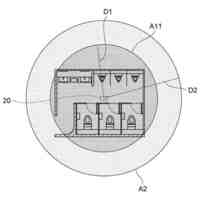
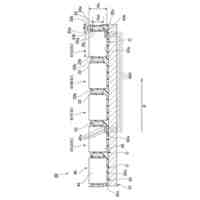
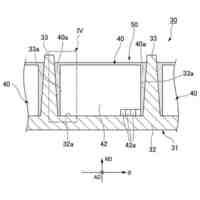
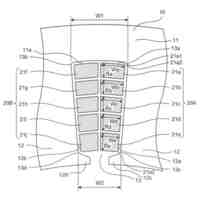
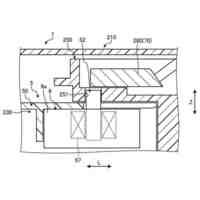
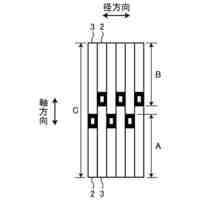
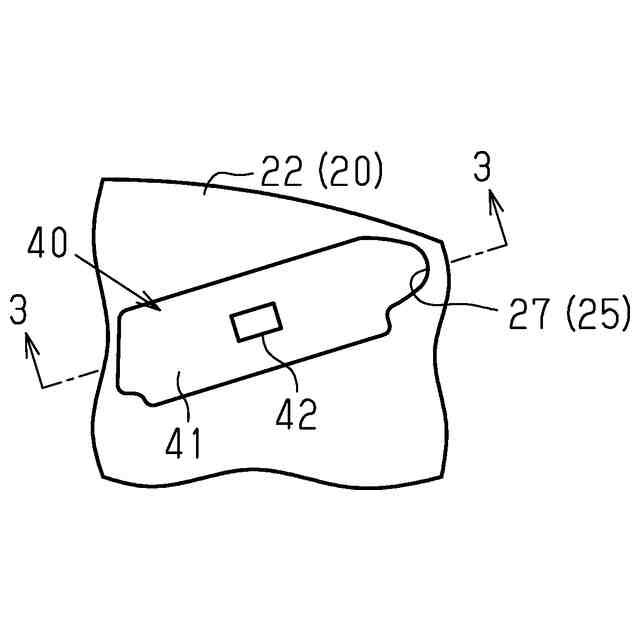
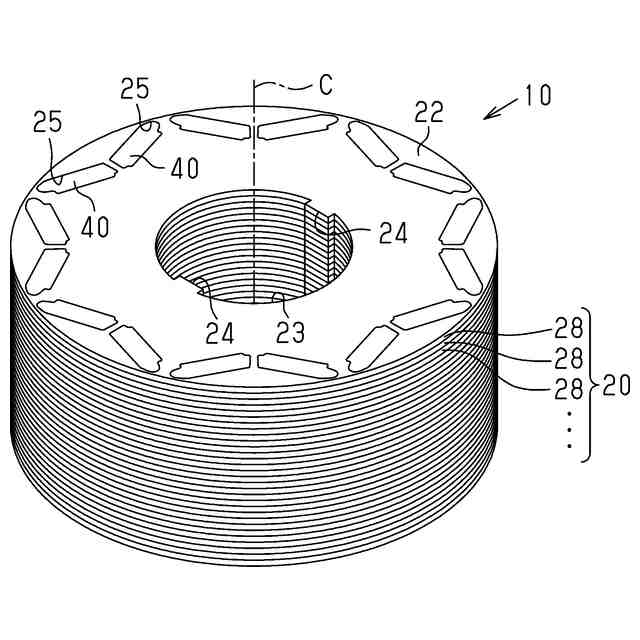
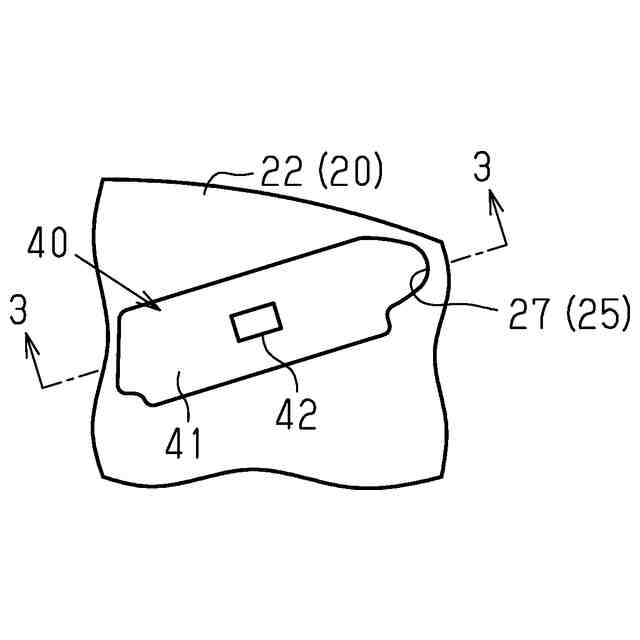
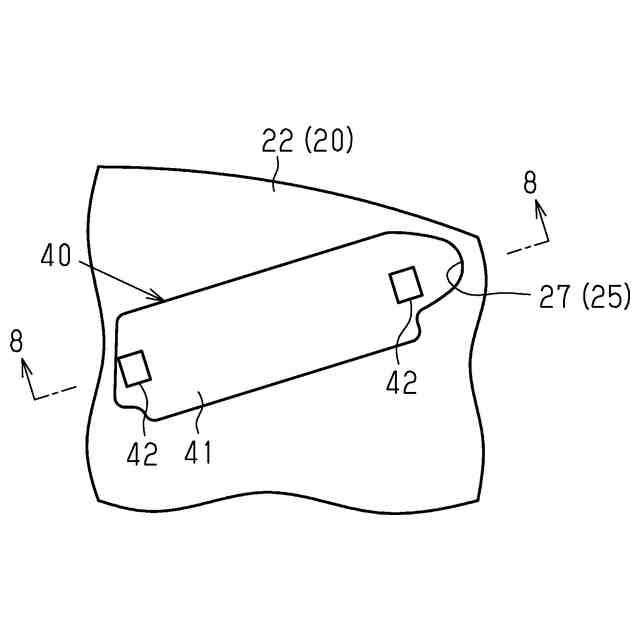
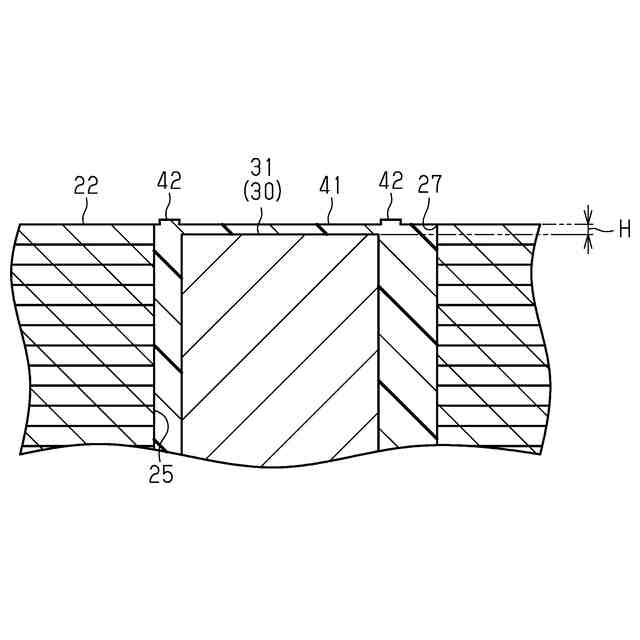
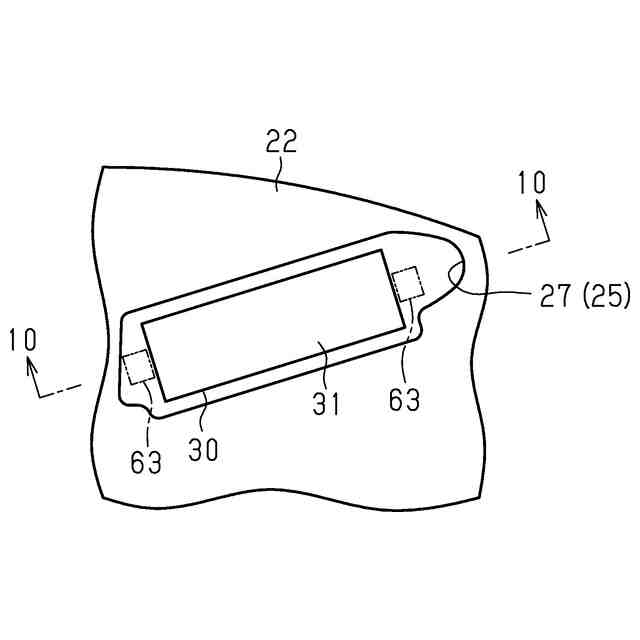
【解決手段】ロータは、複数の収容孔25を有するロータコア20と、収容孔25内に収容された磁石と、収容孔25内に充填され、ロータコア20に磁石を固定する樹脂40とを備える。収容孔25の第2開口27から露出する樹脂40の端面41には、ゲート通路を通じて収容孔25内に樹脂40を充填する際にゲート通路内に形成される樹脂ゲート部が切り離された痕であるゲート痕42が形成されている。端面41の面積S1をゲート痕42の面積S2で除した除算値S1/S2が、24以上であり、150以下である。
【選択図】図2
特許請求の範囲
【請求項1】
複数の収容孔を有するロータコアと、前記収容孔内に収容された磁石と、前記収容孔内に充填され、前記ロータコアに前記磁石を固定する樹脂と、を備えるロータであって、
前記収容孔の開口から露出する前記樹脂の端面には、樹脂充填装置のゲート通路を通じて前記収容孔内に前記樹脂を充填する際に前記ゲート通路内に形成される樹脂ゲート部が切り離された痕であるゲート痕が形成されており、
前記端面の面積を前記ゲート痕の面積で除した除算値が、24以上であり、150以下である、
ロータ。
続きを表示(約 940 文字)
【請求項2】
前記樹脂は、液晶ポリマー製のベース樹脂と、フィラーと、を含むものであり、
前記開口は、細長形状であり、
前記ロータコアの軸線方向における距離であって、前記ロータコアにおける前記開口側の端面と前記磁石との距離は、0.28mmよりも小さく、
前記ゲート痕が、前記樹脂の端面のうち前記開口の長手方向における両端に少なくとも1つずつ形成されている、
請求項1に記載のロータ。
【請求項3】
前記樹脂は、液晶ポリマー製のベース樹脂と、フィラーと、を含むものであり、
前記開口は、細長形状であり、
前記ロータコアの軸線方向における距離であって、前記ロータコアにおける前記開口側の端面と前記磁石との距離が0.28mm以上であり、
前記ゲート痕が、前記樹脂の端面のうち前記開口の長手方向の中央部に形成されている、
請求項1に記載のロータ。
【請求項4】
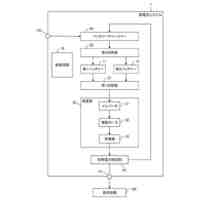
複数の収容孔を有するロータコアと、前記収容孔内に収容された磁石と、前記収容孔内に充填され、前記ロータコアに前記磁石を固定する樹脂と、を備えるロータの製造方法であって、
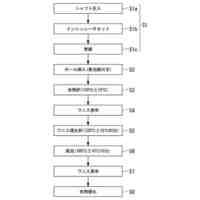
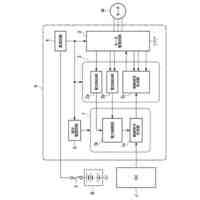
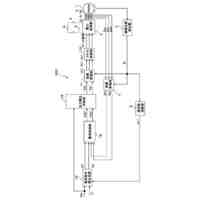
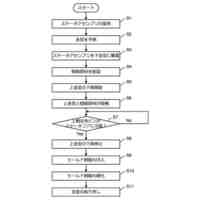
前記ロータコアの端面と隣り合って配置される樹脂充填装置のゲート通路及び前記収容孔の開口を通じて前記収容孔内に前記樹脂を充填する充填工程を備え、
前記開口の面積を前記ゲート通路の断面積で除した除算値が、24以上であり、150以下となるように前記開口の面積及び前記ゲート通路の断面積を設定する、
ロータの製造方法。
【請求項5】
前記樹脂は、液晶ポリマー製のベース樹脂と、フィラーと、を含むものであり、
前記開口は、細長形状であり、
前記ロータコアの軸線方向における距離であって、前記ロータコアにおける前記開口側の端面と前記磁石との距離が0.29mmよりも小さい場合には、前記ゲート通路を、前記開口の長手方向における両端に少なくとも1つずつ設定する一方、前記距離が0.29mm以上である場合には、前記ゲート通路を、前記開口の長手方向における中央部に設定する、
請求項4に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータ及びロータの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
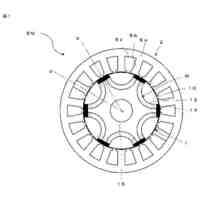
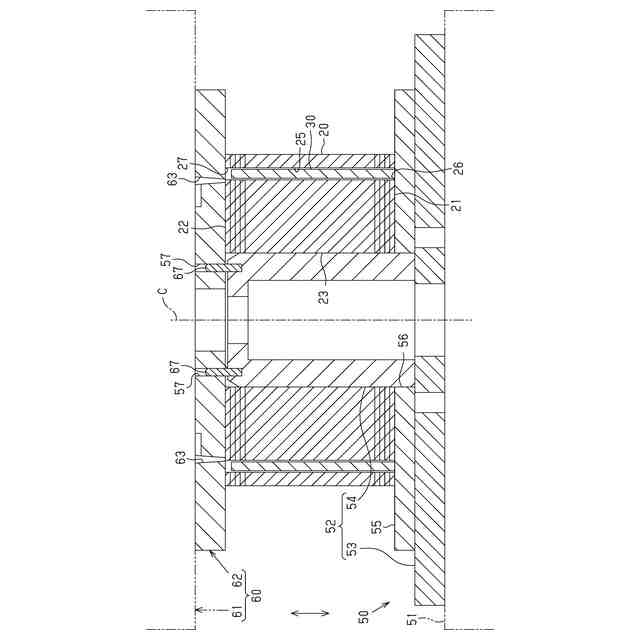
この種のロータとしては、例えば特許文献1に開示の磁石埋め込み型ロータがある。磁石埋め込み型ロータは、複数の収容孔を有するロータコアと、収容孔内に収容された永久磁石(以下、磁石という)と、収容孔内に充填され、ロータコアに磁石を固定する熱可塑性の樹脂(以下、樹脂という)とを備える。
【0003】
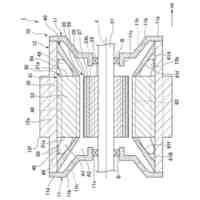
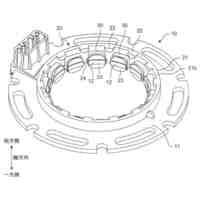
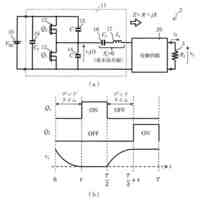
特許文献1では、上型及び下型によってロータコアを上下で挟むとともに収容孔に磁石が収容された状態で、収容孔に溶融状態の樹脂を充填する。下型には、射出成形機のノズルから射出される溶融状態の樹脂を収容孔に導入するゲート通路を有する。
【先行技術文献】
【特許文献】
【0004】
国際公開第2016/147211号
【発明の概要】
【発明が解決しようとする課題】
【0005】
こうしたロータの製造方法においては、ゲート通路内における樹脂の流動性を高めるために、ゲート通路の断面積が比較的大きく設定されている。しかしながら、ゲート通路の断面積を大きくすることによって、ゲート通路内に存在する樹脂が硬化することで形成される樹脂ゲート部の外径が大きくなる。このため、カッターを用いて樹脂ゲート部を切断する工程を設ける必要がある。
【0006】
なお、こうした問題は、収容孔に熱可塑性の樹脂を充填するものに限らず、熱硬化性の樹脂を充填するものにおいても同様にして生じる。
【課題を解決するための手段】
【0007】
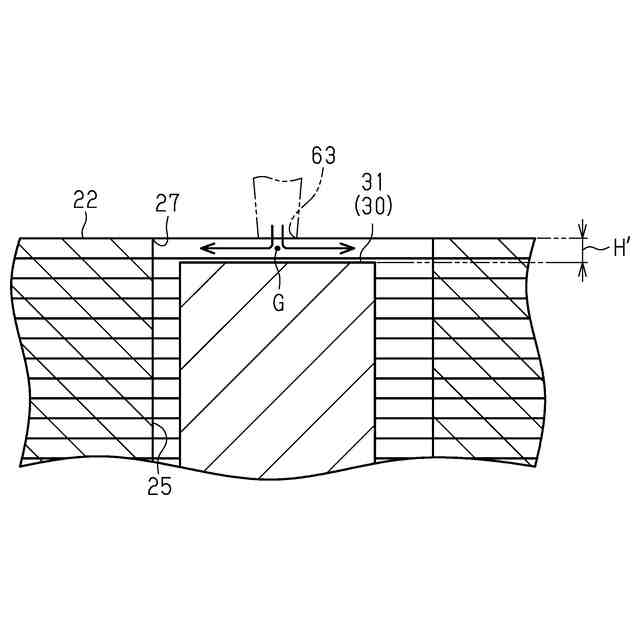
上記課題を解決するためのロータは、複数の収容孔を有するロータコアと、前記収容孔内に収容された磁石と、前記収容孔内に充填され、前記ロータコアに前記磁石を固定する樹脂と、を備えるロータであって、前記収容孔の開口から露出する前記樹脂の端面には、樹脂充填装置のゲート通路を通じて前記収容孔内に前記樹脂を充填する際に前記ゲート通路内に形成される樹脂ゲート部が切り離された痕であるゲート痕が形成されており、前記端面の面積を前記ゲート痕の面積で除した除算値が、24以上であり、150以下である。
【0008】
ロータの製造においては、ロータコアの端面と隣り合って配置される樹脂充填装置のゲート通路及び収容孔の開口を通じて収容孔内に樹脂が充填される。樹脂が硬化した後、ロータから樹脂充填装置の型を離すことで、ゲート通路内に形成される樹脂ゲート部がロータ側から切り離される。これにより、収容孔の開口から露出する樹脂の端面には、樹脂ゲート部を切り離した痕であるゲート痕が形成される。
【0009】
ここで、樹脂の上記端面の面積をゲート痕の面積で除した除算値が、24よりも小さい場合には、収容孔の開口の面積に対して樹脂ゲート部、すなわちゲート通路の断面積が大きい。このため、ゲート通路内における樹脂の流動性が向上することで収容孔への樹脂の充填性は向上するものの、樹脂ゲート部の切り離し性が悪化する。その結果、樹脂ゲート部を切断するためのカッターが別途必要となる。
【0010】
また、上記除算値が、150よりも大きい場合には、収容孔の開口の面積に対してゲート通路の断面積が小さい。このため、樹脂ゲート部の切り離し性は向上するものの、ゲート通路内における樹脂の流動性が悪化することで、収容孔への樹脂の充填性が悪化する。その結果、フィラーを含む樹脂を採用することができなくなるなどの不都合が生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニチコン株式会社
電力変換装置
1日前
株式会社ダイヘン
電気機器
2日前
ミネベアミツミ株式会社
回転機器
1日前
矢崎総業株式会社
配電装置
1日前
鹿島建設株式会社
分電盤の配置構造
3日前
日産自動車株式会社
インバータ
1日前
株式会社ダイヘン
蓄電池システム
2日前
矢崎総業株式会社
グロメット
2日前
日新イオン機器株式会社
駆動装置および真空装置
3日前
京セラ株式会社
電力変換装置
2日前
TOTO株式会社
無線送電システム
1日前
株式会社東芝
磁性楔及び回転電機
2日前
株式会社東芝
回転電機
3日前
個人
蓄電池システム
3日前
株式会社東芝
回転電機
3日前
株式会社東芝
回転電機
3日前
トヨタ自動車株式会社
充電システム及び充電方法
2日前
多摩川精機株式会社
電動機固定子
2日前
マグネデザイン株式会社
内包磁石型同期機およびその回転子
1日前
パテントフレア株式会社
焦電効果のエネルギー相互変換促進法
1日前
多摩川精機株式会社
レゾルバステータ
2日前
ニデック株式会社
モータ及び電気製品
2日前
トヨタ自動車株式会社
充電制御装置
1日前
三菱電機株式会社
半導体モジュール
1日前
株式会社日立製作所
バッテリ設備計画システム
3日前
安克創新科技股フン有限公司
ワイヤレス充電器
2日前
本田技研工業株式会社
回転電機の製造方法
3日前
矢崎総業株式会社
車両用充電装置
3日前
ニチコン株式会社
電動車用充放電装置
3日前
愛三工業株式会社
スイッチング装置
2日前
株式会社ミツバ
モータ制御装置及びモータ制御方法
1日前
日立Astemo株式会社
モータ制御装置及び電気車
2日前
日本発條株式会社
ステータの製造方法
1日前
日本発條株式会社
ステータの製造方法
1日前
トヨタ自動車株式会社
コイルの製造方法
2日前
株式会社パワーウェーブ
インバータ、整流回路、及び非接触給電システム
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ