TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129892
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039263
出願日
2023-03-14
発明の名称
三次元座標測定装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
5/00 20060101AFI20240920BHJP(測定;試験)
要約
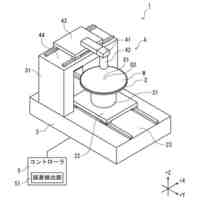
【課題】キャリッジカバーの内部の熱の影響を抑止し、測定精度の向上を図ることができる三次元座標測定装置を提供する。
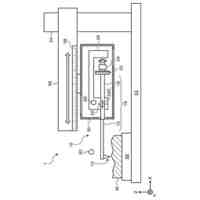
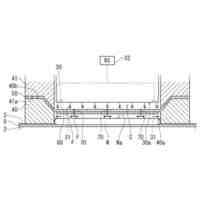
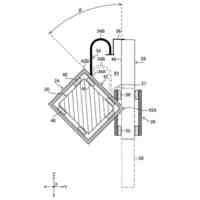
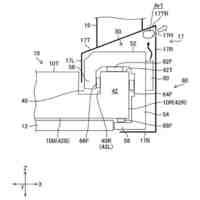
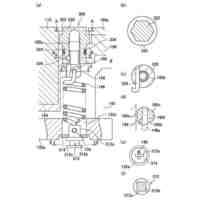
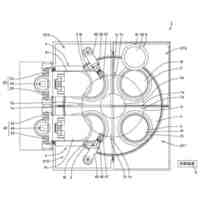
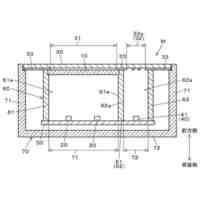
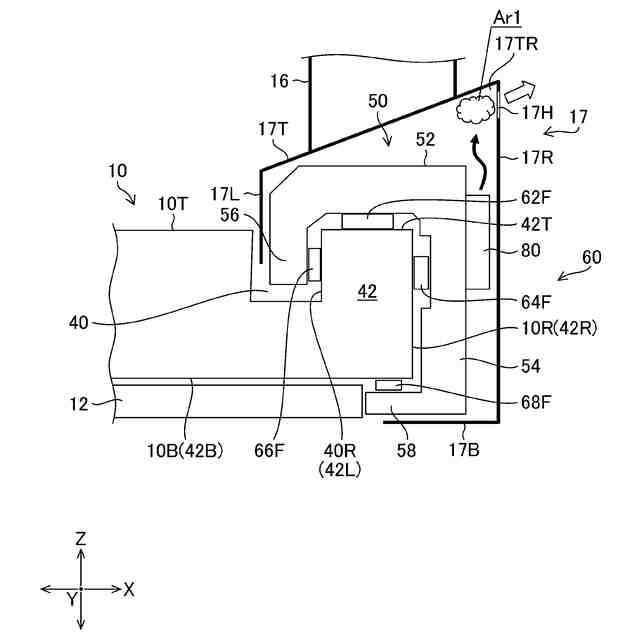
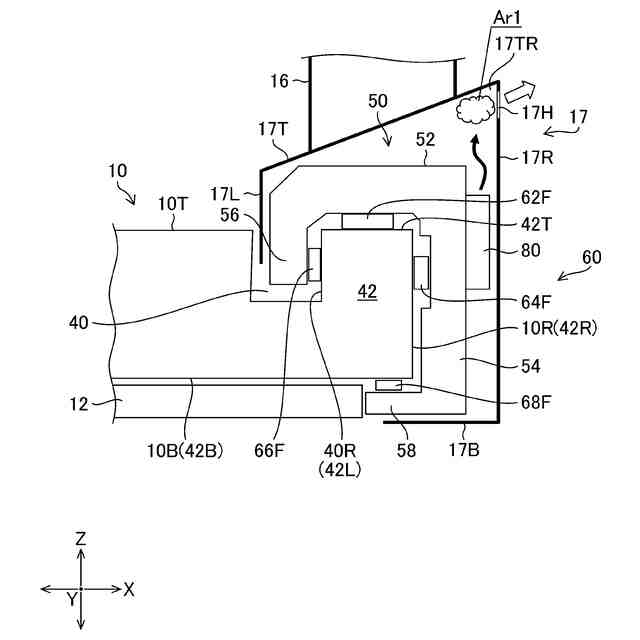
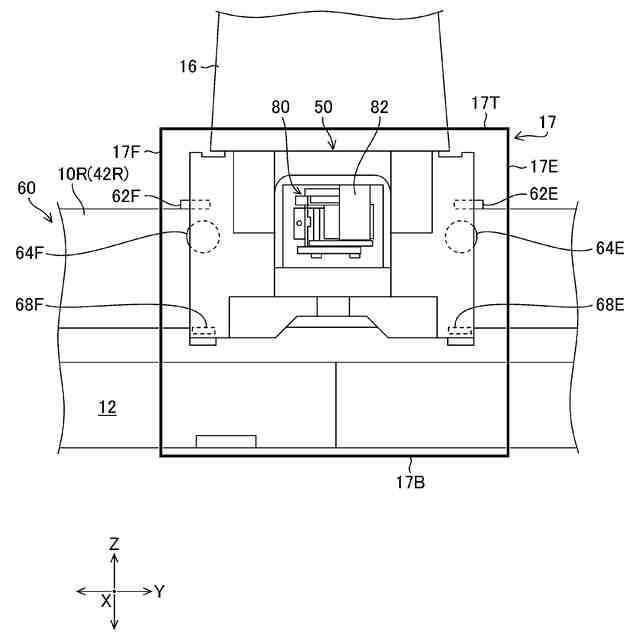
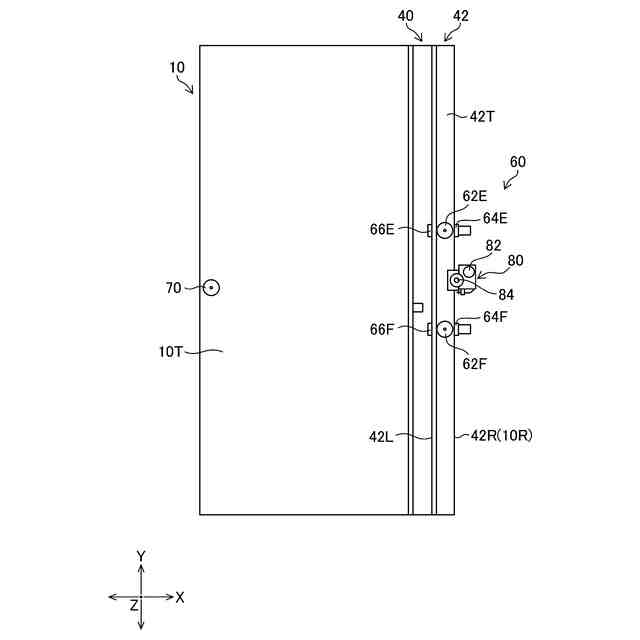
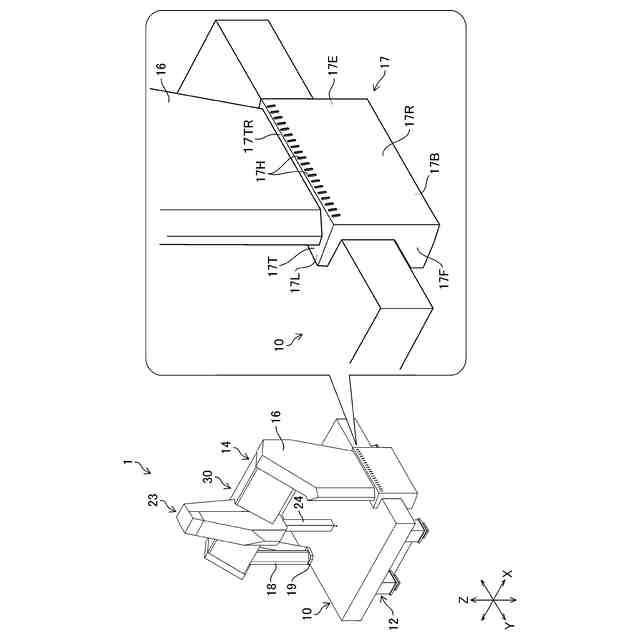
【解決手段】 三次元座標測定装置は、定盤10と、定盤10を跨いで定盤のY軸方向に移動自在な門型のYキャリッジ14とを備え、Yキャリッジ14を構成する右Yキャリッジ16には、エアパッド群60とY駆動部80とを覆う右Yキャリッジカバー17が設けられる。第1Yキャリッジカバーは、Z軸方向の最も高い位置を画定し、右Yキャリッジカバー17の一部形状を構成するトラス形状17TRを有し、トラス形状17TRに近接した位置には排気口17Hが設けられる。
【選択図】図3
特許請求の範囲
【請求項1】
測定対象物を載置する定盤と、
前記定盤を跨いで前記定盤のY軸方向に移動自在な門型のYキャリッジであって、二つの支柱部材により前記定盤に支持されるYキャリッジと、
を備え、
前記二つの支柱部材のうち一方の第1支柱部材は、前記Yキャリッジの前記Y軸方向への移動を可能にする第1エアパッドと第1駆動部とを有し、
前記第1支柱部材には、前記第1エアパッドと前記第1駆動部とを覆う第1Yキャリッジカバーが設けられ、
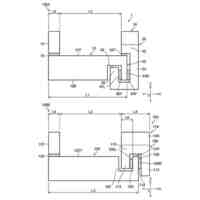
前記第1Yキャリッジカバーは、Z軸方向の最も高い位置を画定し、前記第1Yキャリッジカバーの一部形状を構成する第1トラス形状を有し、前記第1トラス形状に近接した位置には第1排気口が設けられる、三次元座標測定装置。
続きを表示(約 1,000 文字)
【請求項2】
前記Yキャリッジに設けられ、前記二つの支柱部材の上端部に架け渡されてX軸方向に沿って延在するXガイドと、
前記Xガイドに沿って前記X軸方向に移動自在なXキャリッジと、
を備え、
前記Xキャリッジは、前記X軸方向への移動を可能にする第2エアパッドと第2駆動部とを有し、
前記二つの支柱部材の間には、前記第2エアパッドと前記第2駆動部と前記Xガイドとを覆うXガイドカバーが設けられ、
前記Xガイドカバーは、前記Z軸方向の最も高い位置を画定し、前記Xガイドカバーの一部形状を構成する第2トラス形状を有し、前記第2トラス形状に近接した位置には第2排気口が設けられる、請求項1に記載の三次元座標測定装置。
【請求項3】
前記Xキャリッジに設けられたZキャリッジと、
前記Zキャリッジに沿ってZ軸方向に移動可能であり、且つ、下端部に測定プローブを支持するZガイドと、
を備え、
前記Zキャリッジは、前記Zガイドの前記Z軸方向への移動を可能にする第3エアパッドと第3駆動部とを有し、
前記第3エアパッドと前記第3駆動部と覆うZキャリッジカバーが設けられ、
前記Zキャリッジカバーは、前記Z軸方向の最も高い位置を画定し、Zキャリッジカバーの一部形状を構成する第3トラス形状を有し、前記第3トラス形状に近接した位置に第3排気口が設けられる、請求項2に記載の三次元座標測定装置。
【請求項4】
前記第1トラス形状は、前記Y軸方向から見た場合に前記定盤の中央側とは反対側に位置する、請求項1から3のいずれか一項に記載の三次元座標測定装置。
【請求項5】
前記第1Yキャリッジカバーの上面部は蛇腹カバーにより構成される、請求項1から3のいずれか一項に記載の三次元座標測定装置。
【請求項6】
前記二つの支柱部材のうち他方の第2支柱部材は、第4エアパッドを有し、
前記第2支柱部材には、前記第4エアパッドを覆う第2Yキャリッジカバーが設けられ、
前記第2Yキャリッジカバーは、前記Z軸方向の最も高い位置を画定し、第2Yキャリッジカバーの一部形状を構成する第4トラス形状を有し、前記第4トラス形状に近接した位置に第4排気口が設けられる、請求項1から3のいずれか一項に記載の三次元座標測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は三次元座標測定装置に係り、特にX、Y、Z軸の3軸方向に測定プローブを移動させて測定対象物の三次元形状を測定する三次元座標測定装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
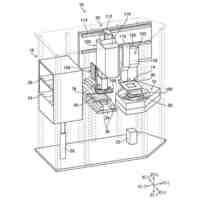
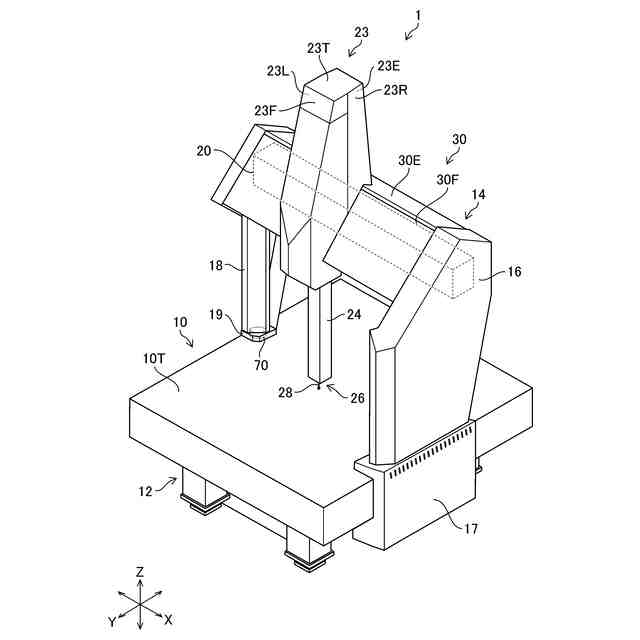
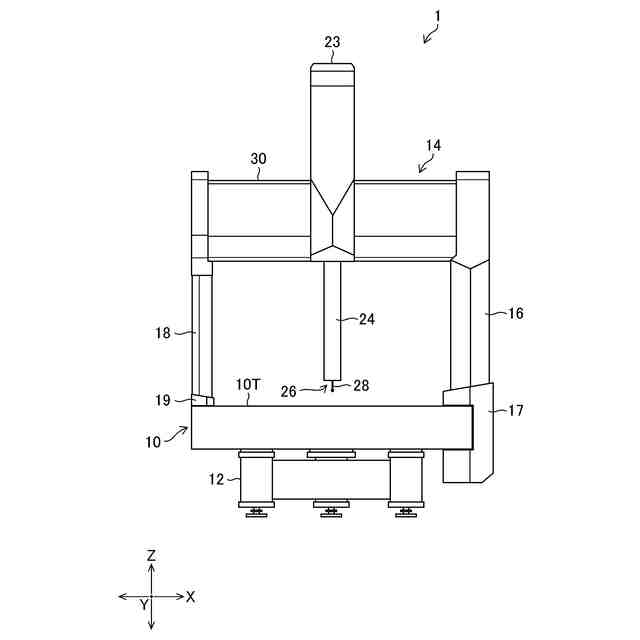
一般的な三次元座標測定装置では、測定対象物を載置する定盤の上部に前後方向(Y軸方向)に移動自在の門型のYキャリッジが配置される。Yキャリッジは、左右方向(X軸方向)に沿って架け渡された柱状のXガイドを有し、XガイドにはXキャリッジがX軸方向に移動自在に支持される。Xキャリッジには、上下方向(Z軸方向)に沿った柱状のZガイドがZ軸方向に移動自在に支持され、Zガイドの下端には測定プローブが取り付けられる。
【0003】
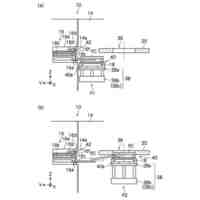
特許文献1に記載の三次元座標測定装置は、Yキャリッジを構成する1つの支柱部材を複数のエアパッド(エアベアリング)を介して定盤に支持し、モータとローラとを備える駆動部によりYキャリッジをY軸方向に移動させている。
【先行技術文献】
【特許文献】
【0004】
特開2017-134025号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、エアパッドは数μmという非常に小さな浮上量で浮上させて使用する。そのためわずかな埃やごみでも挟み込むと不具合に繋がってしまう。また、生産効率向上のため、精密測定機も環境の良い測定室から、ラインサイドでの測定を要求されるようになってきている。このような状況下、測定精度を維持するため、三次元座標測定装置では、エアパッド及び駆動部をカバーで覆っている。
【0006】
しかしながら、カバーで覆うことで、カバーの内部に熱が滞留してしまい、三次元座標測定装置の測定精度が悪化する懸念があった。
【0007】
本発明は、このような事情に鑑みてなされたもので、カバーの内部の熱の影響を抑止し、測定精度の向上を図ることができる三次元座標測定装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
第1態様に係る三次元座標測定装置は、測定対象物を載置する定盤と、定盤を跨いで定盤のY軸方向に移動自在な門型のYキャリッジであって、二つの支柱部材により定盤に支持されるYキャリッジと、を備え、二つの支柱部材のうち一方の第1支柱部材は、YキャリッジのY軸方向への移動を可能にする第1エアパッドと第1駆動部とを有し、第1支柱部材には、第1エアパッドと第1駆動部とを覆う第1Yキャリッジカバーが設けられ、第1Yキャリッジカバーは、Z軸方向の最も高い位置を画定し、第1Yキャリッジカバーの一部形状を構成する第1トラス形状を有し、第1トラス形状に近接した位置には第1排気口が設けられる。
【0009】
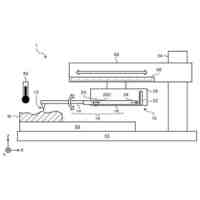
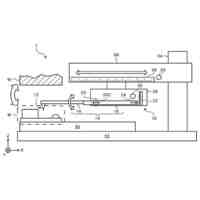
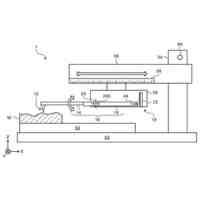
第2態様に係る三次元座標測定装置において、Yキャリッジに設けられ、二つの支柱部材の上端部に架け渡されてX軸方向に沿って延在するXガイドと、Xガイドに沿ってX軸方向に移動自在なXキャリッジと、を備え、Xキャリッジは、X軸方向への移動を可能にする第2エアパッドと第2駆動部とを有し、二つの支柱部材の間には、第2エアパッドと第2駆動部とXガイドとを覆うXガイドカバーが設けられ、Xガイドカバーは、Z軸方向の最も高い位置を画定し、Xガイドカバーの一部形状を構成する第2トラス形状を有し、第2トラス形状に近接した位置には第2排気口が設けられる。
【0010】
第3態様に係る三次元座標測定装置において、Xキャリッジに設けられたZキャリッジと、Zキャリッジに沿ってZ軸方向に移動可能であり、且つ、下端部に測定プローブを支持するZガイドと、を備え、Zキャリッジは、ZガイドのZ軸方向への移動を可能にする第3エアパッドと第3駆動部とを有し、第3エアパッドと第3駆動部と覆うZキャリッジカバーが設けられ、Zキャリッジカバーは、Z軸方向の最も高い位置を画定し、Zキャリッジカバーの一部形状を構成する第3トラス形状を有し、第3トラス形状に近接した位置に第3排気口が設けられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
測定装置
4日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
測定装置
4日前
株式会社東京精密
測定装置
4日前
株式会社東京精密
測定装置
4日前
株式会社東京精密
CMP装置
今日
株式会社東京精密
収容ボックス
1か月前
株式会社東京精密
ワーク加工装置
1日前
株式会社東京精密
シート剥離装置
29日前
株式会社東京精密
三次元座標測定機
1日前
株式会社東京精密
三次元座標測定機
1日前
株式会社東京精密
三次元座標測定装置
1日前
株式会社東京精密
研磨装置の保持面加工方法
4日前
株式会社東京精密
光路切替装置及び測定装置
19日前
株式会社東京精密
ウェハ保護テープ剥離装置
11日前
株式会社東京精密
半導体ウェーハ研削砥石装置
4日前
株式会社東京精密
亀裂検出装置及びその診断方法
25日前
株式会社東京精密
ワークアライメント装置及び方法
4日前
株式会社東京精密
研磨終点検出装置及びCMP装置
1日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
28日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
22日前
株式会社東京精密
半導体ウェーハ研削装置および研削方法
1日前
株式会社東京精密
測定力調整機構及びそれを備える測定装置
1日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
株式会社東京精密
研削砥石のツルーイング方法及びツルーイング装置
11日前
株式会社東京精密
加工装置、方法、及び、学習済みモデルの生成方法
28日前
株式会社東京精密
プローブ校正方法、プログラム、制御装置及び測定装置
12日前
株式会社東京精密
ウェーハの面取り加工方法及びそれに用いられる面取り装置
11日前
株式会社東京精密
搬送ユニット
13日前
株式会社東京精密
ブレード検出装置
11日前
株式会社東京精密
亀裂検出装置及び方法
28日前
株式会社東京精密
加工システム及び方法
21日前
株式会社東京精密
ワーク加工装置及びワーク加工装置の制御方法
1か月前
株式会社東京精密
ワーク加工装置、ワーク加工装置の制御方法、及びサーバ
1か月前
日本精機株式会社
表示装置
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ