TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115122
公報種別
公開特許公報(A)
公開日
2024-08-26
出願番号
2023020612
出願日
2023-02-14
発明の名称
静翼の補修方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
F01D
9/04 20060101AFI20240819BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】静翼のシュラウドが損傷した場合に、このシュラウドを補修する。
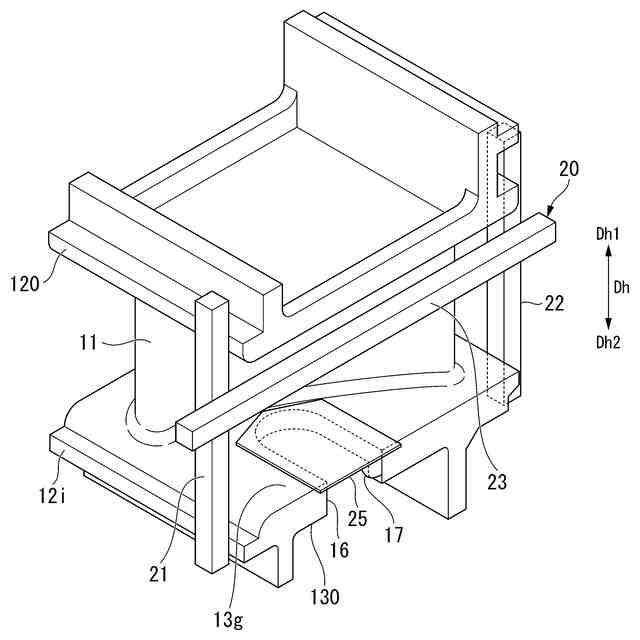
【解決手段】静翼の補修方法では、二つのシュラウドのうちの一方のシュラウド中の損傷箇所を除去する損傷箇所除去工程と、二つのシュラウドのそれぞれに接して、二つのシュラウド間の相対位置の変化を抑制する変形抑制部材を配置する部材配置工程と、前記損傷箇所除去工程及び前記部材配置工程後に、前記一方のシュラウド中で前記損傷箇所が除去された除去部分に肉盛り溶接して、前記除去部分を埋める肉盛り溶接工程と、前記肉盛り溶接工程後に、前記変形抑制部材を前記静翼から外す部材取外工程と、前記一方のシュラウド中で少なくとも前記肉盛り溶接された部分の表面を研磨する仕上げ工程と、を実行する。
【選択図】図4
特許請求の範囲
【請求項1】
断面が翼型を成し、前記断面に垂直な翼高さ方向に延びる翼体と、前記翼体における前記翼高さ方向の一方側の端に設けられている外側シュラウドと、前記翼体における前記翼高さ方向の他方側の端に設けられている内側シュラウドと、を有する静翼で、前記外側シュラウドと前記内側シュラウドとのうち、一方のシュラウドの損傷箇所を補修する静翼の補修方法において、
前記一方のシュラウド中の前記損傷箇所を除去する損傷箇所除去工程と、
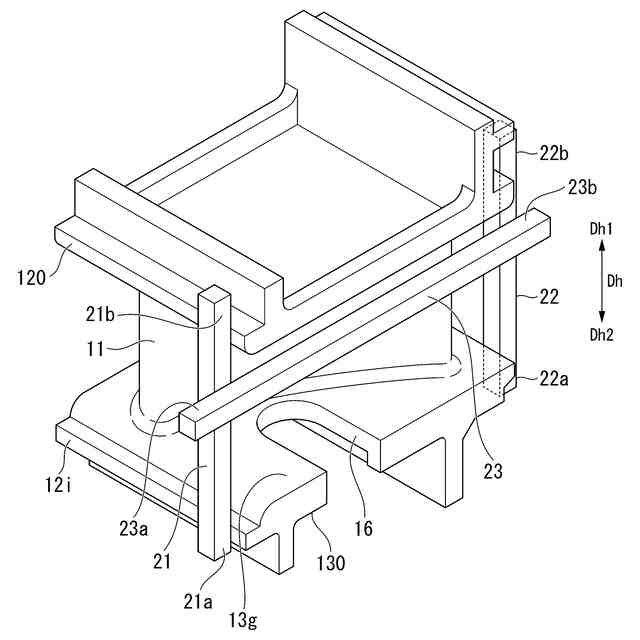
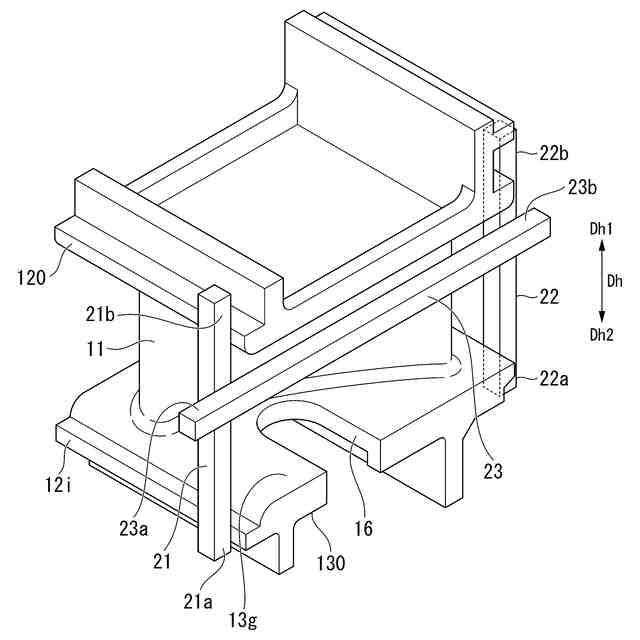
前記外側シュラウド及び前記内側シュラウドに接して、前記外側シュラウドと前記内側シュラウドとの相対位置の変化を抑制する変形抑制部材を配置する部材配置工程と、
前記損傷箇所除去工程及び前記部材配置工程後に、前記一方のシュラウド中で前記損傷箇所が除去された除去部分に肉盛り溶接して、前記除去部分を埋める肉盛り溶接工程と、
前記肉盛り溶接工程後に、前記変形抑制部材を前記静翼から外す部材取外工程と、
前記一方のシュラウド中で少なくとも前記肉盛り溶接された部分の表面を研磨する仕上げ工程と、
を実行する静翼の補修方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の静翼の補修方法において、
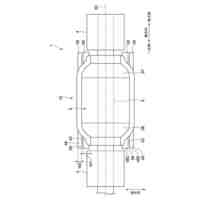
前記変形抑制部材は、第一端と第二端とを有する柱を有し、
前記部材配置工程では、前記柱の前記第一端を前記一方のシュラウド中で前記損傷箇所を除く部分に固定し、前記柱の前記第二端を前記外側シュラウドと前記内側シュラウドとのうちの他方のシュラウドに固定する、
静翼の補修方法。
【請求項3】
請求項2に記載の静翼の補修方法において、
前記変形抑制部材は、前記柱は、前記第一端と前記第二端とを有する第一柱と、前記第一端と前記第二端とを有する第二柱と、を有し、
前記部材配置工程では、前記第一柱と前記第二柱との間に前記一方のシュラウド中の前記除去部分が位置するよう、前記第一柱の前記第一端及び前記第二柱の前記第一端を前記一方のシュラウドに固定し、前記第一柱の前記第二端及び前記第二柱の第二端を前記他方のシュラウドに固定する、
静翼の補修方法。
【請求項4】
請求項3に記載の静翼の補修方法において、
前記変形抑制部材は、前記第一柱に固定される第一端と前記第二柱に固定される第二端とを有する梁を有し、
前記部材配置工程では、前記梁の前記第一端を前記第一柱に固定し、前記梁の第二端を前記第二柱に固定して、前記第一柱と前記第二柱とを前記梁で連結する、
静翼の補修方法。
【請求項5】
請求項4に記載の静翼の補修方法において、
前記部材配置工程では、前記梁の前記第一端を前記第一柱に溶接接合し、前記梁の第二端を前記第二柱に溶接接合する、
静翼の補修方法。
【請求項6】
請求項2から5のいずれか一項に記載の静翼の補修方法において、
前記部材配置工程では、前記柱の前記第一端を前記一方のシュラウドに溶接接合し、前記柱の前記第二端を前記他方のシュラウドに溶接接合する、
静翼の補修方法。
【請求項7】
請求項1から5のいずれか一項に記載の静翼の補修方法において、
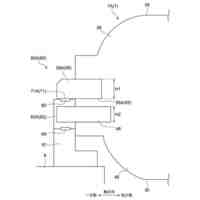
前記外側シュラウド及び前記内側シュラウドは、いずれも、前記翼高さ方向で前記翼体が存在する側を向くガスパス面と、前記ガスパス面と背合わせの関係にある反ガスパス面とを有し、
前記一方のシュラウド中の前記除去部分が、前記一方のシュラウドの前記ガスパス面の一部から前記一方のシュラウドの前記反ガスパス面の一部まで、前記一方のシュラウドを貫通している場合、前記肉盛り溶接工程では、前記一方のシュラウドの前記ガスパス面に銅又は真鍮で形成された当て板を接触させて、前記反ガスパス面の側から前記除去部分に肉盛り溶接する、
静翼の補修方法。
【請求項8】
請求項1から5のいずれか一項に記載の静翼の補修方法において、
前記肉盛り溶接工程後であって前記部材取外工程前の静翼に対して、肉盛り溶接で生じた溶接残留応力を低減するための熱処理を行う熱処理工程を実行する、
静翼の補修方法。
【請求項9】
請求項8に記載の静翼の補修方法において、
前記変形抑制部材を形成する材料は、前記静翼の母材と同じ材料である、
静翼の補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、静翼の補修方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
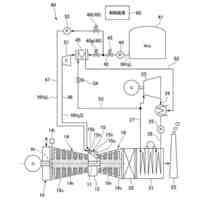
ガスタービンは、高温高圧の燃焼ガスに晒される動翼及び静翼を備える。これらの翼は、いずれも、燃焼ガスの熱等により損傷することがある。
【0003】
以下の特許文献1には、動翼の先端部に形成されているチップフィンが損傷した場合、損傷した部分に肉盛り溶接して、この動翼を補修する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-283852号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
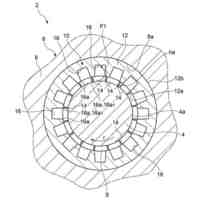
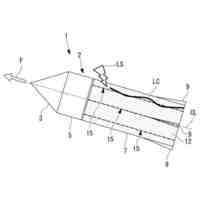
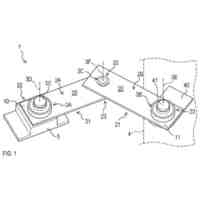
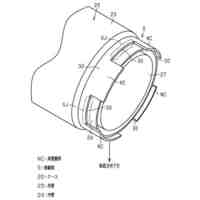
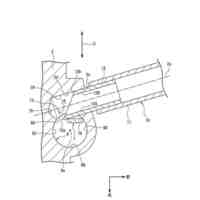
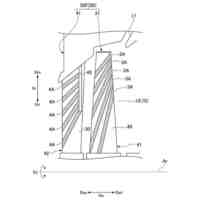
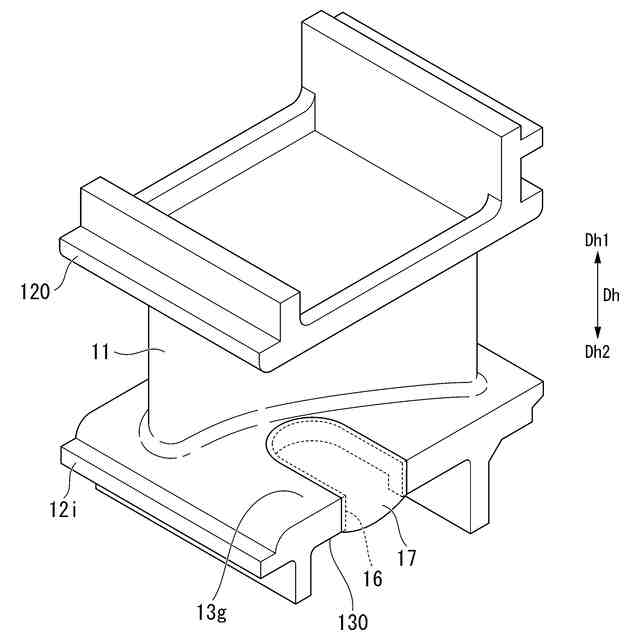
ガスタービンの静翼は、翼体と、翼体における一方側の端に設けられている外側シュラウドと、翼体における他方側の端に設けられている内側シュラウドと、を有する。
【0006】
本開示は、ガスタービンの静翼中で、外側シュラウドと内側シュラウドとのうちの一方のシュラウドが損傷した場合、この静翼を補修する技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための発明に係る一態様としての静翼の補修方法は、以下の静翼に適用される。
この静翼は、断面が翼型を成し、前記断面に垂直な翼高さ方向に延びる翼体と、前記翼体における前記翼高さ方向の一方側の端に設けられている外側シュラウドと、前記翼体における前記翼高さ方向の他方側の端に設けられている内側シュラウドと、を有する。
この静翼の補修方法では、前記外側シュラウドと前記内側シュラウドとのうち、一方のシュラウドの損傷箇所を除去する損傷箇所除去工程と、前記外側シュラウド及び前記内側シュラウドに接して、前記外側シュラウドと前記内側シュラウドとの相対位置の変化を抑制する変形抑制部材を配置する部材配置工程と、前記損傷箇所除去工程及び前記部材配置工程後に、前記一方のシュラウド中で前記損傷箇所が除去された除去部分に肉盛り溶接して、前記除去部分を埋める肉盛り溶接工程と、前記肉盛り溶接工程後に、前記変形抑制部材を前記静翼から外す部材取外工程と、前記一方のシュラウド中で少なくとも前記肉盛り溶接された部分の表面を研磨する仕上げ工程と、を実行する。
【0008】
本態様では、静翼の外側シュラウドと内側シュラウドとのうち、一方のシュラウドが損傷した場合でも、この一方のシュラウドの損傷箇所を補修することができる。
【0009】
損傷箇所が除去された除去部分に肉盛り溶接する際、一方のシュラウドへの入熱により、例えば、一方のシュラウドと翼体との接続部分等の変形により、二つのシュラウドの相対位置が変化する可能性がある。本態様では、肉盛り溶接前に変形抑制部材を配置するので、肉盛り溶接時における二つのシュラウドの相対位置の変化を抑制することができる。
【発明の効果】
【0010】
本開示の一態様によれば、外側シュラウドと内側シュラウドとのうちの一方のシュラウドが損傷した場合、この静翼を補修することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
装甲車
6日前
三菱重工業株式会社
真空成形方法
6日前
三菱重工業株式会社
攪拌翼及び攪拌装置
6日前
三菱重工業株式会社
払出システム及び払出方法
6日前
三菱重工業株式会社
バーナ及びボイラ並びに燃焼方法
6日前
三菱重工業株式会社
管理方法、管理装置及びプログラム
6日前
三菱重工業株式会社
回転機械用シール装置及び回転機械
7日前
三菱重工業株式会社
三次元造形方法、および、三次元造形装置
今日
三菱重工業株式会社
制御装置、ロボット溶接システム及び溶接方法
6日前
三菱重工業株式会社
ロケットの耐雷構造及びこれを備えたロケット
6日前
三菱重工業株式会社
相変化検出装置、および、液化ガス供給システム
6日前
三菱重工業株式会社
廃棄物処理システム及びこの廃棄物処理システムの運転方法
6日前
三菱重工業株式会社
ガスタービンシステム
8日前
三菱重工業株式会社
監視装置、ネットワーク監視システム、船舶、監視方法および監視プログラム
8日前
三菱重工業株式会社
線源推定方法、線量低減対策評価方法、画像再現方法、線源推定装置及びプログラム
6日前
三菱重工業株式会社
ロケットの耐雷構造及びこれを備えたロケット並びにロケットの耐雷構造の製造方法
6日前
スズキ株式会社
触媒暖機システム
1か月前
株式会社ミクニ
バルブタイミング変更装置
1か月前
トヨタ自動車株式会社
オイルレベル検出装置
20日前
フタバ産業株式会社
支持部材
1か月前
トヨタ自動車株式会社
車両
今日
フタバ産業株式会社
カバー部材
21日前
トヨタ自動車株式会社
バルブタイミング制御装置
22日前
トヨタ自動車株式会社
オイルタンク
1か月前
トヨタ自動車株式会社
シリンダヘッドカバー
29日前
トヨタ自動車株式会社
電気加熱式の触媒装置
1か月前
トヨタ自動車株式会社
内燃機関の排気処理装置
1か月前
三菱重工業株式会社
タービンケーシング
28日前
トヨタ自動車株式会社
車両
27日前
フタバ産業株式会社
二酸化炭素分離装置
27日前
三菱重工業株式会社
タービンケーシングユニット
28日前
スズキ株式会社
過給機のオイル戻し構造
27日前
三菱重工業株式会社
タービン動翼及びガスタービン
29日前
ヤンマーホールディングス株式会社
エンジン
20日前
株式会社豊田自動織機
内燃機関の排気浄化装置
6日前
三菱重工コンプレッサ株式会社
蒸気タービン
27日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ