TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024089869
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022205369
出願日
2022-12-22
発明の名称
焼結体、焼結体の製造方法
出願人
日本ピストンリング株式会社
代理人
個人
,
個人
主分類
C22C
33/02 20060101AFI20240627BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】鋳包まれる軽金属合金との間の境界強度を向上させた焼結体の製造方法を提供する。
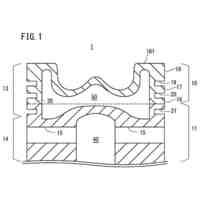
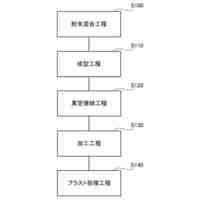
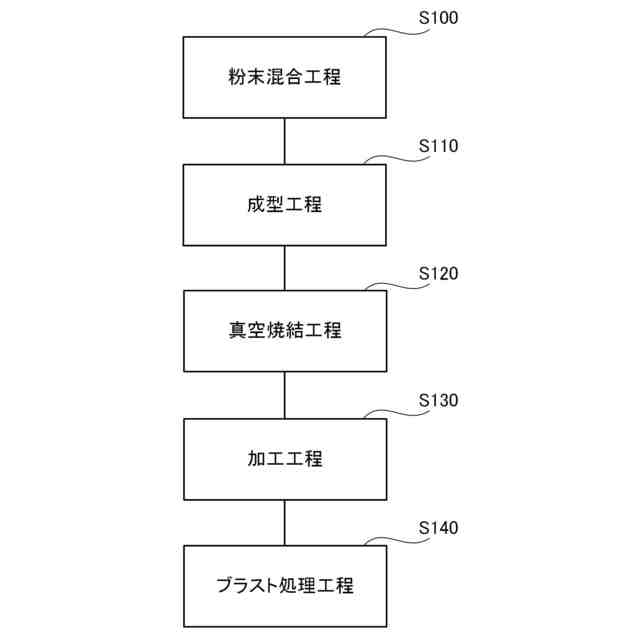
【解決手段】本発明の焼結体の製造方法は、軽金属合金で鋳包まれる焼結体の製造方法であって、質量%で、C:0.5~2.5%、Cu:5~40%を含み、残部における主成分がFeとなる組成の金属粉末を所望の形状に成型することにより圧粉体を設ける成型工程と、前記圧粉体を真空下で焼結することにより前記焼結体を設ける真空焼結工程と、前記焼結体の表面の少なくとも一部に対してアルミナ粒子を含む粒子を吹き付けるブラスト処理により、前記焼結体の表面に複数の凹凸部を有する粗面領域を設けるブラスト処理工程と、を備える。
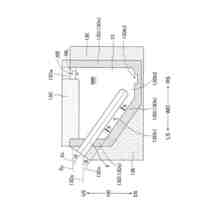
【選択図】 図5
特許請求の範囲
【請求項1】
軽金属合金で鋳包まれる焼結体の製造方法であって、
質量%で、C:0.5~2.5%、Cu:5~40%を含み、残部における主成分がFeとなる組成の金属粉末を所望の形状に成型することにより圧粉体を設ける成型工程と、
前記圧粉体を真空下で焼結することにより前記焼結体を設ける真空焼結工程と、
前記焼結体の表面の少なくとも一部に対してアルミナ粒子を含む粒子を吹き付けるブラスト処理により、前記焼結体の表面に複数の凹凸部を有する粗面領域を設けるブラスト処理工程と、
を備えることを特徴とする、
焼結体の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記金属粉末には、還元法、又は機械的粉砕法により造粉された還元鉄粉が含まれることを特徴とする、
請求項1に記載の焼結体の製造方法。
【請求項3】
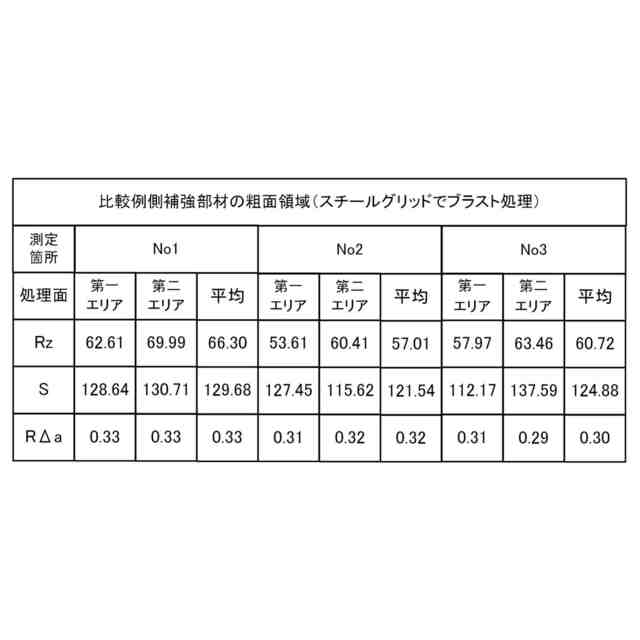
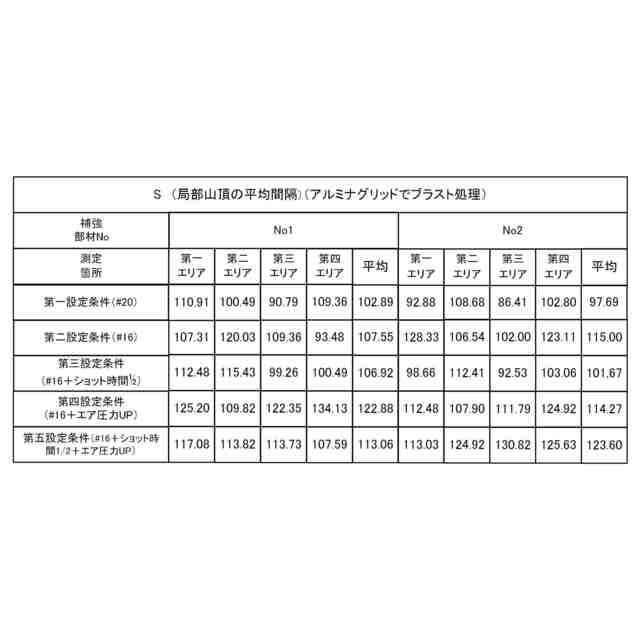
前記粗面領域における4つの領域のそれぞれにおいて導出した前記凹凸部の凸部分を構成する突出部の算術平均傾斜RΔaの平均を算術平均傾斜4点平均と定義し、前記粗面領域における4つの領域のそれぞれにおいて導出した隣接する前記突出部の頂点の平均間隔Sの前記粗面領域における平均を平均間隔4点平均と定義した際、
前記ブラスト処理工程では、前記算術平均傾斜4点平均が0.34以上で、前記平均間隔4点平均が116.9μm以下となるようにブラスト処理が行われることを特徴とする、
請求項1に記載の焼結体の製造方法。
【請求項4】
前記ブラスト処理工程では、前記平均間隔4点平均が90μm以上となるようにブラスト処理が行われることを特徴とする、
請求項3に記載の焼結体の製造方法。
【請求項5】
前記ブラスト処理工程では、300~1700μmの範囲の粒度分布を有する前記アルミナ粒子を用いることを特徴とする、
請求項3に記載の焼結体の製造方法。
【請求項6】
前記ブラスト処理工程では、アルミナで構成されるアルミナ領域が前記粗面領域の表面に露出するように設けられることを特徴とする、
請求項1に記載の焼結体の製造方法。
【請求項7】
前記アルミナ領域は、前記凹凸部の凹部分を構成する窪み部の最深部を起点として前記窪み部の深さ方向の前記焼結体の内部側に広がることを特徴とする、
請求項6に記載の焼結体の製造方法。
【請求項8】
前記アルミナ領域の少なくとも一部は、前記焼結体が前記軽金属合金で鋳包れる際に、前記軽金属合金に接触することを特徴とする、
請求項6に記載の焼結体の製造方法。
【請求項9】
前記真空焼結工程では、前記粗面領域の表面近傍の前記焼結体の空孔の圧力が真空にされ、
前記ブラスト処理工程では、前記空孔を塞ぐ遊離Cu相が前記粗面領域の表面に露出し、
前記焼結体が前記軽金属合金で鋳包れる際に、前記空孔を塞ぐ前記遊離Cu相に前記軽金属合金の溶湯が接触して、前記空孔の内部と外部の圧力差により前記軽金属合金の溶湯が前記空孔に移動することを特徴とする、
請求項1に記載の焼結体の製造方法。
【請求項10】
軽金属合金で鋳包れる焼結体であって、
前記焼結体は、質量%で、C:0.5~2.5%、Cu:5~40%を含み、残部における主成分がFeとなる組成を有し、
自身の外周面において複数の凹凸部を有する粗面領域を備え、
前記粗面領域における4つの領域のそれぞれにおいて導出した前記凹凸部の凸部分を構成する突出部の算術平均傾斜RΔaの平均を算術平均傾斜4点平均と定義し、前記粗面領域における4つの領域のそれぞれにおいて導出した隣接する前記突出部の頂点の平均間隔Sの前記粗面領域における平均を平均間隔4点平均と定義した際、
前記算術平均傾斜4点平均が0.34以上で、前記平均間隔4点平均が116.9μm以下であることを特徴とする、
焼結体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結体、及び焼結体の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車部品の軽量化および放熱性を高める目的から、軽金属合金の一種である、アルミニウム合金製の自動車部品が一般化しつつある。しかし、アルミニウム合金は、従来の鋳鉄に比べて強度、耐摩耗性、剛性等の機械的特性が低いことや、熱膨張係数が高いことなど、自動車用構造部材としての材料特性が不足する場合があるという問題が生じている。アルミニウム合金製部材の材料特性向上方法の一つに、重力鋳造、ダイカスト鋳造等によって、異種材料を鋳包む技術や、異種材料との複合化技術がある。その複合化技術として、例えば、アルミニウム合金製のシリンダブロック本体の下部に取り付けられるアルミニウム合金製ハウジングキャップの軸受部に、鉄系材料を鋳包んだエンジンブロックが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開昭60-219436号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、鉄系材料がアルミニウム合金で鋳包まれる過程で、アルミニウム合金の溶湯が鉄系材料に接した状態でアルミニウム合金の溶湯が固まる際、アルミニウム合金には、場所ごとの温度差に起因した引張力が生じる。この際、鉄系材料からアルミニウム合金が剥がれるおそれがある。
【0005】
本発明は、斯かる実情に鑑み、鋳包まれる軽金属合金との間の境界強度を向上させた焼結体、及びその焼結体の製造方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、軽金属合金で鋳包まれる焼結体の製造方法であって、質量%で、C:0.5~2.5%、Cu:5~40%を含み、残部における主成分がFeとなる組成の金属粉末を所望の形状に成型することにより圧粉体を設ける成型工程と、前記圧粉体を真空下で焼結することにより前記焼結体を設ける真空焼結工程と、前記焼結体の表面の少なくとも一部に対してアルミナ粒子を含む粒子を吹き付けるブラスト処理により、前記焼結体の表面に複数の凹凸部を有する粗面領域を設けるブラスト処理工程と、を備えることを特徴とする、焼結体の製造方法である。
【0007】
また、本発明の焼結体の製造方法において、前記金属粉末には、還元法、又は機械的粉砕法により造粉された還元鉄粉が含まれることを特徴とする。
【0008】
また、本発明の焼結体の製造方法において、前記粗面領域における4つの領域のそれぞれにおいて導出した前記凹凸部の凸部分を構成する突出部の算術平均傾斜RΔaの平均を算術平均傾斜4点平均と定義し、前記粗面領域における4つの領域のそれぞれにおいて導出した隣接する前記突出部の頂点の平均間隔Sの前記粗面領域における平均を平均間隔4点平均と定義した際、前記ブラスト処理工程では、前記算術平均傾斜4点平均が0.34以上で、前記平均間隔4点平均が116.9μm以下となるようブラスト処理が行われることを特徴とする。
【0009】
また、本発明の焼結体の製造方法において、前記ブラスト処理工程では、前記平均間隔4点平均が90μm以上となるようブラスト処理が行われることを特徴とする。
【0010】
また、本発明の焼結体の製造方法において、前記ブラスト処理工程では、300~1700μmの範囲の粒度分布を有する前記アルミナ粒子を用いることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ハイモ株式会社
水中の金属の回収方法
1か月前
大同特殊鋼株式会社
鋼材及び金型
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
接合継手
2か月前
日本製鉄株式会社
接合継手
2か月前
住友金属鉱山株式会社
銀粉の製造方法
2か月前
石福金属興業株式会社
プローブピン用合金材料
4日前
日本冶金工業株式会社
抗菌性に優れるNi合金
2か月前
住友金属鉱山株式会社
有価金属の製造方法
26日前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
MAアルミニウム株式会社
アルミニウム合金圧延材
6日前
住友金属鉱山株式会社
銅製錬原料の供給方法
27日前
日本製鉄株式会社
スチールピストン
2か月前
株式会社トウネツ
金属溶湯炉
1か月前
大同特殊鋼株式会社
浸炭用鋼およびその製造方法
1か月前
住友金属鉱山株式会社
ニッケル酸化鉱石の製錬方法
17日前
日本製鉄株式会社
シャフト部材
1か月前
日本製鉄株式会社
オーステナイト系合金材
10日前
学校法人福岡工業大学
触媒の処理方法
1か月前
日本精線株式会社
ステンレス鋼極細線
1か月前
国立研究開発法人物質・材料研究機構
マグネシウム基合金伸展材
1か月前
住友金属鉱山株式会社
硫化水素ガスの除害設備
1か月前
日本製鉄株式会社
鋼板およびその製造方法
5日前
武生特殊鋼材株式会社
刃物用鋼
1か月前
日本ピストンリング株式会社
焼結体、焼結体の製造方法
3日前
大同特殊鋼株式会社
軟磁性金属粉体
19日前
山陽特殊製鋼株式会社
真空浸炭用鋼および真空浸炭鋼部品
1か月前
日本製鉄株式会社
焼結鉱の製造方法
27日前
山陽特殊製鋼株式会社
結晶粒度特性に優れた真空浸炭用鋼
1か月前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
1か月前
株式会社プロテリアル
金属の回収方法
1か月前
日本製鉄株式会社
溶接継手、及びタンク
1か月前
大同特殊鋼株式会社
ナノ結晶軟磁性材料
18日前
日本製鉄株式会社
溶接継手、及びタンク
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ