TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024078679
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191164
出願日
2022-11-30
発明の名称
非晶質合金片の製造方法
出願人
株式会社アイシン
代理人
弁理士法人坂本国際特許商標事務所
主分類
B21D
28/16 20060101AFI20240604BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】レーザ照射部を有する非晶質合金の薄帯を、安定した加工品質で切断又は割断可能とする。
【解決手段】非晶質合金の薄帯を準備する工程と、薄帯における対象領域の境界に沿って凹部が形成されるように、レーザを照射する工程と、薄帯を境界に沿って切断又は割断する切断又は割断工程とを含み、切断又は割断工程は、薄帯の表面に対して垂直な方向に沿って、薄帯の表面における凹部の開口側から閉口側に向けて、切断又は割断用の加工部を移動させることで、薄帯を切断又は割断することを含む、非晶質合金片の製造方法が開示される。
【選択図】図7
特許請求の範囲
【請求項1】
非晶質合金の薄帯を準備する工程と、
前記薄帯における対象領域の境界に沿って凹部が形成されるように、レーザを照射する照射工程と、
前記薄帯を前記境界に沿って切断又は割断する切断又は割断工程とを含み、
前記切断又は割断工程は、前記薄帯の表面に対して垂直な方向に沿って、前記薄帯の表面における前記凹部の開口側から閉口側に向けて、切断又は割断用の加工部を移動させることで、前記薄帯を切断又は割断することを含む、非晶質合金片の製造方法。
続きを表示(約 330 文字)
【請求項2】
前記切断又は割断工程は、前記薄帯は、前記凹部の際(きわ)に対して一定距離だけ離れた位置が切断又は割断の起点位置となるように、前記可動工具に対して相対的に位置付けられる、請求項1に記載の非晶質合金片の製造方法。
【請求項3】
前記可動工具は、前記薄帯の表面に対して垂直な方向に視て、前記対象領域に重なる、請求項1に記載の非晶質合金片の製造方法。
【請求項4】
前記照射工程は、前記境界に沿って複数のレーザ照射部が不照射部を介して隣り合う態様で形成されるように、レーザを照射することを含み、前記複数のレーザ照射部は、前記凹部を形成する、請求項1から3のうちのいずれか1項に記載の非晶質合金片の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、非晶質合金片の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
非晶質合金の薄帯の難加工性(打抜き加工に係る難加工性)を考慮して、非晶質合金の薄帯に対して事前に連続的にレーザを照射してレーザ照射部(凹部)による連続的な輪郭線を形成し、当該連続的な輪郭線に沿って打抜き加工を行う技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2022-40071号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような従来技術では、輪郭線に沿って打抜き加工を行う際の、打抜き方向によっては、レーザ照射部(凹部)に対して、安定した加工品質で打抜き加工を行うことが難しい。
【0005】
そこで、1つの側面では、本開示は、レーザ照射部を有する非晶質合金の薄帯を、安定した加工品質で切断又は割断可能とすることを目的とする。
【課題を解決するための手段】
【0006】
1つの側面では、非晶質合金の薄帯を準備する工程と、
前記薄帯における対象領域の境界に沿って凹部が形成されるように、レーザを照射する照射工程と、
前記薄帯を前記境界に沿って切断又は割断する切断又は割断工程とを含み、
前記切断又は割断工程は、前記薄帯の表面に対して垂直な方向に沿って、前記薄帯の表面における前記凹部の開口側から閉口側に向けて、切断又は割断用の加工部を移動させることで、前記薄帯を切断又は割断することを含む、非晶質合金片の製造方法が提供される。
【発明の効果】
【0007】
1つの側面では、本開示によれば、レーザ照射部を有する非晶質合金の薄帯を、安定した加工品質で切断又は割断することが可能となる。
【図面の簡単な説明】
【0008】
本実施例による非晶質合金片の製造方法が適用される積層鉄心の製造方法を示す概略的なフローチャートである。
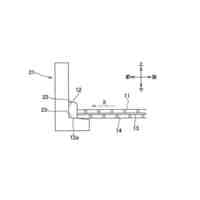
本製造方法の説明図であり、本製造方法を実現するための製造装置とワークを示す概略図である。
不連続型のレーザ照射部が形成されたワークの一部の平面図である。
図3のQ1部の拡大図である。
非晶質合金片を概略的に示す平面図である。
レーザ照射部の断面形状を模式的に示す図であり、図3AのラインA-Aに沿った断面図である。
図5に示す断面視に対応する断面図により、プレス加工の際の打抜き方向等の説明図である。
図5に示す断面視に対応する断面図により、プレス加工中のワークの状態を模式的に示す説明図である。
比較例による打抜き方向の説明図である。
レーザ照射部をパンチが通過する場合の位置関係を示す説明図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら各実施例について詳細に説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
【0010】
図1は、本実施例による非晶質合金片80の製造方法が適用される積層鉄心30の製造方法を示す概略的なフローチャートである。図2は、本製造方法の説明図であり、本製造方法を実現するための製造装置100とワークWを示す概略図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
プレス装置
1か月前
トヨタ自動車株式会社
鍛造加工装置
2日前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
27日前
トヨタ自動車株式会社
プレス装置
13日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
JFEスチール株式会社
圧延方法
1か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
2日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
2か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
13日前
フタバ産業株式会社
配管部品の製造方法
1か月前
株式会社アマダ
金型反転装置
2か月前
日本製鉄株式会社
チタン合金板の製造方法
20日前
株式会社アマダ
金型収納装置
1か月前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
1か月前
株式会社TMEIC
ワークロール開閉装置
20日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ