TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024062592
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2022170536
出願日
2022-10-25
発明の名称
基材、基材の製造方法、及び乗物用内装材の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
D04H
1/4374 20120101AFI20240501BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】循環型社会の実現やカーボンニュートラルへの貢献ができる基材、基材の製造方法、及び乗物用内装材の製造方法を提供する。
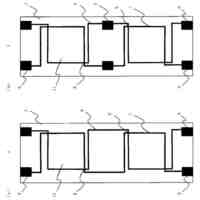
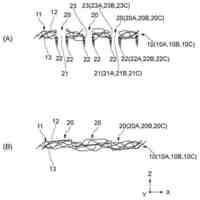
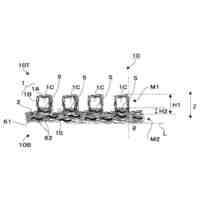
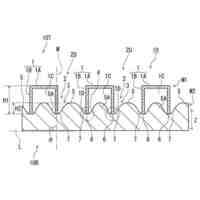
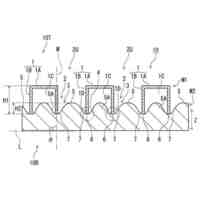
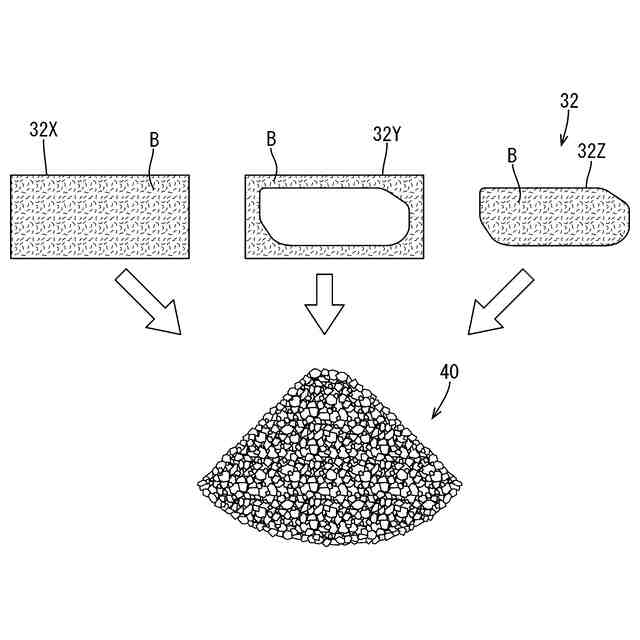
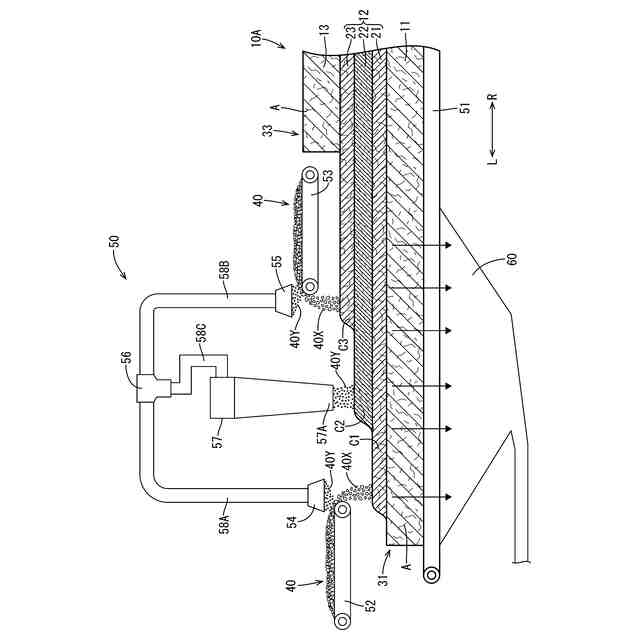
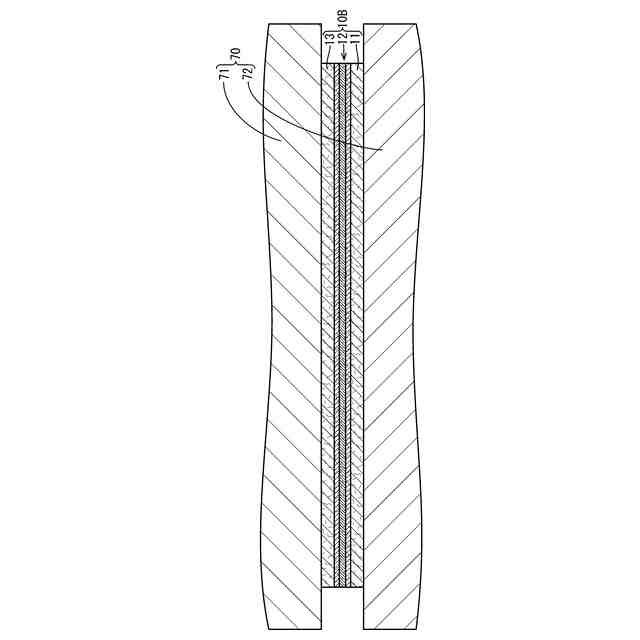
【解決手段】第1繊維樹脂層11と、第1繊維樹脂層11上に積層した第2繊維樹脂層12と、第2繊維樹脂層12上に積層した第3繊維樹脂層13と、を備え、第1繊維樹脂層11及び第3繊維樹脂層13は、繊維Aと、熱可塑性樹脂と、を少なくとも含んで構成され、第2繊維樹脂層12は、繊維Bと、繊維Bに結着した熱可塑性樹脂と、を少なくとも含んで構成された繊維樹脂体32の粉砕物40からなる層状体であって、繊維Bが粉砕されたことで、繊維Aよりも長さが短い繊維Cを含む、基材10。
【選択図】図1
特許請求の範囲
【請求項1】
第1繊維樹脂層と、
前記第1繊維樹脂層上に積層した第2繊維樹脂層と、
前記第2繊維樹脂層上に積層した第3繊維樹脂層と、を備え、
前記第1繊維樹脂層及び前記第3繊維樹脂層は、繊維Aと、熱可塑性樹脂と、を少なくとも含んで構成され、
前記第2繊維樹脂層は、繊維Bと、前記繊維Bに結着した熱可塑性樹脂と、を少なくとも含んで構成された繊維樹脂体の粉砕物からなる層状体であって、前記繊維Bが粉砕されたことで、前記繊維Aよりも長さが短い繊維Cを含む、基材。
続きを表示(約 1,300 文字)
【請求項2】
前記第2繊維樹脂層は、
繊維C1層と、
前記繊維C1層上に積層した繊維C2層と、
前記繊維C2層上に積層した繊維C3層と、を備え、
前記繊維C2層に含まれる繊維C2は、前記繊維C1層に含まれる繊維C1及び前記繊維C3層に含まれる繊維C3よりも長さが短い、請求項1に記載の基材。
【請求項3】
繊維Aと熱可塑性樹脂とを少なくとも含んで構成される第1繊維樹脂体及び第3繊維樹脂体と、
繊維Bと前記繊維Bに結着した熱可塑性樹脂とを少なくとも含んで構成された第2繊維樹脂体の粉砕物であって、前記繊維Bが粉砕されたことで、前記繊維Aよりも長さが短い繊維Cを含む粉砕物と、を準備する準備工程と、
前記第1繊維樹脂体を層状にして第1繊維樹脂層を形成し、
前記第1繊維樹脂層上に、前記粉砕物を層状に積層して第2繊維樹脂層を形成し、
前記第2繊維樹脂層上に、前記第3繊維樹脂体を層状に積層して第3繊維樹脂層を形成する積層工程と、を含む、基材の製造方法。
【請求項4】
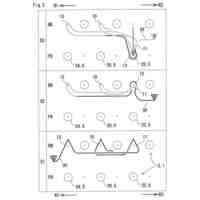
前記積層工程では、前記第1繊維樹脂層上において、前記粉砕物を落下させつつその一部を吸い上げて再び落下させることにより、
前記繊維Cのうち繊維C1を含んだ繊維C1層と、
前記繊維Cのうち前記繊維C1よりも長さが短い繊維C2を含み、前記繊維C1層上に積層した繊維C2層と、を備えた前記第2繊維樹脂層を、前記第1繊維樹脂層上に形成する、請求項3に記載の基材の製造方法。
【請求項5】
前記積層工程では、前記繊維Cのうち前記繊維C2よりも長さが長い繊維C3を含み、前記繊維C2層上に積層した繊維C3層を備えた前記第2繊維樹脂層を、前記第1繊維樹脂層上に形成する、請求項4に記載の基材の製造方法。
【請求項6】
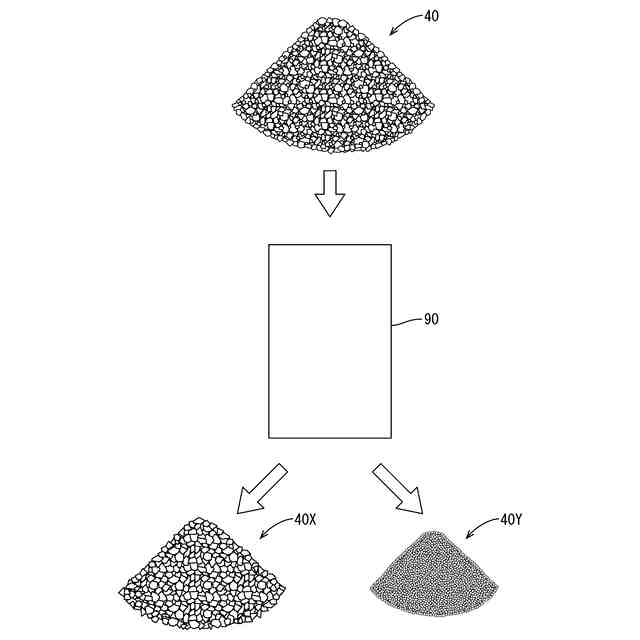
前記粉砕物をふるいにかけることにより、前記粉砕物を、前記繊維Cのうち繊維C1を含む繊維C1体と、前記繊維Cのうち前記繊維C1よりも長さが短い繊維C2を含む繊維C2体と、に分ける工程を含み、
前記積層工程では、
前記繊維C1体を層状にしてなる繊維C1層と、
前記繊維C1層上に前記繊維C2体を層状に積層してなる繊維C2層と、を備えた前記第2繊維樹脂層を、前記第1繊維樹脂層上に形成する、請求項3に記載の基材の製造方法。
【請求項7】
前記積層工程では、
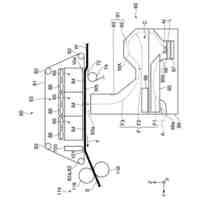
前記第1繊維樹脂層を搬送部上に形成し、前記第1繊維樹脂層を前記搬送部によって所定方向に搬送し、
前記搬送部によって搬送される前記第1繊維樹脂層を、前記搬送部の下方から吸引部によって吸引した状態で、前記第2繊維樹脂層と前記第3繊維樹脂層とを形成する、請求項3または請求項4に記載の基材の製造方法。
【請求項8】
請求項3または請求項4に記載の工程を行って製造された基材を加熱し、加熱された前記基材を上型と下型との間に挟んでプレスする工程を含む、乗物用内装材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、基材、基材の製造方法、及び乗物用内装材の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、乗物用内装材の製造方法(車両用内装材の成形方法)として、特許文献1に記載の技術が知られている。具体的に、特許文献1には、ガラス繊維や木質繊維等(以下、単に繊維と呼ぶことがある)にPEまたはPP等の熱可塑性樹脂を混入して形成された繊維樹脂部材(内装基材)を、180℃~200℃で、30~40秒間加熱し、プレス成形型の下型及び上型間に挿入してプレス成形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-190982号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
昨今では、循環型社会の実現やカーボンニュートラルへの貢献が求められているところ、特許文献1に開示の工程によって製造された内装基材では、繊維に熱可塑性樹脂が結着しているため、この内装基材から反毛等によって繊維を回収して再利用することが難しい。一方、内装基材を粉砕し、その粉砕物を例えば板状に成形して基材として再利用することが考えられるが、内装基材を粉砕すると、繊維の長さが短くなるため、粉砕物からなる基材について強度の低下が懸念される。
【0005】
本開示は上記のような事情に基づいて完成された技術であって、循環型社会の実現やカーボンニュートラルへの貢献ができる基材、基材の製造方法、及び乗物用内装材の製造方法を提供することを目的の一つとする。また、強度を向上できる基材、基材の製造方法、及び乗物用内装材の製造方法を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本開示は、第1繊維樹脂層と、前記第1繊維樹脂層上に積層した第2繊維樹脂層と、前記第2繊維樹脂層上に積層した第3繊維樹脂層と、を備え、前記第1繊維樹脂層及び前記第3繊維樹脂層は、繊維Aと、熱可塑性樹脂と、を少なくとも含んで構成され、前記第2繊維樹脂層は、繊維Bと、前記繊維Bに結着した熱可塑性樹脂と、を少なくとも含んで構成された繊維樹脂体の粉砕物からなる層状体であって、前記繊維Bが粉砕されたことで、前記繊維Aよりも長さが短い繊維Cを含む、基材である。
【0007】
このような基材によると、繊維Cを含む第2繊維樹脂層を、繊維Cよりも長さが長い繊維Aを含んだ層である第1繊維樹脂層と第3繊維樹脂層によって挟んだ構成となる。これにより、基材が所定部分を基点として上方や下方に曲げられた場合に、第2繊維樹脂層を挟む第1繊維樹脂層及び第3繊維樹脂層に含まれる比較的強度の高い繊維Aが、基材の曲がろうとする力に抵抗することができる。よって、第2繊維樹脂層が、繊維樹脂体の粉砕物からなる層状体であり繊維Aよりも長さが短い繊維Cを含んでいたとしても、繊維Aが有する補強効果を発揮させて強度を向上可能な基材とすることができる。また、第2繊維樹脂層の表裏側(上下側)を、繊維Aを含んだ層である第1繊維樹脂層及び第3繊維樹脂層によって覆うことで、第2繊維樹脂層が粉砕物からなるものであったとしても、表裏側において繊維Aの質感を生かした基材とすることができる。さらに、繊維樹脂体として、例えば、乗物用内装材の端材、乗物用内装材の規格外品、リサイクルされた乗物用内装材、カーペットの端材、天井材の端材等の繊維系廃材等(これらを、資材と呼ぶことがある)を採用し、これを粉砕した粉砕物を第2繊維樹脂層として使用することができるので、資材を活用して循環型社会の実現やカーボンニュートラルへの貢献が可能となる。
【0008】
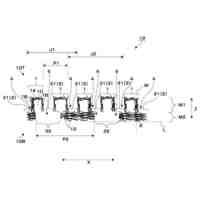
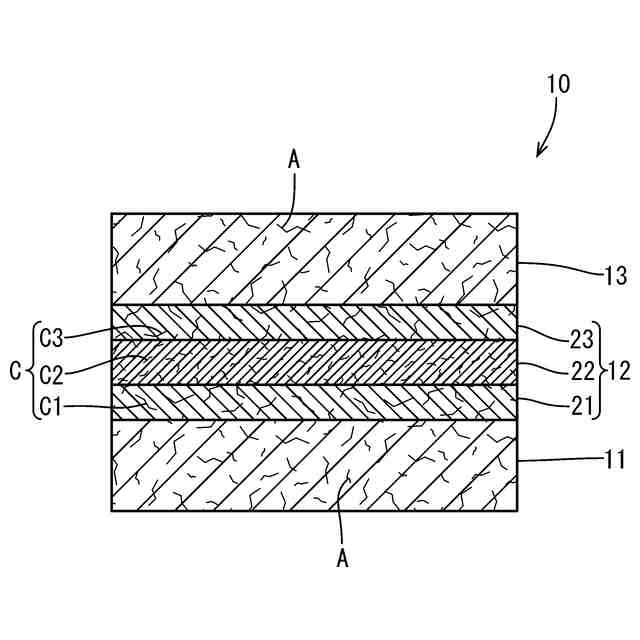
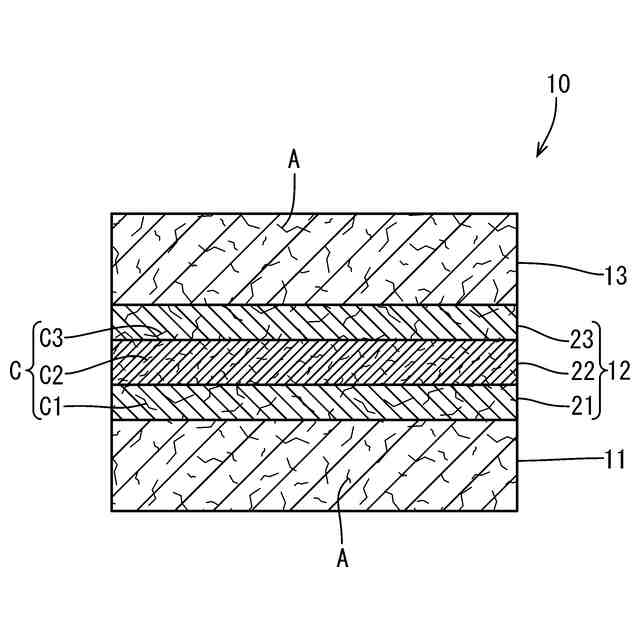
上記構成において、前記第2繊維樹脂層は、繊維C1層と、前記繊維C1層上に積層した繊維C2層と、前記繊維C2層上に積層した繊維C3層と、を備え、前記繊維C2層に含まれる繊維C2は、前記繊維C1層に含まれる繊維C1及び前記繊維C3層に含まれる繊維C3よりも長さが短くてもよい。
【0009】
このような基材によると、第2繊維樹脂層において、繊維C2を含む繊維C2層を、繊維C2よりも長さが長い繊維C1を含んだ繊維C1層と、繊維C2よりも長さが長い繊維C3を含んだ繊維C3層と、によって挟んだ構成となる。これにより、基材が所定部分を基点として上方や下方に曲げられた場合に、繊維C2層を挟む繊維C1層と繊維C3層に含まれる比較的強度の高い繊維C(繊維C1及び繊維C3)が、基材の曲がろうとする力に抵抗することができるので、強度をより向上可能な基材とすることができる。
【0010】
また、本開示は、繊維Aと熱可塑性樹脂とを少なくとも含んで構成される第1繊維樹脂体及び第3繊維樹脂体と、繊維Bと前記繊維Bに結着した熱可塑性樹脂とを少なくとも含んで構成された第2繊維樹脂体の粉砕物であって、前記繊維Bが粉砕されたことで、前記繊維Aよりも長さが短い繊維Cを含む粉砕物と、を準備する準備工程と、前記第1繊維樹脂体を層状にして第1繊維樹脂層を形成し、前記第1繊維樹脂層上に、前記粉砕物を層状に積層して第2繊維樹脂層を形成し、前記第2繊維樹脂層上に、前記第3繊維樹脂体を層状に積層して第3繊維樹脂層を形成する積層工程と、を含む、基材の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住江織物株式会社
水検知用布帛
2か月前
日本バイリーン株式会社
成形用基材
2か月前
株式会社島精機製作所
編地の編成方法
1か月前
株式会社折橋商店
藁網一重蛙股自動結節装置
1か月前
株式会社島精機製作所
筒状編地の編成方法
1か月前
株式会社島精機製作所
可動シンカーを備える横編機
1か月前
株式会社ポンド商会
四辺形の編み地を立体にする技術
6日前
帝人フロンティア株式会社
経編地および繊維製品
3日前
花王株式会社
不織布
9日前
セイコーエプソン株式会社
シート製造装置
16日前
コマツNTC株式会社
ブレイダ
1か月前
旭化成株式会社
積層セルロース繊維不織布
2か月前
株式会社KRI
芳香族ポリアミドナノファイバー不織布および糸の製造方法
1か月前
エム・エーライフマテリアルズ株式会社
網
1か月前
東レ株式会社
不織布、積層不織布、衛生材料、ならびに、不織布の製造方法
1か月前
日本エクスラン工業株式会社
吸収拡散不織布および該不織布を含む吸収性物品
1か月前
日本エクスラン工業株式会社
拡散吸収不織布および該不織布を含む吸収性物品
1か月前
シンワ株式会社
キッチン用不織布及びキッチン用不織布の製造方法
1か月前
帝人フロンティア株式会社
短繊維集合体及び中綿
1か月前
東レ株式会社
スパンボンド不織布、フィルター濾材、ならびに、エアフィルター
5日前
日本製紙クレシア株式会社
複合型不織布シート
1か月前
株式会社ユニバル
手芸用品及び手芸用品の指編み方法
1か月前
住友金属鉱山株式会社
赤外線遮蔽繊維構造物とこれを用いた衣類
1か月前
セイコーエプソン株式会社
シート製造装置、及び、シート製造方法
2か月前
セイコーエプソン株式会社
シート製造装置、及び、シート製造方法
2か月前
株式会社東北イノアック
繊維成形体及び止血パッド
2か月前
日本製紙クレシア株式会社
複合型不織布ワイパー
6日前
日本製紙クレシア株式会社
複合型不織布ワイパー
1か月前
日本製紙クレシア株式会社
複合型不織布の製造方法
2か月前
花王株式会社
吸収性物品用不織布
2か月前
花王株式会社
吸収性物品用不織布
2か月前
花王株式会社
吸収性物品用不織布
2か月前
セイコーエプソン株式会社
繊維構造体製造装置および繊維構造体製造方法
2か月前
花王株式会社
吸収性物品用不織布
2か月前
倉敷紡績株式会社
清涼性生地及びこれを用いた清涼性衣料
9日前
株式会社エアウィーヴ
フィラメント3次元結合体の製造装置
6日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ