TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024046152
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151370
出願日
2022-09-22
発明の名称
EGRパイプ
出願人
愛三工業株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
F02M
26/35 20160101AFI20240327BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】全周の一部に長手方向に沿って温水通路を設け温水で加熱するように構成したEGRパイプにおいて、その全周で昇温効果を高め、内壁全周にわたって凝縮水の発生を抑制すること。
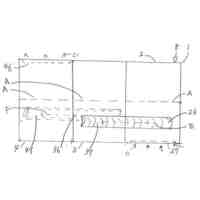
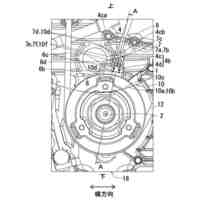
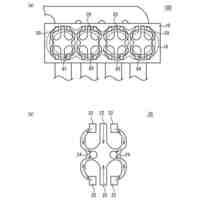
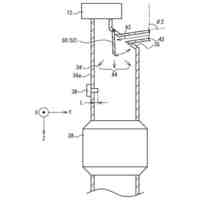
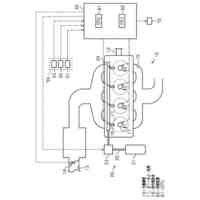
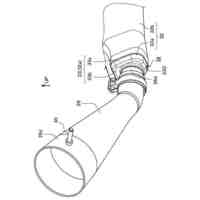
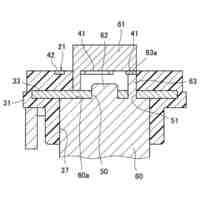
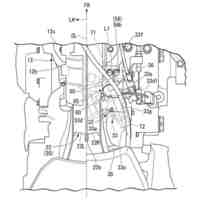
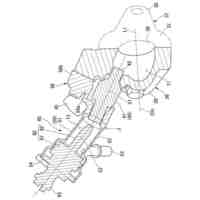
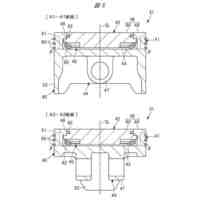
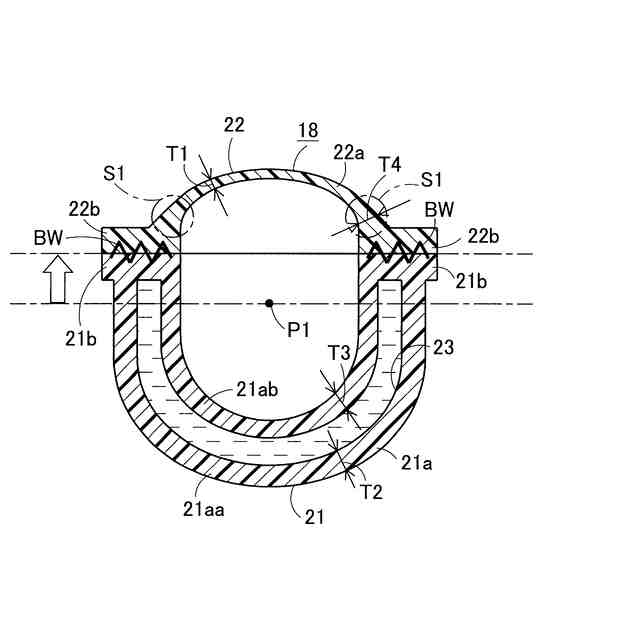
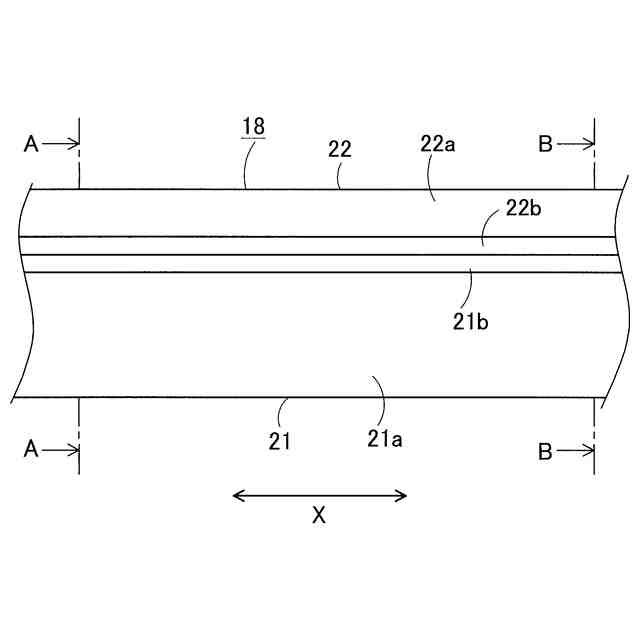
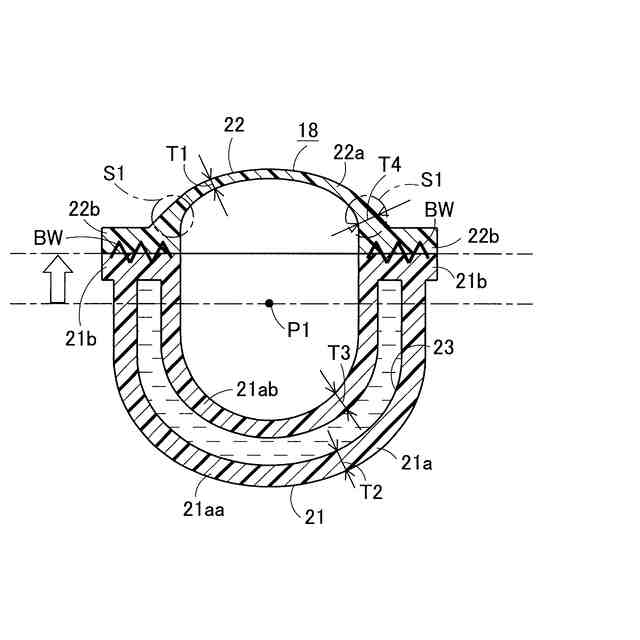
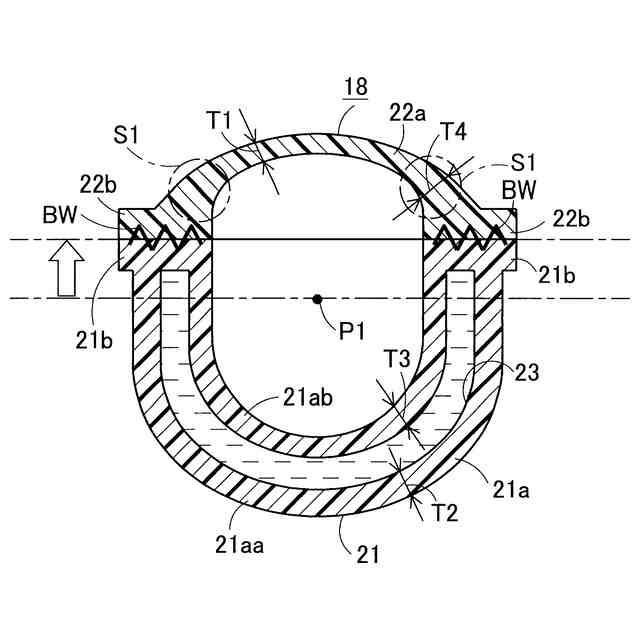
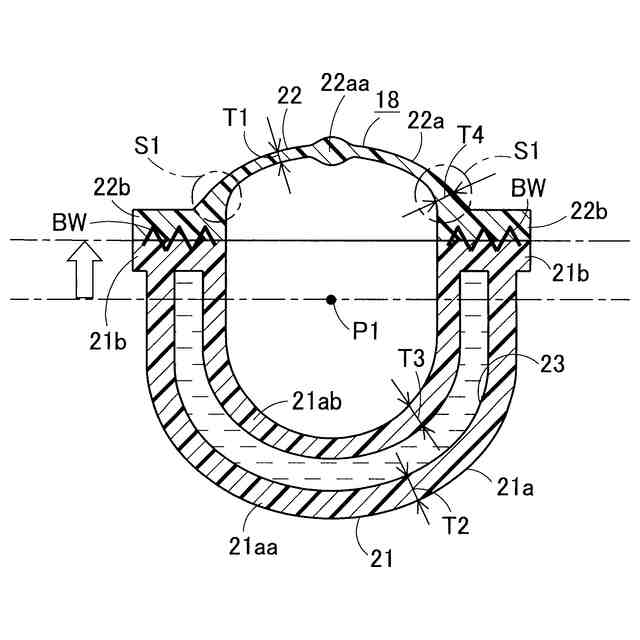
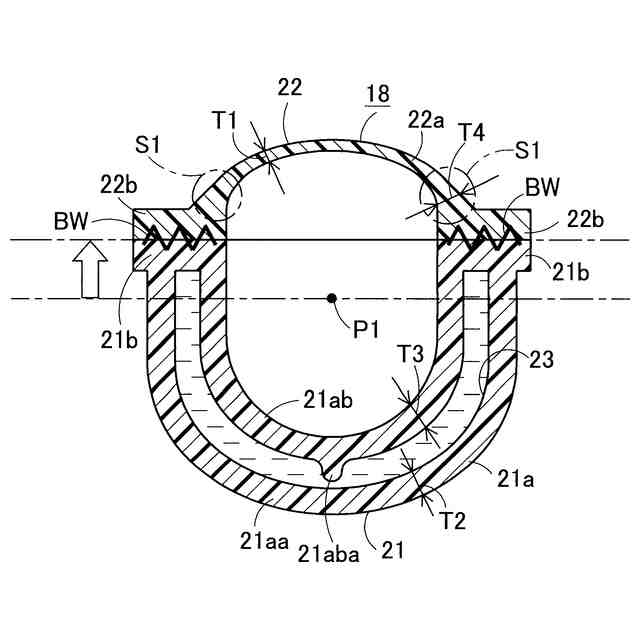
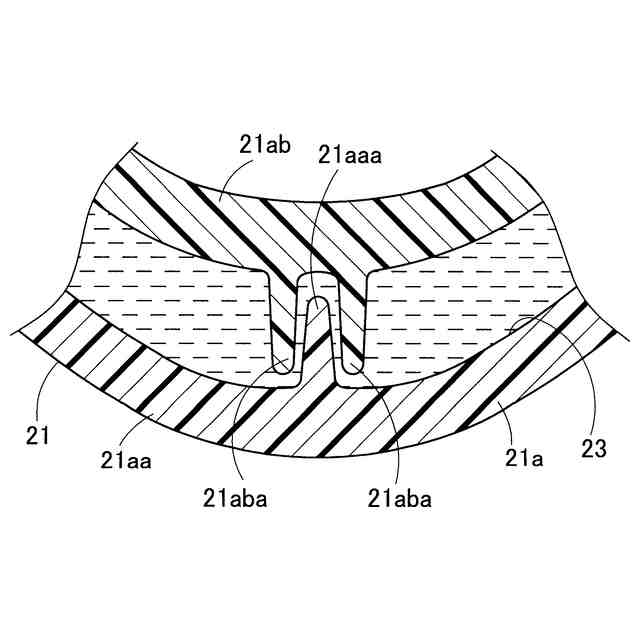
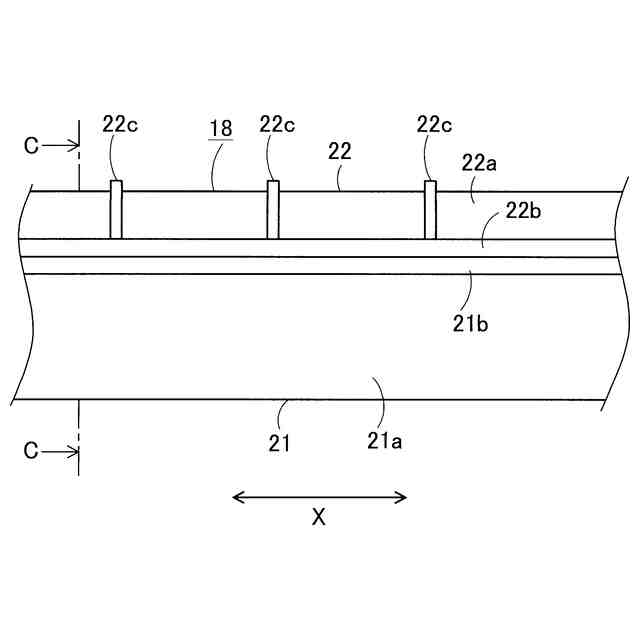
【解決手段】樹脂製のEGRパイプ18は、EGRガスを流すEGR通路を構成する。EGRパイプ18は、径方向に二分割された第1分割パイプ材21及び第2分割パイプ材22を接合部21b,22bにて接合することにより形成される。第1分割パイプ材21には、EGRパイプ18を加熱するために温水が流れる温水通路23が設けられ、第2分割パイプ材22の厚みT1は、第1分割パイプ材21の厚みT2,T3より薄く形成される。第1分割パイプ材21は、外側パイプ部21aaと内側パイプ部21abとを含み、温水通路23は、外側パイプ部21aaと内側パイプ部21abとの間に形成される。
【選択図】図3
特許請求の範囲
【請求項1】
エンジンから排気通路へ排出される排気の一部をEGRガスとして前記エンジンの吸気通路へ流すEGR通路に使用される樹脂製のEGRパイプにおいて、
前記EGRパイプは、径方向に二分割された第1分割パイプ材及び第2分割パイプ材を接合部にて接合することにより形成され、
前記第1分割パイプ材には、前記EGRパイプを加熱するために温水が流れる温水通路が設けられ、
前記第2分割パイプ材の厚みは、前記第1分割パイプ材の厚みより薄く形成される
ことを特徴とするEGRパイプ。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載のEGRパイプにおいて、
前記第1分割パイプ材は、外側パイプ部と内側パイプ部とを含み、前記温水通路は、前記外側パイプ部と前記内側パイプ部との間に形成される
ことを特徴とするEGRパイプ。
【請求項3】
請求項2に記載のEGRパイプにおいて、
前記第1分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第1パイプ部と、前記第1パイプ部の前記周方向の両端に形成された第1接合部とを含み、
前記第2分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第2パイプ部と、前記第2パイプ部の前記周方向の両端に形成された第2接合部とを含み、
互いに接合された前記第1接合部及び前記第2接合部は、前記EGRパイプの中央よりも前記第2分割パイプ材の側にオフセットして配置される
ことを特徴とするEGRパイプ。
【請求項4】
請求項1に記載のEGRパイプにおいて、
前記温水通路は、前記第1分割パイプ材の長手方向に沿って設けられる金属パイプにより構成される
ことを特徴とするEGRパイプ。
【請求項5】
請求項4に記載のEGRパイプにおいて、
前記第1分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第1パイプ部と、前記第1パイプ部の前記周方向の両端に形成された第1接合部とを含み、
前記第2分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第2パイプ部と、前記第2パイプ部の前記周方向の両端に形成された第2接合部とを含み、
互いに接合された前記第1接合部及び前記第2接合部は、前記EGRパイプの中央よりも前記第1分割パイプ材の側にオフセットして配置される
ことを特徴とするEGRパイプ。
【請求項6】
請求項1乃至5のいずれかに記載のEGRパイプにおいて、
前記接合部は、前記第1分割パイプ材の第1接合部と前記第2分割パイプ材の第2接合部とにより構成され、
前記第2接合部とその近傍の厚みは前記第2分割パイプ材の他の部位の厚みより大きい
ことを特徴とするEGRパイプ。
【請求項7】
請求項1乃至5のいずれかに記載のEGRパイプにおいて、
前記第2分割パイプ材の厚みは、前記第2分割パイプ材の上流側から下流側に向けて段階的に又は徐々に大きくなるように形成される
ことを特徴とするEGRパイプ。
【請求項8】
請求項2又は3に記載のEGRパイプにおいて、
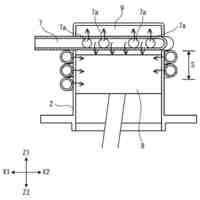
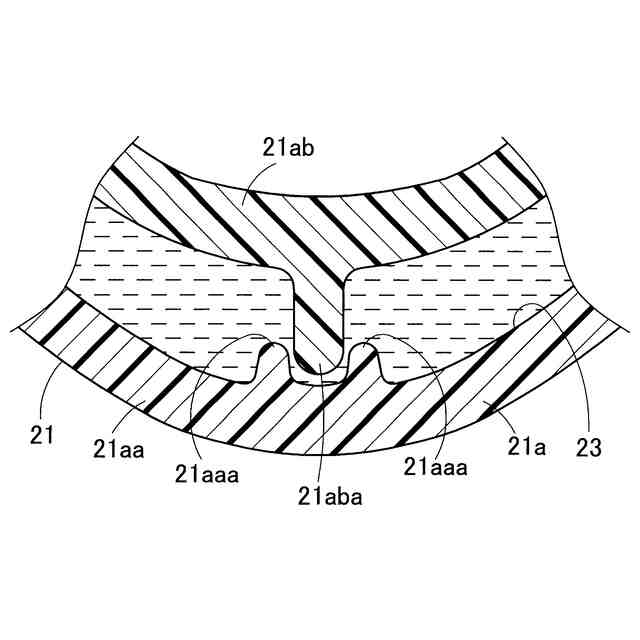
前記内側パイプ部には、その長手方向に沿って、前記外側パイプ部へ向けて少なくとも一つの第1凸条が形成される
ことを特徴とするEGRパイプ。
【請求項9】
請求項8に記載のEGRパイプにおいて、
前記外側パイプ部には、その長手方向に沿って、かつ、前記第1凸条に隣接して、前記内側パイプ部へ向けて少なくとも一つの第2凸条が形成される
ことを特徴とするEGRパイプ。
【請求項10】
請求項9に記載のEGRパイプにおいて、
前記第1凸条は、前記第2凸条よりも凸方向の高さが大きい
ことを特徴とするEGRパイプ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
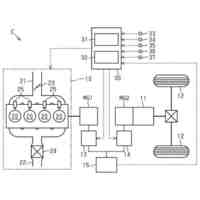
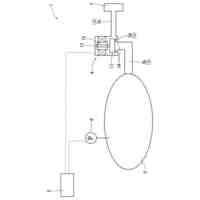
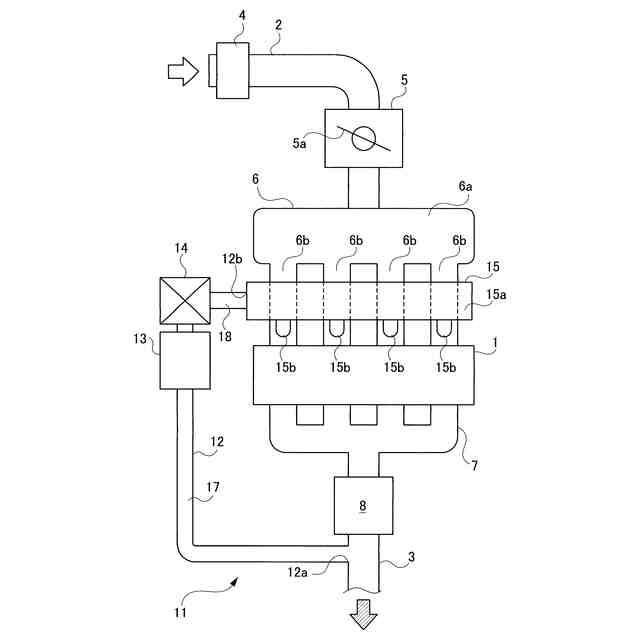
この明細書に開示される技術は、エンジンのEGR装置に使用され、EGRガスを流すためのEGRパイプに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、この種の技術として、例えば、下記の特許文献1に記載される「EGRパイプ」が知られている。この技術は、エンジンから排気通路へ排出される排気の一部をEGRガスとしてエンジンへ還流させるために吸気通路へ流すEGRパイプに関する。このEGRパイプは、高温のEGRガスによる軸方向の伸びと圧力変動の両方に対応して切損のない、かつ可撓性を併せ持つことを目的として、半径方向に変位して、軸方向の変位を吸収する可撓性機構を介装したことを特徴としている。
【先行技術文献】
【特許文献】
【0003】
特開2006-29197号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載のEGRパイプにおいては、その内壁でEGRガスから凝縮水が発生するおそれがあり、それを抑制するためにEGRパイプを温水で加熱することが考えられる。この場合、EGRパイプの車両に対する搭載性や製造上の課題から、EGRパイプの全周部に温水通路を設けることは難しく、半周以下の範囲で長手方向に沿って温水通路を一体に成形したり、半周の一部に温水通路のために金属パイプをインサート成形したりすることしかできない場合がある。しかし、この場合は、EGRパイプの温水通路が設けられていない部分に加熱不十分な箇所ができてしまい、凝縮水の発生を十分に抑制できなくなるおそれがあった。
【0005】
この開示技術は、上記事情に鑑みてなされたものであって、その目的は、全周の一部に長手方向に沿って温水通路を設けて温水で加熱するように構成したEGRパイプにおいて、その全周にわたって昇温効果を高め、内壁での凝縮水の発生抑制効果を向上させることにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、請求項1に記載の技術は、エンジンから排気通路へ排出される排気の一部をEGRガスとしてエンジンの吸気通路へ流すEGR通路に使用される樹脂製のEGRパイプにおいて、EGRパイプは、径方向に二分割された第1分割パイプ材及び第2分割パイプ材を接合部にて接合することにより形成され、第1分割パイプ材には、EGRパイプを加熱するために温水が流れる温水通路が設けられ、第2分割パイプ材の厚みは、第1分割パイプ材の厚みより薄く形成されることを趣旨とする。
【0007】
上記技術の構成によれば、樹脂製のEGRパイプは、径方向に二分割されて接合部で接合された第1分割パイプ材と第2分割パイプ材により形成される。ここで、第1分割パイプ材は、EGRパイプを加熱するために温水通路に温水を流すことでその内壁が温水からの伝熱により昇温する。一方、第2分割パイプ材は、その厚みが第1分割パイプ材の厚みより薄く形成されるので、その内壁がEGRガスの熱により昇温し易くなる。従って、樹脂製のEGRパイプの内壁全体が昇温し易くなる。
【0008】
上記目的を達成するために、請求項2に記載の技術は、請求項1に記載の技術において、第1分割パイプ材は、外側パイプ部と内側パイプ部とを含み、温水通路は、外側パイプ部と内側パイプ部との間に形成されることを趣旨とする。
【0009】
上記技術の構成によれば、請求項1に記載の技術の作用に加え、温水通路を含む第1分割パイプ材が、別部材を設けることなく外側パイプ部と内側パイプ部により一体形成される。
【0010】
上記目的を達成するために、請求項3に記載の技術は、請求項2に記載の技術において、第1分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第1パイプ部と、第1パイプ部の周方向の両端に形成された第1接合部とを含み、第2分割パイプ材は、その長手方向と直交する周方向の断面が略U形をなす第2パイプ部と、第2パイプ部の周方向の両端に形成された第2接合部とを含み、互いに接合された第1接合部及び第2接合部は、EGRパイプの中央よりも第2分割パイプ材の側にオフセットして配置されることを趣旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
増設・ロータリーエンジン
25日前
株式会社クボタ
エンジン
15日前
個人
水素バーナー発電機及び発電システム
5日前
トヨタ自動車株式会社
車両の制御装置
5日前
本田技研工業株式会社
内燃機関
19日前
トヨタ自動車株式会社
内燃機関
7日前
株式会社アイシン
内燃機関
20日前
トヨタ自動車株式会社
内燃機関の冷却構造
21日前
トヨタ自動車株式会社
車両制御装置
今日
トヨタ自動車株式会社
車両駆動装置
今日
トヨタ自動車株式会社
内燃機関の排気装置
6日前
日本製鉄株式会社
クランク軸
19日前
本田技研工業株式会社
車両
20日前
トヨタ自動車株式会社
車両の制御装置
19日前
トヨタ自動車株式会社
車両の制御装置
12日前
トヨタ自動車株式会社
内燃機関制御装置
19日前
トヨタ自動車株式会社
内燃機関の制御装置
21日前
本田技研工業株式会社
鞍乗型車両の排気装置
21日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
19日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
25日前
トヨタ自動車株式会社
内燃機関の停止システム
15日前
日立建機株式会社
運搬車両の管理システム
12日前
本田技研工業株式会社
内燃機関の失火判定装置
19日前
株式会社ミクニ
バルブ装置
12日前
株式会社ミクニ
バルブ装置
12日前
株式会社セイブ・ザ・プラネット
内燃機関の制御方法
7日前
本田技研工業株式会社
内燃機関の燃料供給装置
22日前
トヨタ自動車株式会社
内燃機関の停止システム
7日前
愛三工業株式会社
弁システム
12日前
株式会社筑水キャニコム
斜面除草車両
19日前
本田技研工業株式会社
燃料供給装置
19日前
トヨタ自動車株式会社
制御装置
25日前
本田技研工業株式会社
燃料供給装置
19日前
株式会社SUBARU
エンジン
20日前
株式会社SUBARU
ピストン
20日前
本田技研工業株式会社
外燃機関
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ